Делаем листогиб своими руками из подручных материалов. Работа с металлом своими руками
обзор для новичков – Ярмарка Мастеров
Два с половиной года назад, глядя на работы из металла, в моей душе поднималось волнение! Я хотела научится делать потрясающие штуки из меди, понимала, что меня к этому тянет с неведомой силой и совершенно не знала, как и с чего начать. Собирала я информацию по крупицам в интернете, надоедала тем, кто уже хоть немного прикоснулся к волшебному миру меди и был готов делиться. Сейчас я понимаю, что многих останавливает именно незнание, где и что брать и кажущаяся трудность. Я хочу рассказать о необходимом минимуме для начала работы с медью или латунью.
Начнем с самого главного, с материала, с меди (далее я буду писать про медь, но латуни это также касается). Напишу, где она водится, сейчас медь для работы найти гораздо легче, чем когда я начинала.
1. Различные интернет магазины и магазинчики на Ярмарке Мастеров продают кусочки меди небольшого размера, как раз для того, чтобы попробовать и понять действительно это ваш материал. Достаточно ввести в поиск "Листовая медь".
2. Местные барахолки, блошиные рынки. В Минске это "Поле чудес" на Ждановичах. Именно там я раздобыла свой первый кусок меди и была несказанно счастлива. К слову, кусок этот был размером 80 см на полтора метра :)Ходим и спрашиваем у местных брутальных мужичков, а не завалялось ли у вас кусочка листовой меди.
3. Местные пункты сдачи цветных металлов. Мне так и не посчастливилось разжиться медью в пунктах рядом с домом, но знаю знакомых, кто успешно перекупает там медные листы и проволоку. Может, вам повезет.
4. Поставщики меди. Тут поисковые системы в помощь, вводите "продажа листовой меди" и обзваниваете тех, кто продает. Сейчас я покупаю медь листами именно у таких поставщиков. Этот вариант подходит тем, кто плотно подсел :)
Толщина меди имеет значение. Начинала я с миллиметрового листа, скажу честно, работать сложно, но результат получается отличный, до сих пор колечки и некоторые другие украшения делаю только из такой толщины.
Для начала все же рекомендую брать 0,5-0,7 мм, в обработке значительно легче, ну это чтобы сразу не отбить себе желание работать :)

Второе, что вам понадобится обязательно — это инструменты для резки меди. Они тоже бывают разные: лобзики, ножницы по металу, ножи-гильотины. Мне проще всего было купить ножницы по металлу, потому расскажу именно про них.
Когда я покупала себе ножницы, я понятия не имела, что мне нужно, помогал муж. Сейчас, я думаю, мне крупно повезло, что купили в итоге хорошие. Служат мне верой и правдой до сих пор, натерли множество раз трудовые мозоли (на картинке те, что синие). Вторые ножницы я купила позже, они легкие и очень удобно что-нибудь быстренько подрезать-подравнять, хотя с толстым миллиметровым листом ими управляться тяжко.
Купить ножницы по металлу можно в любом строительном магазине или на рынке. И вот несколько рекомендаций при покупке:
1. Одно из правил, которым я руководствуюсь все время — это не нужно экономить на инструментах. Ведь этими штуковинами приходится орудовать не один год. Инструмент должен быть удобным и радовать глаз, большинство из нас рукодельниц все таки девочки :)
2. Ножницы по металлу бывают с прямым резом, а также с правым и левым резом. Для начала покупаем с прямым их будет вполне достаточно. Выглядят они так, как на картинке.
3. У ножниц по металлу есть зубчики, без зубчиков резать металл тяжко. Вопрос лишь в размере зубчиков. У моих красных ножниц зубчики мельче, для металла 0.5 мм хороши и обрабатывать края меди после них легче, собственно потому и были куплены. Если хотите получать срезы без зазубрин, нужно купить лобзик.
4. Покупайте ножницы с пружиной (чтобы они сами разжимались) — это в разы облегчит работу.
5. Если вам попадутся ножницы, которые при резке сами отгибают металл, берите. Мне вот такие не попались и этой штуки здорово не хватает.
6. При покупке обращайте внимание на толщину, которую осилят эти ножницы. Мои синие режут до 1.5 мм и миллиметровый лист им резать комфортно. У красных заявлено 1.2 мм. Покупайте с запасом, они то режут 1.5 и 1.2 мм только силушки для этого надо не женской, а муж ходит на работу и не всегда может помочь.


Еще одна необходимая покупка, если вы хотите обрабатывать металл — это слесарные тиски с наковальней.
О необходимости наковальни я задумалась еще в пору увлечения проволокой. Но там я приноровилась отбивать проволоку на губках маленьких тисков и, конечно же, в итоге я раздолбала их в хлам! К поиску новой наковальни я подошла серьезно. Поиск по строительному рынку ничего не дал, наковальню можно было купить только с тисками. "А зачем же мне тиски?"— думала я, — "Незачем". Потом пришла мысль найти кусок рельсы и отпилить кусочек. Хе-хе. Даже хотела заказать из Америки симпатичный такой брусочек Bench Block.А потом я поняла что мне все же нужны тиски и наковальня. Пошла в строительный магазин и купила за 50 баксов, слесарные с губками 100 мм (если уж говорить конкретно).Вот думаю, чего я столько мучалась и сразу не купила, не понимаю. Теперь это самая нужная и полезная штуковина в моем арсенале, мои мимимишечки слесарные тисочки. Девочки, они такие девочки :)

Теперь перейдем к еще одним важным и нужным инструментам — молоткам. Для начала вам достаточно будет купить один молоток весом 300 грамм — именно такой вес комфортен в работе для девочки. Мужчины, конечно, же могут выбрать и потяжелее для себя.
Как-то я подумала, что чем тяжелее молоток, тем быстрее я смогу получить нужную фактуру. В итоге, орудуя 600 граммовым молотком, поняла, что рука устает значительно быстрее. Купить можно в любом строительном магазине или строительном отделе например ЦУМа или ГУМа, на строительном рынке.
Одним единственным молотком можно сделать очень много. У меня есть мастер-класс на Ярмарке Мастеров о том, как делать разную текстуру на меди при помощи вот такого молотка.


Сейчас я, конечно, обзавелась кучкой молотков, они используются гораздо реже, но все же иногда пригождаются (на картинке с лева на право):
1. Молоток 300 грамм — основные работы, отбивка, ковка.2. Молоток 600 грамм — очень редко использую, устают руки, но иногда нужно хорошенько постучать, тогда нужен.3. Резиновый молоток — нужен для придания жесткости меди, если не нужна дополнительно деформация. Редко используется, но незаменим.4. Меленький молоточек для получения точечной текстуры, редко использую.5. Молоток для выравнивания деталей, для рихтовки, для мелких работ, использую часто, куплен в Америке через интернет, нужен и удобен, но можно заменить некоторые операции молотком №1.6. Кувалда 2 кг. Нужна редко, используется для высечки отверстий с помощью каттера. Редко используется, заменить нечем.7. Молоток для отбивания мяса :) Использую для получения текстуры на меди.

Следующие инструменты необходимы, но, скорее всего, они уже есть в вашем арсенале инструментов — это плоскогубцы и круглогубцы. Все можно купить в строительных магазинах и рынках. Ну или отнять у мужа :)
Нужны для разных работ, ну, например, подержать медь, пока она отжигается, согнуть-разогнуть.

Напильники. У меня один большой и наборчик из маленьких. Очень нужные и полезные инструменты, хотя для начала хватит и одного. Большой напильник использую, чтобы зачищать зазубрины на меди после резки. Маленькие для мелких работ.

Ну и еще поговорим немного о защите рук. Я очень долгое время работала без перчаток, ну потому что неудобно, не чувствую материала и процесса. Руки мои, скорее всего, меня ненавидели. Они были шершавые и черные, бррр. Сейчас все грязные работы я стараюсь выполнять в перчатках. Но до сих пор есть, конечно же, работы, например сборка, где в перчатках работать неудобно.
Перчатки я пробовала разные. Медицинские тонкие и в них комфортно работать, но очень быстро рвутся. Порвав кучу перчаток пришла к плотным хозяйственным, их хватает на дольше и руки целы. Нашла себе вот гламурные розовенькие :)

Работать в перчатках или без — сугубо личное дело. А у меня бывало и вот так!

Еще вам, конечно же, понадобится газовая плита или горелка, для отжигания меди. При отбивке медь становится жесткой и для возвращения ей пластичных свойств необходимо отжигать. Некоторые мои украшения имеют 10-12 циклов отбивки и отжига. Так что, штука незаменимая!

Ну и еще одна важная, но не обязательная вещь — респиратор. Не сразу я пришла к его необходимости. Я надеваю, когда полирую медь после патинирования. Пригодится вам, когда уже медь станет вашим вторым я, ну а в самом начале можно обойтись и без.

