Примеры приспособлений для сборки стыков труб. Для сварки труб приспособление
Приспособление для сварки стальных труб
Сделаем простое и очень полезное приспособление, которое пригодится практически любому сварщику. Вы знаете — чтобы сварить два куска трубы, их нужно сначала выстроить между собой, прихватить, затем обваривать. Но после сварки бывает так, что шов остывает и вытягивает трубу. Поэтому происходит искривление. Чтобы этого не происходило, во время сварки детали нужно фиксировать. Многие для этих целей используют уголок. Заложил перед сваркой два куска трубы уголок, эти заготовки выравниваются и лежат в одной плоскости. Это простой и удачный метод. Но мастер хочет немного модернизировать эту идею.
Сегодняшняя конструкция будет состоять из 32 уголка длиной 50 см. Все размеры произвольные, поэтому вы можете сделать их любыми, для каких либо конкретных целей. Потребуется также два мотоциклетных куска цепи. Длина 25 см. Две шпильки м8 длиной 3,5 см, 2 барашковые гайки, возможно, потребуется две шайбы. Все эти запчасти нужно прихватить к уголку.
Начнем с цепей. Приварим их к уголку.

Теперь напротив каждой цепи перехватываем по шпильке. Шпильки нужно болгаркой сделать плоскими, чтобы они помещались в каждое звено цепи. Сейчас мне не заходят.
Наше простое и универсальный расстройства для сварки металлических труб готово. Будем тестировать. Помещаем две заготовки в устройство и фиксируем цепью и барашковыми гайками.
Можно перед сваркой трубы немного раздвинуть и придать любой зазор. Когда гайки затянутся, труба никуда не денется.Прихватку перевернем в самый низ и будем вести шов. Большая часть стыка обварена и можно ослабить цепи, перевернуть в трубу. Фиксировать нет смысла, поэтому продолжаем сварку дальше.

Alexander Polulyakh.
Другая приспособа для тех же целей.
Приспособление для сварки труб разного диаметра
Данная самоделка пригодится всем, кто занимается сварочными работами. Используя это простое в конструктивном плане приспособление, которое можно изготовить из доступных материалов, очень удобно сваривать стальные трубы разного диаметра.

Из основных материалов для его изготовления понадобятся: отрезок уголка, кусок трубы, две гайки, а также четыре шпильки и четыре отрезка квадратного прутка разных размеров (то есть длинные и короткие).
Приспособление для сварки: этапы работ
От стального уголка отрезаем кусок длиной примерно 5–6 см. При необходимости зачищаем поверхность болгаркой. Также понадобится отрезок трубы длиной 3–4 см, который разрезаем вдоль на две половинки.

Стальной уголок устанавливаем на ребро и привариваем к половинкам трубы, которые будут обеспечивать устойчивость всей конструкции. Из отрезков квадратного прутка нужно сварить две Г-образные детали, а из шпилек — две Т-образные.

Гайки необходимо приварить к концам Г-образных деталей (в них потом будут вкручиваться шпильки). После этого все элементы конструкции свариваются вместе. При помощи болгарки хорошо зачищаем поверхность готового изделия.

Как пользоваться этим приспособлением
В «канавку» уголка укладываем два отрезка трубы разного диаметра, плотно прижимаем их шпильками, после чего можно приступать к сварочным работам.

Это быстро, удобно и не требует никаких усилий. Подробный процесс сборки самодельного приспособления для сварки можно посмотреть в видеоролике на нашем сайте.
sdelairukami.ru
Примеры приспособлений для сборки стыков труб
См. графический объект "Рис.П11.1. Сборка на стяжных уголках стыков труб диаметром более 100 мм"
См. графический объект "Рис.П11.2. Приспособление для центровки труб диаметром 32-83 мм (размеры даны для труб диаметром 32 мм)"
См. графический объект "Рис.П11.3. Приспособление для стыковки труб диаметром 60 мм"
См. графический объект "Рис.П11.4. Приспособление для центровки труб диаметром 25-60 мм"
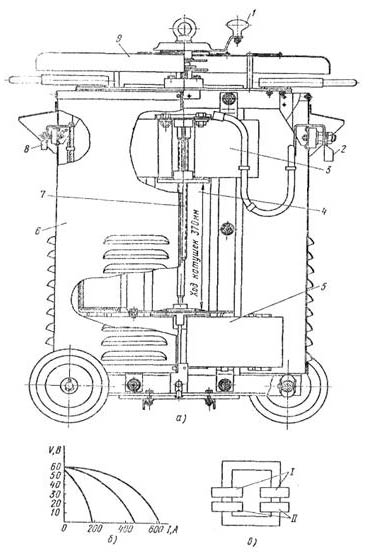
См. графический объект "Рис.П11.5. Приспособление хомутного типа для центровки труб диаметром 133-377 мм (1 - вырезы в хомутах для наложения прихваток)"
Приложение 12
(рекомендуемое)
Технология выполнения облицовочного слоя сварных швов стыков труб*
1. Настоящая технология разработана для ручной дуговой сварки неповоротных стыков труб из стали любой марки, на которые распространяется настоящий РД.
2. Наложение облицовочного слоя по предлагаемой технологии выполняется с целью придания надлежащего качества и внешнего вида верхнему слою шва, сокращения расходов электродов за счет выполнения облицовочного шва оптимальных размеров.
Сварщика нужно специально обучить качественному выполнению облицовочного слоя.
3. Основной шов должен заполнять разделку не до краев, а оставив по всему периметру стыка место для наложения облицовочного слоя (рис.П12.1). Остаточная глубина а зависит от диаметра электрода, которым будет выполняться облицовочный слой:
Диаметр электрода, 2,5 3,0 4,0
мм
Остаточная глубина 1,0-1,5 1,5-2,0 2,0-2,5
а, мм
Сварка в потолочном и вертикальном положении должна производиться электродами диаметром не более 3 мм.
Электроды для сварки облицовочного слоя должны быть той же марки, которой выполнялся основной шов.
4. На вертикальных стыках ширина облицовочного валика b (рис.П12.2) не должна быть более 16 мм для углеродистых и низколегированных сталей и 10 мм - для высоколегированных.
* Рекомендации составлены по материалам фирмы "Центроэнергомонтаж".
См. графический объект "Рис.П12.1. Остаточная глубина для наложения облицовочного слоя"
На горизонтальных стыках облицовочный слой следует накладывать ниточным швом или с незначительными поперечными колебаниями электрода.
Выпуклость (усиление) шва h должно составлять для труб с толщиной стенки до 10 мм не более 3 мм, с толщиной стенки свыше 10 до 20 мм - не более 3,5 мм, при большей толщине стенки - не более 4 мм; минимальный размер усиления - 0,5 мм.
См. графический объект "Рис.П12.2. Размеры облицовочного слоя"
Приложение 13
(справочное)
Технические характеристики трубосварочных автоматов (сварочных головок) для аргонодуговой сварки неповоротных стыков труб
Таблица П13.1. Автоматы для сварки без присадки
Таблица П13.2. Автоматы для сварки с присадкой
Таблица П13.1
Автоматы для сварки без присадки
———————————————————————————————————————————————————————————————————————
| Марка | Размер |Максима-|Макси- |Радиус |Устано- |Масса |
| автомата | свариваемых | льный |мальная|вращаю-| вочная |голов-|
| (сварочной | труб, мм |свароч- | ско- | щихся | длина, |ки, кг|
| головки) |————————————————|ный ток,| рость |частей,| мм (не | |
| |диаметр |толщина| А |сварки,| мм | менее) | |
| | |стенки | |об/мин | | | |
| | | | | | | | |
| | | | | | | | |
|—————————————|————————|———————|————————|———————|———————|————————|——————|
|Сварочные | | | | | | | |
|головки типа| | | | | | | |
|"Малыш" (СА):| | | | | | | |
| | | | | | | | |
|СА-305 | 14-25 | | 80 | 3,04 | 28 | 45 | 2,3 |
| | | | | | | | |
|СА-306 | 25-38 |<= 3,5 | 100 | 3,06 | 36 | 45 | 3,8 |
| | | | | | | | |
|СА-307 | 38-57 | | 100 | 2,00 | 50 | 60 | 4,1 |
|—————————————|————————|———————|————————|———————|———————|————————|——————|
|ОДА-2ГС | 20-42 |<= 3,5 | 160 | 6,59 | 55 | 90 | 3,5 |
| | | | | | | | |
|ОДА-3ГС | 42-76 | | 200 | 2,00 | 85 | 95 | 5,5 |
|—————————————|————————|———————|————————|———————|———————|————————|——————|