Ну вот как-то так. Сейчас в моем арсенале есть и другие инструменты, тоже важные и нужные, но для начинающих достаточно вот этого списка.
Буду рада, если мой опыт вам пригодится и любителей меди станет еще больше!
Если появятся вопросы, спрашивайте. Удачи и вдохновения в творчестве!

www.livemaster.ru
Работаем с металлом на сайте полезных самоделок
Думаю, многим случалось сталкиваться с проблемой закалки металлических изделий, а скорее наоборот – ее отсутствия. К примеру, сегодня трудно найти хороший...
Читать далееТо красивое малахитовое или синевато-зеленое окрашивание, которым обладают древние бронзовые изделия, произошло под влиянием очень продолжительного воздействия ...
Читать далееЮвелирные изделия из меди ценятся не только за красоту, но и, как считается, за полезные для здоровья свойства. Но в отличие от более дорогих изделий из золо...
Читать далееПод действием кислорода на поверхности меди образуется красивый чёрно-коричневый слой. Чтобы ускорить этот процесс прибегают к искусственному оксидированию....
Читать далееДля окраски поверхности медных вещей в красивый и прочный красновато-коричневый цвет может служить следующий состав: 4 части по весу уксуснокислой меди...
Обычно как чисто черное, так и серое окрашивание получается образованием на поверхности вещи окиси меди или сернистой меди. Но оба эти окрашивания могут быть...
Читать далееГотовят насыщенный раствор сернокислой меди и добавляют в него нашатырный спирт до тех пор, пока смесь не примет яркий прозрачный синий цвет. Обрабатываемая вещ...
Читать далееЧерная протрава для алюминия Поверхность предмета из алюминия полируют сначала мельчайшим порошком наждака, затем смазывают оливковым маслом и нагревают, при ч...
Читать далееПри некоторых тонких работах, как, например, художественно-слесарные, бывает крайне желательно, чтобы ковкое железо, отличалось наибольшей мягкостью. Ввиду этог...
Читать далееТравлением называется способ воспроизведения с помощью химических средств рисунков, орнаментов, надписей и т.п. на поверхности металлических предметов. Травлен...
Читать далееКроме описанного травления металлов химическим путем, существует еще один способ травления с помощью гальванической батареи. Преимущества метода...
Читать далееКоричневое окрашивание цинка достигается повторным смазыванием 4 частями уксуснокислой меди (ярь-медянки) в 11 частях уксуса....
Разноцветные протравы (красители) для латунных изделий. Мелкие латунные вещи, такие как пуговицы, замочки, пряжки и т.п., могут быть окрашены в золотисто-желтый цвет...
Читать далееПомимо гальванического способа можно пользоваться еще следующим, весьма несложным способом для покрытия полированной стали или железа тонким, но весьма прочным ...
Читать далееНа сегодняшний день известны несколько способов предохранения металла от ржавчины. Независимо от выбранного метода защиты, предохранение действует только...
Читать далееВ данной статье изложен электрохимический способ. Смотрите также классические методы защиты кузова автомобиля от коррозии. Почти все автомобили сделаны из желе...
Читать далееСоветуем взять рисунок, который желательно перевести, и сделать с него обратный рисунок (через стекло). Затем покрыть металлическую поверхность водным раствором...
Читать далееПодлежащие полировке железные изделия погружаются на некоторое время в смесь, состоящую из 1 части серной кислоты на 20 частей по объему воды, затем предмет вынимают...
Читать далееРабота с металлами
Категория: Декоративное оформление дома
Работа с металлами
Гибка
Тонкую проволоку изгибают круглогубцами (рис. 1), проволоку большого диаметра — в струбцине или на соответствующей оправке. Арматурную сталь изгибают с помощью трубы, надетой на конец стержня.
Лист гнут последовательно деревянной или резиновой киянкой в тисках (рис. 2). Для предотвращения повреждения листа на губки тисков надевают медные уголки. Киянкой постукивают постепенно, чтобы отгибаемая часть листа сохраняла свою плоскостность. Длинные листы следует гнуть на гибочной машине.
Рис. 1. Изгибание проволоки
Рис. 2. Изгибание листового металла
Трубы при изгибании деформируются и сплющиваются поэтому перед изгибанием их заполняют сухим песком, а концы уплотняют деревянными пробками. Затем трубу нагревают над огнем и осторожно, постепенно изгибают на оправке. В трубу можно также вставить толстую стальную спираль, наружный диаметр которой соответствует внутреннему диаметру трубы. После охлаждения и контроля высыпают песок или извлекают спираль. Стальную трубу можно, например, залить свинцом или другим материалом, температура плавления которого намного ниже, чем материала трубы. После гибки и контроля трубу нагревают, и свинец вытекает.
Правка
Правка листов — трудоемкая операция, требующая навыка. Хороший эффект дает нагрев пламенем. Можно использовать молоток, причем стучать надо не по искривленным местам, а рядом с ними. Молотком или киянкой листы правят на стальной плите, постукивая по спирали вокруг выгнутого места, а если оно в центре, — в направлении к кромке. Если выгнуты края листа, постукивают по спирали от края к центру (рис. 3).
Скрученную проволоку закрепляют одним концом в тисках и правят, протаскивая вокруг стальной или деревянной оправки.
Рубка
Рубка — тяжелый труд. Нужно иметь зубила для бетона и для камня. Угол заострения зубила (рис. 4) зависит от вида подлежащего рубке материала. Различные виды зубил показаны на рис. 5. Инструмент должен быть очень острым, затачивают его на заточных станках, периодически его следует перезатачивать и закаливать в специальной мастерской.
Рис. 3. Правка листового металла: а — обстукивание от выступа к краям, при вспучивании в середине; б – стукивание от края к центру при волнистых краях
Рис. 4. Зубило: 1 — режущая кромка; 2 — головка
Рис. 5. Зубила: а — плоское; 6 — полукруглое; в — крейцмейсель; г — канавочное
Вырубка отверстий в толстолистовых материалах. Вначале на листе карандашом точно размечают контур отверстия и подбирают массивную подкладку. Лучше всего рубить на наковальне, рельсе, балке или на плите толщиной 20 мм. Заготовку кладут на подкладку. На руки необходимо надеть толстые кожаные рукавицы! Зубило устанавливают примерно на расстоянии 0,5 мм от размеченного контура и молотком стучат по нему, пока оно не пробьет лист почти насквозь. После обрубки всего контура лист смещают, чтобы отверстие было вне подкладки, наклоняют зубило и пробивают материал. После этого, придерживая лист на краю подкладки и постепенно поворачивая его, вырезают металл из отверстия, как ножницами, наклонно поставленным зубилом. После отделения вырубленного металла лист правят на наковальне, закрепляют в тисках и напильником зачищают кромки. Все операции следует выполнять в кожаных рукавицах.
Пробивка отверстий
В тонких материалах отверстия пробивают бородком, ударяя по нему молотком. Отверстия пробивают в стальных листах толщиной до- 1,5 мм, в алюминиевых—до 4 мм. В пластмассах, резине, коже отверстия получают пробойником (рис. 58).
Резание
С помощью ручных ножниц вырезают заготовки различной формы из листовой стали толщиной до 0,8 мм, меди — до 1 мм, алюминия — до 2 мм. Ручные ножницы бывают с замкнутыми ручками, однако целесообразнее пользоваться ножницами с открытыми ручками во избежание защемления ладони (рис. 59). Изогнутые ножницы позволяют вести резку над листом. Существуют также ножницы для вырезания отверстий. Резание выполняют по разметке. На руки надевают кожаные рукавицы. Одной рукой работают ножницами, другой — отводят отрезанный материал.
Арматурную сталь режут большими ручными ножницами со сложным рычагом. Для резания толстолистовой и профильной стали нужно иметь настольные рычажные ножницы.
В раме ножовки (рис. 6) крепят полотно так, чтобы наклон зубьев соответствовал направлению резания, т. е. от себя. Полотно должно быть закреплено ровно, прочно, с натяжением. При резании длинных заготовок полотно закрепляют, как показано на рис. 60, б. Для мягкой стали и стали квадратного сечения применяют полотно с крупными зубьями, для твердой — с мелкими, для труб — со средними.
Рис. 4. Бородок и пробойник
Рис. 5. Ручные ножницы для резания листового металла: а — с замкнутыми ручками; б—г — с открытыми ручками; в, г — для резания над листом
Рис. 6. Ручная слесарная ножовка: а — общий вид: 1 — пильное полотно; 2 — штифт; 3 — направление резания; 4 — рамка; 5 — ручка; 6 — выполнение глубокого паза; в — эргономическая ручка