|ГТ1-57 | 25-57 |<= 3,5 | 160 | 3,50 | 63 | 88 | 4,6 |
| | | | | | | | |
|ГТ1-108 | 56-108 | | 200 | 1,87 | 115 | 113 | 9,5 |
|—————————————|————————|———————|————————|———————|———————|————————|——————|
|ОКА-1И | 76-133 |Для | 200 | 1,53 | 128 | 137 | 12,5 |
| | |сварки | | | | | |
|ОКА-2И |133-219 |корне- | 200 | 0,80 | 180 | 140 | 18,0 |
| | |вых | | | | | |
| | |слоев | | | | | |
———————————————————————————————————————————————————————————————————————
Примечания.
1. Головки "Малыш", ОДА, ГТ1 и ОКА работают с аппаратурой управления ЭР-240 и источником питания ТИР-300ДМ1 или ТИР-ВЧ-160-АУ1 со встроенной аппаратурой управления.
2. Головка ГТ1-108 имеет механизмы автоматической регулировки напряжения дуги (АРНД) и колебания горелки.
Таблица П13.2
studfiles.net
| Наим. | Код заказа | Описание | Изображение |
| 1 | 50015001 | Впускной клапан защитного газа ?15 мм с резьбой M 16 x 1,5 |
 |
| 1 | 50020001 | Впускной клапан защитного газа ?20 мм с резьбой M 20 x 1,5 |
 |
| 2 | 50015002 | Выпускной клапан защитного газа ?15 мм с резьбой M 16 x 1,5 |
 |
| 2 | 50020002 | Выпускной клапан защитного газа ?20 мм с резьбой M 20 x 1,5 |
 |
| 3 |
Теплоустойчивые уплотнительные диски ? 45 - 335 мм (1,8"-13,2"), выдерживающие температуру 280 - 335°С Смотри раздел "Заглушки" |
 |
|
| 4 | 50000004 | Гайка M 16 x 1,5 |
 |
| 4 | 50000004A | Гайка M 20 x 1,5 |
|
| 5 | 50000005 | Шайба 10,5 мм x 17 мм ? x 2,5 |
 |
| 6 | 50027306 |
Диффузор из нержавеющей стали пористой структуры ? 27 мм x 30 мм длиной |
 |
| 6 | 50036356 |
Диффузор из нержавеющей стали пористой структуры 36 мм ? x 35 мм длиной |
|
| 6 | 50044356 |
Диффузор из нержавеющей стали пористой структуры 44 мм ? x 35 мм длиной |
|
| 6 | 5006550 |
Диффузор из нержавеющей стали пористой структуры 65 мм ? x 50 мм длиной |
|
| 6 | 50093106 |
Диффузор из нержавеющей стали пористой структуры 96 мм ? x 100 мм длиной |
 |
| 6 | 50149106 |
Диффузор из нержавеющей стали пористой структуры 149 мм ? x 100 мм длиной |
|
| 6 | 50195106 |
Диффузор из нержавеющей стали пористой структуры 195 мм ? x 100 мм длиной |
|
| 6 | 50244106 |
Диффузор из нержавеющей стали пористой структуры 244 мм ? x 100 мм длиной |
|
| 7 | 50013307 | Трубка газового диффузора 13 мм ? x 30 мм длиной |
 |
| 7 | 50013357 | Трубка газового диффузора 13 мм ? x 35 мм длиной |
|
| 7 | 50013507 | Трубка газового диффузора 13 мм ? x 50 мм длиной |
|
| 7 | 50013107 | Трубка газового диффузора 13 мм ? x 100 мм длиной |
|
| 8 | 50120008 | Гибкий рукав длиной 120 мм |
 |
| 8 | 5015008 | Гибкий рукав длиной 150 мм |
|
| 8 | 50200008 | Гибкий рукав длиной 200 мм |
|
| 8 | 5030008 | Гибкий рукав длиной 300 мм |
 |
| 8 | 50400008 | Гибкий рукав длиной 400 мм |
|
| 9 | 50000009 | Насадка газового диффузора SW 14 |
 |
| 10 | 50005010 | Жесткая труба SW 14 длиной 5 мм |
 |
| 10 | 50010010 | Жесткая труба SW 14 длиной 10 мм |
|
| 10 | 50020010 | Жесткая труба SW 14 длиной 20 мм |
|
| 10 | 50040010 | Жесткая труба SW 14 длиной 40 мм |
|
| 10 | 50060010 | Жесткая труба SW 14 длиной 50 мм |
|
| 10 | 50100010 | Жесткая труба SW 14 длиной 100 мм |
|
| 10 | 5015010 | Жесткая труба SW 14 длиной 150 мм |
|
| 10 | 5020010 | Жесткая труба SW 14 длиной 200 мм |
|
| 10 | 5030010 | Жесткая труба SW 14 длиной 300 мм |
|
| 10 | 50400010 | Жесткая труба SW 14 длиной 400 мм |
|
| 11 | 50000011 | Крюк ?4 мм |
 |
| 11 | 50000011A | Крюк ?5 мм |
|
| 11 | 50210011 | 10 м кабель из нержавеющей стали ?2 мм |
 |
| 11 | 50220011 | 20 м кабель из нержавеющей стали ?2 мм |
|
| 11 | 50310011 | 10 м кабель из нержавеющей стали ?3 мм |
|
| 11 | 50320011 | 20 м кабель из нержавеющей стали ?3 мм |
|
| 11 | 50210011P |
10 м кабель из нержавеющей стали ?2 мм, покрытый ПВХ (белый) |
|
| 11 | 50220011 |
20 м кабель из нержавеющей стали ?2 мм, покрытый ПВХ (белый) |
|
| 12 | 500000012 | Выпускной клапан защитного газа |
 |
| 13 | 50015013 | Патрубок защитного газа ?15 мм с резьбой M 16 x 1,5 |
 |
| 13 | 50020013 | Патрубок защитного газа ?15 мм с резьбой M 20 x 1,5 |
 |
www.orionnord.ru