Мелкозубое пильное полотно имеет 30 зубьев на длине 25 мм, среднее—18—22, а крупное —до 16. При резании ножовкой ее несколько наклоняют вперед так, чтобы угол между полотном и горизонтальной плоскостью составлял 5—10°. Заготовку закрепляют в тисках. Полотно предварительно смазывают с обеих сторон соответствующим смазочным материалом, обычно маслом (в зависимости от разрезаемого материала).
Сверление
Наиболее распространенными являются спиральные сверла (рис. 7), которые применяют для сверления металлов, древесины, пластмасс. Вопросы заточки сверл изложены ниже.
Рис. 7. Спиральное сверло: 1— вспомогательная режущая кромка; 2 — главная режущая кромка; Е — угол при вершине; ос — задний угол; у — передний угол
Коловорот предназначен для сверления только мягких материалов вручную. Ручную сверлильную машину применяют для сверления отверстий диаметром до 10 мм, электрическая сверлильная машина обеспечивает быстрое и качественное сверление.
Опиливание
В зависимости от формы насечки различают напильники (рис. 8): простые — для алюминия, цинка и их сплавов, крестовые — для стали, чугуна и латуни, фрезерованные — для пластмасс, рашпили — для древесины, кожи, кости.
Тип напильника выбирают в зависимости от обрабатываемого материала и припуска на обработку (рис. 9).
Напильники обозначают по числу зубьев на длине 10 мм. Например, напильники №№ 5—8 предназначены для чистовых операций. При черновом опиливании вначале работают грубым-, а затем все более мелкими напильниками. Прежде чем приступить к работе, необходимо убедиться в прочности вставки напильника в ручку. При свободном соединении вкладывают в ручку несколько раз сложенную мокрую бумагу, вновь насаживают ее на напильник и, держа его в руке, ударяют ручкой по тискам. Пластмассовые ручки лучше насаживать с клеем.
Рис. 8. Насечка напильников: а — простая; б — крестовая; в — фрезерованная; г — рашпиля
Рис. 9. Сечения напильников: а — прямоугольное; б — квадратное; в — треугольное; г — круглое; д — полукруглое; е — овальнее; ж — ромбическое; з — ножовочное
Нарезание резьбы
Для резьбовых соединений, как правило, применяют метрическую резьбу; М10 означает: метрическая резьба с наружным диаметром 10 мм. Существуют также метрические резьбы с мелким шагом. Для труб и арматуры применяют трубные резьбы, размеры которых даны в дюймах и регламентированы Международной системой единиц СИ. Резьбы бывают правые (если смотреть на головку винта, его ввертывают, вращая по часовой стрелке) и левые (например для оттяжек, валов шлифовальных головок и т. п.) с дополнительным обозначением, например М10 левая.
Плашкой (рис. 10) нарезают наружную резьбу. Она имеет форму диска с цилиндрическими отверстиями и спиральными режущими лезвиями. Плашку зажимают в воротке винтами, расположенными по его контуру. На торце стержня, на котором необходимо нарезать резьбу, на заточном станке снимают фаску под углом 60° до диаметра, равного 80% диаметра резьбы. Затем подготавливают животный жир (сало) или растительное масло (терпентин) — машинное масло не рекомендуется, так как портит резьбу.
Стержень и плашку смазывают жиром. На конец прочно зажатого в тисках стержня с фаской в виде усеченного конуса устанавливают точно в горизонтальной плоскости вороток с плашкой и вращают обеими руками вороток по часовой стрелке (глядя сверху), если резьба правая, с небольшим нажимом на плашку. Как только плашка начинает нарезать резьбу, появляется ощущение нагрузки и видна стружка в отверстиях плашки. Вороток с плашкой должен быть перпендикулярен оси стержня,, иначе резьба будет нарезана криво, что можно исправить, только отрезав дефектную часть стержня и вновь сделав фаску. Нарезая кривые витки резьбы, слабо нажимают на вороток по оси стержня, затем плашку направляют резьбой, и достаточно лишь вращать вороток. Иногда рекомендуют плавно вращать вороток по часовой стрелке, иногда — после каждого полуоборота немножко повернуть его обратно, чтобы сломать стружку. Однако главное — хорошо смазать все рабочие лезвия, чтобы резьба не рвалась, а плашка не тупилась.
Метчики (рис. 11) предназначены для нарезания внутренней резьбы. При нарезании глубокой резьбы обычно применяют комплект из трех метчиков: первый метчик (обозначение — одна риска) — предварительный, второй (две риски) нарезает резьбу и третий (три риски или без них) ее калибрует. Гаечные метчики пригодны для нарезания короткой резьбы (как в гайке) и имеют последовательно расположенные режущие кромки; после прохождения всей длины получают полную резьбу.
Рис. 10. Круглая плашка: 1 — вороток; 2 — установочные винты; 3 — распорный винт; 4 — плашка
Рис. 11. Метчик
Рис. 12. Универсальный вороток
В заготовке сверлят отверстие (для резьбы М10 примерно 8 мм). Для определения диаметра сверла под резьбу МЗ-—М14 принимают, что отверстие равно 0,8 наружного диаметра. В воротке (универсальном — см. рис. 66 или в виде планки с несколькими квадратными отверстиями) зажимают метчик с одной риской. Смазывают режущую часть метчика жиром и вставляют в отверстие. Далее необходимо тщательно следить за тем, чтобы метчик шел точно по оси отверстия во избежание поломки (при нарезании резьбы он не выдержит нагрузки, возникающей от односторонней силы резания).
Осторожно нарезают 4—5 витков, извлекают метчик из отверстия и очищают его от стружки. Еще раз смазывают его жиром, вновь ввертывают в отверстие, нарезают еще 4—5 витков, продолжая операцию до упора (при глухом отверстии) или до выхода метчика (при сквозном отверстии). Затем очищают первый метчик, кладут его на место и берут метчик с двумя рисками, смазывают его жиром, вручную ввертывают его в отверстие и, как только он начнет врезаться в материал, надевают на него вороток. В этом случае уже не требуется так тщательно следить за соосностью — метчик направляется самой резьбой. После нарезания каждых 5—6 витков метчик очищают от стружки и смазывают до полного прохода отверстия. Затем берут последний метчик с тремя рисками, также смазывают жиром, рукой ввертывают в отверстие до зацепления, надевают вороток и осторожно калибруют резьбу. Очистку от стружки и смазывание повторяют, как и ранее.
Дюймовыми метчиками пользуются так же, как и метрическими. Диаметры отверстий под дюймовую резьбу можно найти в соответствующих справочниках.Для нарезания резьбы на трубах применяют клуппы, обычно с регулируемыми режущими элементами в диапазоне резьб для труб с внутренним диаметром от 1/4 до 4 дюймов. Нарезание резьбы на трубах и стержнях большого диаметра облегчает применение электрических головок. Целесообразнее нарезать такие резьбы на токарно-винторезных станках.
Соединение металлов
Заклепочные соединения. Листы большой толщины соединяют сплошными заклепками. Измерив штангенциркулем диаметр заклепки, просверливают точное отверстие в обоих листах и молотком забивают в него заклепку (см. рис. 67). Листы поджимают друг к другу с помощью толстостенной втулки или специального инструмента. После этого обрезают заклепку так, чтобы она выступала над листом на длине 1,5—2 диаметров. Затем молотком расклепывают заклепку, оформляя головку; при этом листы должны быть плотно сжаты. Головку расклепывают постепенно, следя за тем, чтобы она не погнулась. Для этого применяют специальный инструмент (рис. 13, поз. 3), имеющий выточку по форме головки. Расклепывать головку молотком не рекомендуется.
Если головки не должны выступать над поверхностью листов, применяют заклепки с потайными головками, хотя их прочность гораздо ниже, чем заклепок с внешними головками. Заклепки с потайными головками можно изготовить в приспособлении, показанном на рис. 67
Рис. 13. Соединение заклепками: а – фазы процесса; б — заклепка с потайной головкой; в — получение потайной головки; г – пояуматриид для тисков: 1 — стальной стержень
Рис. 14. Соединение Бинтами (2) и штифтами (1)
Заклепки изготавливают из стали, алюминия, меди. Для мягких и тонколистовых материалов применяют полые заклепки.
Соединение винтами. Соединение винтами — разборное. Его недостаток заключается в возможности смещения соединенных деталей, которое предупреждают установкой двух стальных штифтов (рис. 68). Отверстия под штифты обрабатывают одновременно в двух деталях.
Пайка. Низкотемпературная пайка обладает низкой прочностью, но высокой герметичностью в воде и других жидкостях. Для низкотемпературной пайки используют припой (сплавы олова со свинцом), в обозначении которых число указывает содержание более дорогого компонента (олова).

Рис. 15. Прямой паяльник с медным наконечником
Рис. 16. Молоткообразный паяльник
С увеличением содержания олова снижается температура плавления припоя. В качестве припоев используют и другие сплавы, в том числе с добавлением серебра.
Простейшие паяльники (рис. 15, 16) нагревают над газовой плитой, огнем или паяльной лампой. Для жестяницких работ нужен большой паяльник, для электротехнических — наоборот, поменьше. Соединяемые поверхности и острие паяльника необходимо зачистить, например проволочной щеткой. Стальные и медные листы очищают от окисиых пленок, обезжиривают, зачищают напильником или шкуркой до чистого металла. На оцинкованных или луженых листах достаточно удалить наружные загрязнения.
При жестяницких работах соединяемые поверхности очищают паяльной кислотой. Ее можно приготовить самому из соляной кислоты, в которую бросают кусочки цинка до тех пор, пока она не перестанет «кипеть». Полученный раствор разбавляют водой в отношении 1:1.
Паяльник нагревают и, как только олово начнет плавиться, очищают острие нашатырем и набирают на него оловянный припой. Паяльник прижимают к соединяемой поверхности, предварительно очищенной паяльной кислотой, нагревают ее и постепенно покрывают тонким слоем припоя. Припой должен покрыть всю поверхность сплошным слоем. Если припой скатывается в шарики, стекающие по поверхности, значит, она была плохо очищена или же был перегрет паяльник. И наоборот, при недостаточно нагретом паяльнике припой не адгезируется с металлом и возникает непропаянное соединение, которое трудно сразу выявить. В дальнейшем оно зачастую проявляется недостаточной прочностью, а в электротехнике — трудно обнаруживаемыми отказами. Зачищать поверхность приходится неоднократно, прежде чем удастся облудить ее в случае значительной загрязненности. Лишь после тщательного покрытия соединяемых поверхностей слоем припоя нагретые детали накладывают друг на друга и прогревают паяльником до сцепления обоих слоев припоя. Затем паяльник отводят и сжимают детали до полного охлаждения соединения.
Соляная кислота пригодна главным образом для жестяницких работ, в которых возможно полное вымывание кислоты большим количеством воды. Совершенно недопустимо ее применение при пайке деталей радио- и телеприемников. Здесь целесообразно использовать хлористый цинк, хлористый аммоний, пасты с добавкой вазелина и другие средства. Средства наносят на соединяемые поверхности, расплавляют припоем, а затем их лудят. Остывшее соединение зачищают проволочной щеткой.
При пайке на печатных платах используют только чистую канифоль.
Рис. 17. Газобаллонный паяльник: 1 — баллон для пропан-бутана; 2 — запорный клапан; 3 — наконечник
Рис. 18. Трансформаторный паяльник 1 — баллон для пропан-бутана; 2 — запорный клапан; 3 — наконечник
Для пайки толстолистовых материалов пользуются электрическими и газовыми паяльниками, например газобаллонным паяльником (рис. 17), в радиотехнике — трансформаторными паяльниками (рис. 18). Почти сразу же после нажатия на кнопку острие паяльника нагревается до рабочей температуры. Встроенная в паяльник лампа освещает рабочую зону. Рабочий орган таких паяльников выполнен из медной проволоки в виде петли.
При пайке интегральных схем, особенно полевых транзисторов, пользоваться трансформаторными паяльниками нельзя, следует применять специальные паяльники и процессы.
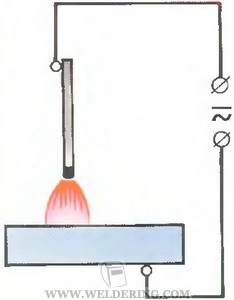
Высокотемпературная пайка (обычно латуней) выполняется при повышенной температуре. Соединение обладает механической прочностью, почти равной прочности основного металла. Очищенные механическим способом поверхности нагревают на шамоте или кирпиче до температуры намного выше точки плавления припоя, наносят слой буры и припоя и дают им остыть. Для нагрева применяют сварочный аппарат (пропан-бутан и кислород) и другие приспособления.
Сварка. Сварное соединение обеспечивает высокую прочность. При сварке применяют электродуговой и пламенный способы. Пламя нагревает большую зону свариваемых деталей и может, следовательно, ухудшить их свойства. Однако можно нагреть всю деталь, что ограничит деформации, вызванные усадкой. Электрод нагревает металл в точечной зоне.
Сварочные работы может выполнять только тот, кто сдал специальный экзамен и имеет соответствующее свидетельство.
Сварочные аппараты можно приобрести в соответствующих магазинах.
Склеивание металлов. Основное внимание следует уделять тщательной подготовке соединяемых поверхностей. Для склеивания используют эпоксидные клеи «ЭПО», «ЭДП», «Эпоксидная шпатлевка». Операцию выполняют согласно инструкции по применению клея.
Соединяемые поверхности тщательно очищают от загрязнений, обезжиривают, шероховатят. Затем в соответствии с рекомендациями инструкции по применению клея наносят его на соединяемые поверхности, сжимают или нагревают их для ускорения процесса. После отверждения излишки клея зачищают.
Защитные покрытия металлов
В домашней мастерской можно наносить покрытия хромом, медью и другими металлами, а также выполнять гальванопластические работы, которые, правда, довольно трудоемки. Можно также упомянуть и о никелировании, поскольку в продаже имеется средство «Никлик», обеспечивающее получение покрытия высокого качества при холодном процессе.
Еще одна операция — воронение. Покупают средство для обесцвечивания тканей и разводят согласно инструкции по применению. В горячий раствор помещают обезжиренное и очищенное изделие, раствор непрерывно помешивают. Дальнейшую обработку ведут с отклонением от инструкции — изделие выдерживают в растворе примерно 30 мин. Извлеченное из раствора изделие подвешивают, чтобы жидкость стекла и изделие высохло. Затем его протирают фланелью или смазывают тонким слоем масла.
Лужение, цинкование, кадмирование, хромирование, анодирование в вакууме и другие виды процессов выполняют в специальной мастерской.
Декоративное оформление дома - Работа с металламиgardenweb.ru
Холодная ковка своими руками: станок, чертежи
Любуясь красотой ажурной металлической ограды или восхищаясь невероятным витым узором на перилах железной лестницы, мало кто задумывается о том, что изготовлены они методом холодной ковки. Научится воплощать красоту в металле можно без особых усилий. Для этого достаточно обладать минимальными навыками работы с металлом и иметь специальные станки для холодной ковки.Что такое холодная ковка? Какие нужны для неё станки? Что можно изготовить на этих станках? Ответы на эти вопросы вы найдёте в нашей статье. Холодную ковку правильнее будет назвать — механическим сгибанием металлического прута на специализированных станках, для придания ему формы задуманной производителем. Сгибание прутьев в станке, можно производить как в ручную с помощью рычагов, так и с применением электромоторов. Помимо металлического прута, методом холодной ковки можно сгибать трубы небольшого диаметра, узкие железные полосы и арматуру. С применением метода холодной ковки производятся:
Холодную ковку правильнее будет назвать — механическим сгибанием металлического прута на специализированных станках, для придания ему формы задуманной производителем. Сгибание прутьев в станке, можно производить как в ручную с помощью рычагов, так и с применением электромоторов. Помимо металлического прута, методом холодной ковки можно сгибать трубы небольшого диаметра, узкие железные полосы и арматуру. С применением метода холодной ковки производятся:
- Витые ограды.
- Украшения для жилых сооружений.
- Узорные ворота.
- Ограждения для балконов и лестниц.
- Металлические садовые скамейки.
- Украшения для беседок и фонарей.
- Большое количество вариантов решёток.
 Элементы изготовленные методом холодной ковкиОсвоив метод холодной ковки, в с лёгкостью сможете начать своё дело по производству изделий из металла. При этом, первоначальные финансовые вложения вам потребуются только на закупку станков, а если вы изготовите станки своими руками, то можно обойтись минимальными затратами.
Элементы изготовленные методом холодной ковкиОсвоив метод холодной ковки, в с лёгкостью сможете начать своё дело по производству изделий из металла. При этом, первоначальные финансовые вложения вам потребуются только на закупку станков, а если вы изготовите станки своими руками, то можно обойтись минимальными затратами.
Станки для холодной ковки
Ниже мы приведём вам инструкции по самостоятельной сборке станков для холодной ковки.
Станок «улитка»
Изготовление станка «улитка», это один из примеров самостоятельного конструирования, при этом давать советы с точным указанием размеров всех деталей не имеет смысла. Вам нужно ориентироваться на своё представление о работе станка, как и что будет гнуться, какое количество витков спирали будет достаточно для качественной работы, какого размера будет рычаг со столешницей. Если вы поймёте суть процесса изготовления станка, то сама сборка не вызовет особых затруднений. Станок «улитка»
Станок «улитка»
Изготовление основных узлов станка
Каркас.
Процесс сгибания железного прута, подвергает станок сильным нагрузкам, поэтому при изготовлении каркаса для «улитки», используется только металлические уголок, швеллер или толстостенная труба. Не делайте каркас из деревянных брусьев, такой стол не выдерживает длительных нагрузок и разрушается.
Столешница.
Столешница для «улитки» делается из металлической плиты вырезанной в форме круга, толщиной не менее 4мм. Из этой же плиты, вырезается вторая столешница, повторяющая форму первой. На второй столешнице будут размещаться сегменты улитки и производится сгибание изделий. В процессе холодной ковки, столешница принимает на себя основную часть нагрузки, поэтому не нужно экономить и делать её из более тонкого листа железа.
Основной вал и рычаг.
Основной вал размещается по центру между столешницами и крепится к основанию с помощью четырёх прямоугольных треугольников. Изготовить вал можно из толстостенной трубы нужного диаметра.Рычаг крепится к валу с помощью кольца и вращается вокруг него, дополнительно на рычаг устанавливается ролик для сгибания прутьев на верхней столешнице.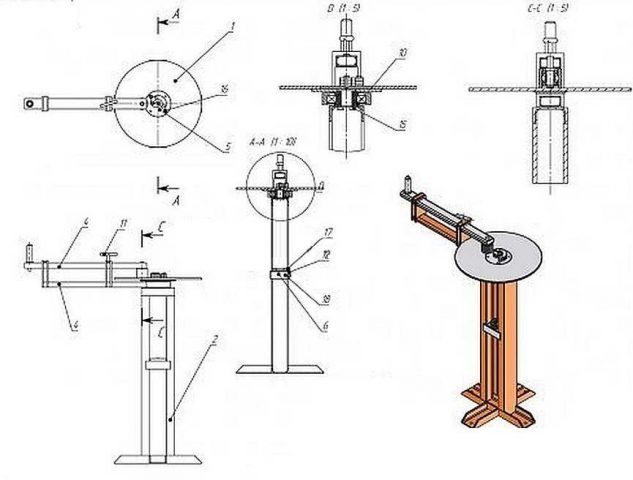 Схема станка
Схема станка
Разметка и монтаж навесных деталей
В зависимости от того желаете ли вы производить только однотипные образцы или вам потребуются более художественные изделия, существует три варианта устройства «улитки».Вариант №1.Это самый простой из трёх вариантов, суть его в том, что на столешнице прорисовывается контур спирали. Чертёж сегментов «улитки»По своей сути это рисунок будущих изделий которые вы будете производить на станке. После нанесения схемы, достаточно вырезать из толстых полос железа разной ширины, несколько сегментов, повторяющих линию рисунка и приварить их по разметке к столешнице. На такой статичной «улитке» вы сможете производить простейшие изгибы.Вариант №2.Второй вариант является самым популярным среди самодельных станков, он подразумевает изготовление разборной улитки из съёмных частей. Вдоль контуров разметки высверливаются отверстия, в которых нарезается резьба. Далее, из картона или фанеры изготавливаются шаблоны для сегментов-упоров и по ним из металла делаются накладки. В завершении, в накладках высверливаются отверстия, которые должны совпасть с посадочными гнёздами на столешнице. Для закрепления сегментов, используются в основном болты, но вы можете сделать и цилиндрические упоры. Данная конструкция «улитки», позволит на одном станке производить спиралевидные заготовки с различными радиусами.
Чертёж сегментов «улитки»По своей сути это рисунок будущих изделий которые вы будете производить на станке. После нанесения схемы, достаточно вырезать из толстых полос железа разной ширины, несколько сегментов, повторяющих линию рисунка и приварить их по разметке к столешнице. На такой статичной «улитке» вы сможете производить простейшие изгибы.Вариант №2.Второй вариант является самым популярным среди самодельных станков, он подразумевает изготовление разборной улитки из съёмных частей. Вдоль контуров разметки высверливаются отверстия, в которых нарезается резьба. Далее, из картона или фанеры изготавливаются шаблоны для сегментов-упоров и по ним из металла делаются накладки. В завершении, в накладках высверливаются отверстия, которые должны совпасть с посадочными гнёздами на столешнице. Для закрепления сегментов, используются в основном болты, но вы можете сделать и цилиндрические упоры. Данная конструкция «улитки», позволит на одном станке производить спиралевидные заготовки с различными радиусами. «Улитка» из полос металлаВариант №3.В третьем варианте вместо разборных сегментов-упоров, изготавливаются несколько съёмных модулей с разными вариантами улитки, которые меняются по мере необходимости. Модуль делается куска железа на который наварены сегменты повторяющие части спирали.
«Улитка» из полос металлаВариант №3.В третьем варианте вместо разборных сегментов-упоров, изготавливаются несколько съёмных модулей с разными вариантами улитки, которые меняются по мере необходимости. Модуль делается куска железа на который наварены сегменты повторяющие части спирали. Модули «улитки»Сборка станка.
Модули «улитки»Сборка станка.
- Установите каркас на месте где вы будете иметь свободный доступ к станку со всех сторон.
- Забетонируйте ножки каркаса в полу или закрепите каркас другим доступным способом.
- Приварите к каркасу основную столешницу.
- Установите основной вал приварив его к столешнице и укрепив треугольниками.
- Наденьте на вал вращающийся рычаг.
- Установите верхнею столешницу, приварив её к основному валу.
- Установите на столешницу сегменты улитки.
После сборки проведите пробное сгибание прута.Что бы более подробнее узнать о сборке станка для холодной ковки «улитка» ознакомьтесь с видеороликом:
Станок торсионный
Данный станок предназначен для одноосного продольного скручивания заготовки из прутка поперечной или квадратной формы. Станок торсионныйДля основания торсионного станка используются швеллер или двутавр. К нему с помощью сварки присоединяют толстую железную полосу, на которую устанавливают тиски для зажима неподвижной части прута. Тиски закрепляются четырьмя болтами диаметром М16 или более. Для увеличения прочности зажима прутка, на тиски навариваются рифлёные пластины из листовой стали. С противоположной стороны основания устанавливаются направляющие ролики, к которым присоединяется зажимной узел для подвижной части заготовки. Его изготавливают из стальной втулки, в которой необходимо предусмотреть отверстия для зажимных болтов расположенных под углом 120 градусов. Болты должны иметь плоский торец и быть изготовлены из качественной стали. Оба зажимных устройства должны располагаться соосно, для этого их необходимо проверить с помощью уровня, слесарного угольника и штангенциркуля.
Станок торсионныйДля основания торсионного станка используются швеллер или двутавр. К нему с помощью сварки присоединяют толстую железную полосу, на которую устанавливают тиски для зажима неподвижной части прута. Тиски закрепляются четырьмя болтами диаметром М16 или более. Для увеличения прочности зажима прутка, на тиски навариваются рифлёные пластины из листовой стали. С противоположной стороны основания устанавливаются направляющие ролики, к которым присоединяется зажимной узел для подвижной части заготовки. Его изготавливают из стальной втулки, в которой необходимо предусмотреть отверстия для зажимных болтов расположенных под углом 120 градусов. Болты должны иметь плоский торец и быть изготовлены из качественной стали. Оба зажимных устройства должны располагаться соосно, для этого их необходимо проверить с помощью уровня, слесарного угольника и штангенциркуля. Виды станковДалее необходимо изготовить ручку для проворачивания подвижной части зажима. Её рычаг должен бить как можно длиннее, для снижения прикладываемого усилия. Саму рукоятку лучше сделать с резиновой втулкой, для исключения проскальзывания руки во время работы.После полной сборки станка его проверяют на надёжность работы подвижных элементов и точность производства деформации прутка. После проверки станок крепится к опорной раме.
Виды станковДалее необходимо изготовить ручку для проворачивания подвижной части зажима. Её рычаг должен бить как можно длиннее, для снижения прикладываемого усилия. Саму рукоятку лучше сделать с резиновой втулкой, для исключения проскальзывания руки во время работы.После полной сборки станка его проверяют на надёжность работы подвижных элементов и точность производства деформации прутка. После проверки станок крепится к опорной раме.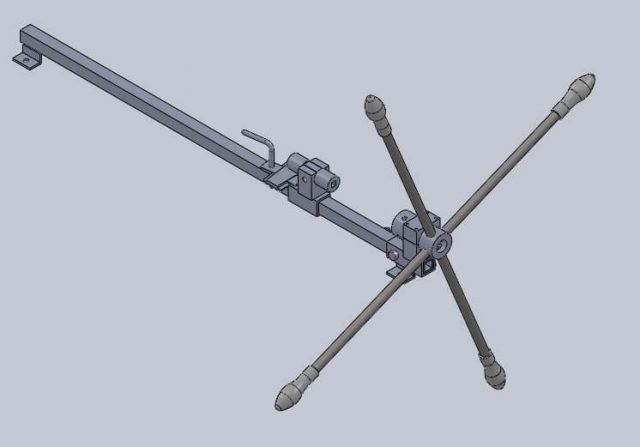 Простая модель торсионного станкаКак сделать торсионный станок своими руками смотрите в ролике:
Простая модель торсионного станкаКак сделать торсионный станок своими руками смотрите в ролике:
Станок «гнутик»
Чтобы качественно сформировать угол в изделии производимом методом холодной ковки, вам понадобится станок под названием «гнутик». Он состоит из стальной пластины с подвижным упором на которых находятся два опорных вала и рычаг. Станок «гнутик»Заготовка помещается между клином и опорными валами. После этого, с помощью рычага происходит смещение клина по направлению к валам, что приводит к изгибу заготовки.
Станок «гнутик»Заготовка помещается между клином и опорными валами. После этого, с помощью рычага происходит смещение клина по направлению к валам, что приводит к изгибу заготовки.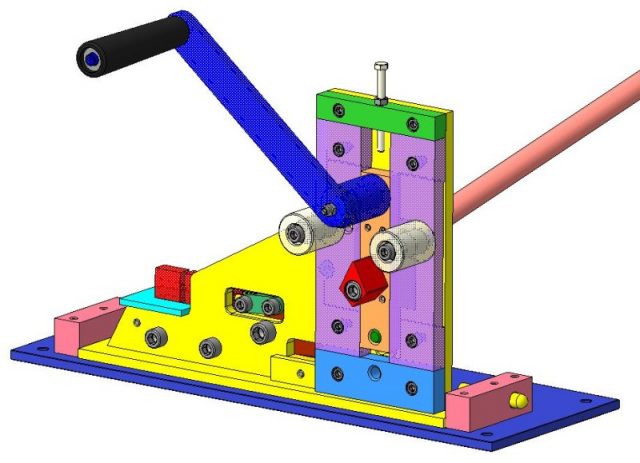 Компьютерная модель станкаИзготовить такой станок довольно просто, главное следовать приведённому чертежу и использовать инструментальную сталь, поскольку во время работы на части устройства производится большая нагрузка.Как сделать станок «гнутик» вы также можете посмотреть в видеоролике:
Компьютерная модель станкаИзготовить такой станок довольно просто, главное следовать приведённому чертежу и использовать инструментальную сталь, поскольку во время работы на части устройства производится большая нагрузка.Как сделать станок «гнутик» вы также можете посмотреть в видеоролике:
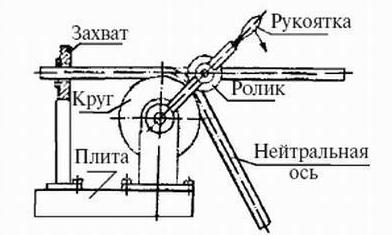
Станок «волна»
Правильнее назвать данный станок — управляемая волна. Оснащение станка состоит из пары стальных дисков диаметром 140 мм., которые крепятся при помощи болтов к рабочей столешнице. На ведущем диске закреплена ось вращения универсального воротка.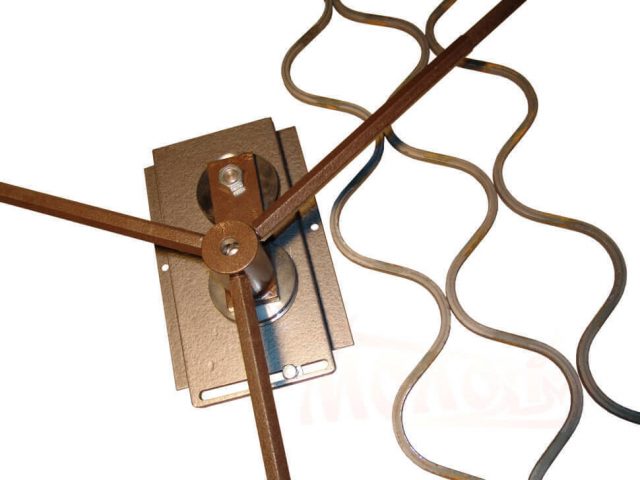 Станок «волна»Управление волной происходит в следствии изменения расстояния между дисками. При обкатывании воротком прутка вокруг ведущего диска, происходит формирование узора, после этого, пруток снимается с кондуктора и формируется узор с другой стороны.Посмотреть работу станка вы можете в видеоролике:
Станок «волна»Управление волной происходит в следствии изменения расстояния между дисками. При обкатывании воротком прутка вокруг ведущего диска, происходит формирование узора, после этого, пруток снимается с кондуктора и формируется узор с другой стороны.Посмотреть работу станка вы можете в видеоролике:
Станок — пресс
Для формирования наконечников прутьев необходим пресс. Этот станок работает по принципу маховика, в начале вращая штангу с грузами отводят винтовой боёк назад до упора. После этого вставляют в гнездо сменный штамп и ставят заготовку. Далее, быстро раскручивают штангу в обратную сторону и оставляют его свободно вращаться. В заключении боёк сильно бьёт по хвостовику штампа, за счёт этого развивается усилие достаточное для штамповки.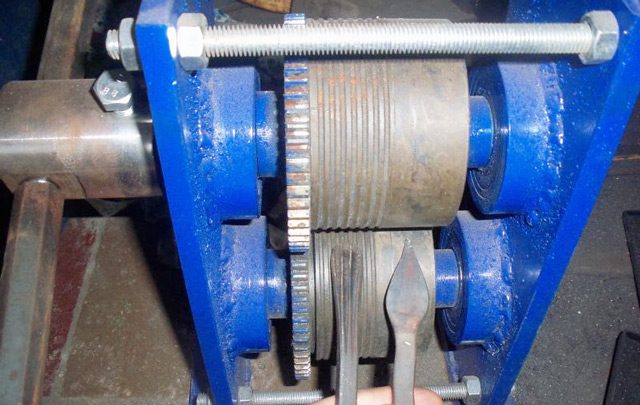 Прокатный прессЧто касается ручного прокатного стана, то его можно сделать самостоятельно, но вам всё равно придётся заказывать — валки из специальной стали, подшипниковые втулки и валы, а шестерни покупать в магазине. Изготовить на таком станке можно только наконечники «гусиная лапка» и «лист».
Прокатный прессЧто касается ручного прокатного стана, то его можно сделать самостоятельно, но вам всё равно придётся заказывать — валки из специальной стали, подшипниковые втулки и валы, а шестерни покупать в магазине. Изготовить на таком станке можно только наконечники «гусиная лапка» и «лист».
Соединение и покраска деталей
Элементы произведённые методом холодной ковки, соединяются двумя способами:
- Сварка — детали привариваются друг к другу, а окалина стачивается «болгаркой» или другой шлифовальной машиной.
- Хомуты — такой вид соединения смотрится гораздо красивее. Для хомутов используют проштампованные полоски металла толщиной от 1,5 мм.
Покраску готовых изделий производят кузнечными эмалями или красками для металла на акриловой основе. Соединения деталей с помощью сварки
Соединения деталей с помощью сварки
Изделия произведённые методом холодной ковки
Предлагаем вам ознакомиться с вариантами изделий которые вы можете сделать используя метод холодной ковки:
- Элемент забора полностью сделанный по методу холодной ковки. Для соединения деталей использованы хомуты. Для изготовления использовались станки: «улитка», торсионный, «гнутик» и «фонарик».
- Скамейка содовая — изготовлена посредством холодной ковки и обшитая деревом.для соединения элементов использована сварки и хомуты. В изготовлении применялись станки — «улитка», торсионный, пресс.
- Балконные перила — метод производства — холодная ковка. Элементы перил соединены при помощи сварки и хомутов. Используемые станки при производстве — «волна», «улитка», пресс.
- Лестничные перила — произведены по методу холодной художественной ковки. Детали соединены с помощью сварки. В производстве использованы станки — торсионный, «фонарик», «улитка».
- Козырёк — методом холодной ковки выполнен каркас козырька. Детали соединены с помощью сварки. В процессе изготовления использованы станки — «улитка», «волна», пресс.
- Мангал — простая конструкция изготовленная по методу холодной ковки. Для соединения деталей использованы хомуты и сварки. Элементы мангала производились на станках — торсионный, «улитка».
- Двуспальная кровать — для спинок использован метод холодной ковки. Соединения сделаны сваркой и хомутами. В процессе изготовления использованы станки — «улитка», «волна» и пресс.







Как видно из всего вышеперечисленного, метод холодной ковки не требует больших финансовых затрат и довольно лёгок в освоении, поэтому если вы решили начать обучение кузнечному делу именно с этого метода, то вы поступили правильно.
remboo.ru
Станок для гибки металла своими руками: особенности, чертежи и рекомендации
Чаще всего для работы с металлическими заготовками человеку требуется станок для гибки металла. Это довольно простое устройство, однако его пользу трудно переоценить. Кроме того, изготовить его своими руками вполне реально. Это сэкономит значительное количество материальных средств, но и потребует определенных знаний, навыков и, конечно же, времени.
Описание
Станок для гибки металла, как понятно из его названия, используется для производства гнутых металлических деталей. Стоит добавить, что, кроме этой функции, он также может иметь одну дополнительную - порезку материала. Такие станки используются чаще всего для того, чтобы изготавливать полосы металла. Помимо этих двух функций, наличие такого станка позволит производить различного рода профилированный металл. Преимущество применения станка для гибки металла в том, что он позволяет изменять форму материала под любым требуемым углом, но при этом он не вредит поверхностное покрытие или защитный слой товара.

Работа на агрегате
Работать на таком станке можно не только со стальными изделиями, но и с медными, латунными, алюминиевыми и железными. Если заготовка из какого-либо материала характеризуется тем, что ее толщина меньше 0,8 мм, то ее ширина обязательно должна быть не меньше 40 см, но и не больше 2,5 м. При таких габаритах высота полки (для отгибания) должна составлять не более чем 2 см. Если требуется разрезать заготовки с такой же толщиной, то важно, чтобы их ширина была от 80 мм до 40 см и не более.
Еще одно важное условие, которое необходимо соблюдать, чтобы работать на станке для гибки металла, - это отсутствие дефектов на той поверхности листа, которая будет загибаться. Соблюдение этого условия важно для того, чтобы те детали и образцы изделий, которые будут произведены на самодельном станке своими руками, не уступали по качеству тем заготовкам, что выпускаются в промышленных масштабах на заводах. Для того чтобы обеспечить защиту полимерного или лакокрасочного покрытия на самом материале, рекомендуется установить на станке силиконовые или резиновые подложки.
Конструкция станка для гибки листового металла, своими руками изготовленного
У самодельного станка для гибки металлических изделий довольно простая, но очень функциональная конструкция, состоящая из нескольких основных элементов.
Нож. Так как в станке имеется дополнительная функция резки, то эта деталь также является основной. Устанавливаться он должен на подвижные ролики, а предназначается для резки заготовок. Здесь важно отметить, что этот элемент должен быть выполнен из очень прочной стали, по шкале Роквела уровень прочности должен быть около 100. Срок службы такого изделия довольно велик, однако его будет трудно точить. Но этот недостаток полностью нивелируется тем фактом, что нож позволит разрезать огромное количество погонных метров материала, прежде чем затупится. Чтобы было проще перемещать ролики, на них должен быть установлен утяжелитель.

Составные части станка
Станок для гибки металла, своими руками изготовленный, также должен иметь несколько следующих составляющих элементов:
- Необходимая деталь - это рабочая балка (стол). Предназначение этого элемента вполне понятно, оно играет роль рабочей поверхности, на которой лежит заготовка. Ширина балки может быть практически любой. Стоит отметить, что если габариты будут довольно большими, то станок для гибки металла своими руками можно превратить в полноценный верстак. Мастера рекомендуют изготавливать или покрывать поверхность балки резиной или силиконом, чтобы не царапать поверхность заготовок.
- Далее идет сам сгибатель листов. Конструкция довольно простая и должна быть выполнена в форме рамы из древесного материала, а также иметь утяжелитель.
- Необходимо обзавестись различными подставками и упорами, которые будут предотвращать скольжение материала.
- Еще один важный элемент - это упоры для сгиба листа. Эти детали будут регулировать ширину сгиба листа и задавать угол сгиба.
- Для того чтобы разделывать заготовки, рекомендуется добавить упоры для указания ширины разреза.

Начало изготовления самодельного станка для гибки металла
Начинать работу рекомендуется с составления схемы агрегата. Также необходимо приобрести и изготовить все нужные элементы и детали, прежде чем приступить к сборке. Первое, что необходимо купить - это два куска швеллера №5 и №6 с одинаковой длиной. Также эти два элемента должны иметь прямолинейную кромку. Эти элементы используются для заготовки основания. Кусок №5 используется для прижима, а №6 для обустройства основания. Чтобы подобрать длину швеллеров, необходимо отталкиваться от длины заготовок, с которыми планируется работать, этот параметр должен совпадать. Чаще всего специалисты рекомендуют брать длину около полуметра. Этого достаточно, чтобы изготовить практически любую деталь, которая может пригодиться в быту.

Производство и сборка станка
Далее для изготовления станка для ручной гибки металла необходимо сделать отверстия на швеллере, который является прижимным. Количество отверстий должно быть от 2 до 4, а их диаметр должен быть равен 9 мм. Ближайшее к концу заготовки прижимной детали отверстие должно располагаться в 3 см от края. Еще один важный момент в том, что прижимное устройство должно быть короче, чем основание, примерно на 5-10 см. Для того чтобы изготовить пуансон для обжима, необходимо иметь в своем распоряжении уголок, толщина профиля которого будет больше, чем у будущих заготовок. Рычажную ручку лучше всего изготавливать из таких материалов, как арматура или брус. Если используется брус, то его сечение должно быть не меньше чем 15 мм, а если берется брус, то его габариты должны быть не менее чем 50х50. Форму рычага рекомендуется делать П-образной. Крепится этот элемент к уголку при помощи сварки или же болтов.
Финальные работы
После того как были выполнены все предыдущие манипуляции, можно приступать к изготовлению такого элемента, как щечки. Изготавливают их из катаной стали, а толщина деталей должна быть около 5 мм. Важно, чтобы эти элементы имели фаски, толщина которых должна быть равна 0,6 см. Длина этого участка должна составлять от 3 до 3,3 см. Важно, что торцы пуансона также снабжаются фасками с такими параметрами, как 0,5 см глубины и 3 см длины. Их необходимо снять с пуансона, чтобы обеспечить установку оси. Производство такого элемента, как ось, осуществляется из металлических прутьев, чей диаметр равен 1 см. Крепление оси осуществляется при помощи сварки. При установке необходимо обеспечить параллельность линии оси по отношению к ребрам уголка. Всю эту готовую конструкцию, вместе с пуансоном, соединяют при помощи тисков. При совмещении важно следить, чтобы свободная полка уголков была расположена в той же горизонтальной плоскости, в которой располагается и свободная швеллерная полка.

После этого работу по сборке можно считать завершенной. Чтобы проверить работоспособность станка, рекомендуется взять заготовку из мягкой стали с толщиной до 1,5 мм. Стоит отметить, что цена станка для гибки металла покупного может доходить до 2000$.
Процесс сгибания листов
Конструкция самодельного станка может также состоять из таких частей, как станина, гайка-маховик, лист для сгибания, прижим, струбница, пуансон для обжима. Для того чтобы работать на таком типе станка, необходимы определенные знания и навыки. Преимуществом использования этого агрегата будет то, что он позволит сохранить металл в целостности, в отличие от той же сварки.

В процессе сгиба металла происходит следующее: наружные слои металлической заготовки растягиваются, а вот внутренние, наоборот, сжимаются. Важно, что для изгиба металлической заготовки необходимо приложить такое усилие, которое будет больше, чем предельная упругость материала. При помощи станков для гибки металлов как раз и можно добиться выполнения этого условия. К преимуществам готового продукта, то есть гнутых листов, можно отнести следующие факторы:
- наличие высокой прочности конечного продукта;
- возможность получения цельной конструкции без сварных швов, болтовых соединений и т.д.;
- исключается возможность появления коррозии, так как нет повреждений металла в процессе сгиба;
- возможность получения нужного угла, без создания сварного шва.
Вывод
Наличие такого оборудования дома значительно упрощает работу с металлическими заготовками. Однако при эксплуатации этого устройства крайне важно знать и придерживаться техники безопасности. Цена станка для гибки листового металла, выполненного своими руками, будет также значительно ниже, чем покупного. Потратиться придется лишь на те материалы, которых не окажется под рукой и их придется купить.
fb.ru
Самодельный ручной листогиб легко изготовить своими руками
При работе с жестью используются два основных инструмента. Ножницы по металлу и листогибочный станок.

Конечно, при изготовлении желоба для крыши сарая, можно воспользоваться старым дедовским способом – обстучать киянкой лист оцинковки о край верстака, или при помощи металлического уголка.
Примеры таких работ можно увидеть на кровле в частном секторе. Однако качество изделия оставляет желать лучшего, да и металл повреждается в месте ударов.
К тому же, кустарное сгибание металла подойдет лишь для простых конструкций. Если профиль изгиба имеет несколько разнонаправленных граней – без профессионального инструмента не обойтись.
Например, правильный конек для крыши «на коленке» не согнешь, да и внешний вид будет всегда напоминать о нерадивости хозяина.

Покупать промышленный листогиб – непростительная роскошь. Дело мастера боится – мы расскажем, как сделать своими руками столь полезное в частном домовладении приспособление.
Для понимания процесса рассмотрим виды листогибов:
Вальцовый

Второе название – трехвалковый. Станок применяется для создания плавных согнутых поверхностей – труб большого диаметра, полукруглых водостоков и прочих конструкций без острых углов. Работает по принципу прокатного станка. Лист профилируется между двумя опорными вальцами и одним упорным, при перемещении которого задается радиус изгиба заготовки.
Листогибочный пресс

Заготовка кладется между двумя пуансонами (шаблонами), под большим давлением они смыкаются, придавая необходимую форму листу металла. Как правило, используется для работы с толстыми заготовками. В бытовом применении бесполезны.
Траверсный механизм

Принцип действия конструкции – заготовка зажимается линейкой-фиксатором, а подвижная траверса загибает край на нужный угол. Пожалуй, самый популярный вид листогибов.
Существуют как промышленные стационарные станки, так и ручные настольные приспособления. Фактически не имеет ограничений по углу загиба – от 0 до 180 градусов. Ширина обрабатываемого листа определяется длиной траверзы.
Это единственный недостаток конструкции. Согнуть цельную полосу проката длиной несколько метров в домашних условиях будет проблематично. Зато можно быстро изготовить составную конструкцию любой длины с загибами для сращивания торцов.
С траверсными конструкциями часто применяется нож для листогиба, который входит в комплект поставки.

Торцевые ножи роликового типа предназначены для качественного выравнивания края заготовки.
Роликовый листогиб

Правильнее будет назвать — листогиб торцовый ручной. Хотя с помощью роликового механизма можно гнуть заготовки и далеко от края. Просто процесс слишком неудобный. Применяются в основном в качестве вспомогательного устройства.
Как изготовить самодельный листогиб
Простейшая конструкция – зажать край листа между стальным уголком и правилом (или двумя уголками) при помощи струбцины, и гнуть заготовку руками. Именно так обычно создаются простейшие элементы кровли.
ВАЖНО! Все работы с металлом необходимо выполнять в защитных рукавицах.
Однако траверсный листогиб вполне реально изготовить самостоятельно. Требуется точность разметки и терпение.
Конструкция и принцип работы видны на чертежах.
 |  |
Рассмотрим сборку пошагово.
Для изготовления траверсного листогиба нам понадобятся:
- 4 метра стального уголка, сторона – 50 мм;
- Шаровая опора для автомобиля, с кронштейном для крепления;
- Тяга стабилизатора от него же, диаметром 10 мм;
- Болгарка, дрель, электросварка.
Уголок нарезаем болгаркой на куски по 1 метру.

Если есть необходимость работать с металлом большей ширины – длина уголков увеличивается. К ширине рабочей поверхности надо прибавить минимум 100 мм.Из кронштейна шаровой опоры вырезаем при помощи УШМ две проушины. Это будут рабочие петли подвижной траверсы.

Из стойки стабилизатора – делаем ось, на которую петли будут опираться.
ВАЖНО! От качества подгонки этих элементов зависит будущий люфт поворотного механизма.

Тщательно измеряем и размечаем на уголке выборку для крепления оси.
 Строго по размеру стачиваем лыски для установки полуосей. Это нужно сделать максимально точно, чтобы не тратить время и материал на последующую подгонку.
Строго по размеру стачиваем лыски для установки полуосей. Это нужно сделать максимально точно, чтобы не тратить время и материал на последующую подгонку.

Наносим разметку точно по центру оси, и совмещаем ее с вершиной уголка – траверсы. Этот момент важен. поскольку при неправильной центровки качество изгиба заготовки на станке ухудшится, или же листогиб будет непригоден для работы.

Привариваем к выборкам полуоси с соблюдением параллельности вершине уголка. Для повышения точности, при сварке следует воспользоваться кондуктором. Например, тисками и струбциной. Длина выступающей части оси не превышает 1 см.

В результате должна получиться конструкция, с идеальной соосностью в торцах.

Приставляем уголки друг к другу.

Делаем разметку выборки на втором уголке строго напротив осей первого уголка.

Углы относительно друг друга должны быть расположены следующим образом:

Складываем обе траверсы, соблюдая плоскость, и фиксируем их для сварки. Привариваем петли на второй уголок с обеих сторон.

Уголки должны свободно вращаться друг относительно друга на петлях. При повороте на 180 градусов не должно быть зацепов и подклинивания. При этом щель между траверсами должна быть минимальной.

Прижимной уголок будет располагаться следующим образом:

Предварительно разметив, вырезаем при помощи болгарки выборку вокруг оси на прижимном уголке.
Нижняя сторона прижимного уголка стачивается под углом 45 градусов.
ВАЖНО! Кромка должна остаться идеально ровной, именно по ней будет проходить линия сгиба. В случае неровностей возможны заломы и складки на заготовке.

Напротив осей размечаем и сверлим отверстия под болты 10 мм. Болты привариваем резьбой вверх к нижней неподвижной траверсе.

В центре траверсы также делаем отверстие, но болт не привариваем. Это будет съемный элемент, поэтому к нему Т-образно привариваем короткую ось.

Болты нужны для прижима заготовки к траверсе при изгибе. Центральный болт используется в случае, когда заготовка имеет ширину, вдвое меньшую, чем траверса. При работе с широкими заготовками болт убирается.

Из круга 15-20 мм нарезаем две рукоятки длиной 30 см. Более тонкий прут не подойдет, поскольку усилие на рукоятях может быть значительным, и можно их просто согнуть.

Рукояти привариваем с нижней части поворотного уголка (траверсы).

Далее изготавливаем станину для листогиба. Четвертый уголок привариваем к нижней неподвижной траверсе с обеих сторон, для прочности. В станине сверлим отверстия. Вся конструкция обязательно должна быть закреплена на устойчивой поверхности, например – на стальном верстаке.

Листогиб прикручиваем к верстаку, проверяем свободный ход подвижной траверсы.

Конструкция позволяет работать с листами железа толщиной до 2 мм и шириной 92 см. Углы загиба можно выбирать любой величины, гнуть заготовку можно как в одном направлении, так и ступенчато. При работе с толстой заготовкой удлиняется рукоятка металлической трубой, прочности уголка всегда хватает.
Работа со стандартной оцинковкой не вызывает сложностей, приспособление гнет ее с легкостью картона.

Дополнительные приспособления
Для удобства работы, прижимной уголок можно подпружинить, а вместо обычных гаек применить барашковые. На таком приспособлении удобно работать роликовым ножом, используя верхний прижим в качестве направляющей линейки.
Временная конструкция по упрощенной схеме
Рассмотренный вариант листогиба делается для регулярных работ, и фактически является стационарным устройством. Если вам необходимо срочно выполнить разовую работу по изготовлению жестяных изделий – можно создать более простое устройство.
Для изготовления понадобятся:
- Три уголка 40-50 мм, ширина по вашим потребностям;
- Пара дверных петель;
- Две мощные струбцины;
- Два прута (круга) в качестве ручек.
Два уголка скрепляются между собой петлями, как можно более плотно.

Третий, более короткий уголок, при помощи струбцин прижимает заготовку и нижнюю траверсу к верстаку. Такой станок не слишком удобен, но это компенсируется простотой изготовления. Вариант изготовления выбирать вам.
Видео инструкция по изготовлению самодельного листогиба
Интересная статья на тему как собрать трубогиб своими руками. Доступные схемы и чертежи, а так же видео и подробное описание сборки.
obinstrumente.ru
Травление металла в домашних условиях – Ярмарка Мастеров
Решил поделиться с вами довольно простым способом травления металла в домашних условиях на примере клинка.Итак, нам понадобится:
- собственно, сама железяка (в моем случае, откованный клинок для ножа).
- Маркер или карандаш.
- лак для ногтей (можно порыться в сумочке жены или купить в супермаркете самый дешевый).
- растворитель.
- медный купорос (100-200 грамм).
- наждачная бумага (80, 400, 1200 грид).
Для начала берем клинок, хорошенько проходимся по нему наждачной бумагой и растворителем.
После этого, набросаем на него эскиз предполагаемого рисунка маркером.

Лаком для ногтей аккуратно закрашиваем свой эскиз.Если лак выступает за пределы эскиза - ничего страшного, все это можно легко протравить в дальнейших операциях.

Прошу обратить внимание: Лак образует плёнку, которая защищает металл от травления.
Поверхность под лаком травиться не будет.
Кроме самого рисунка, стоит защитить торцы изделия, а в моем случае еще и РК клинка.
Даем лаку подсохнуть некоторое время, затем начинаем корректировать рисунок и исправлять косяки.Для корректировки можно использовать шило или обычную иголку. Убираем лишние ляпы и правим линии, чтобы они выглядели более плавными.
Теперь начинается химия процесса:Для травления нам нужен раствор медного купороса и соли.
Я использовал на литр воды 100гр. соли и столько же купороса.
Воду для раствора лучше брать горячую(только что скипевшую), чтобы сократить время реакции.

Опускаем наше изделие в раствор, ждем.Предположительное время травления 25-40 минут.Все зависит от того, какая глубина травления вас устроит.Чтобы ускорить реакцию можно увеличить концентрацию купороса.
Во время процесса на клинке образуется рыжий налет, который мешает дальнейшему протеканию реакции травления,поэтому периодически необходимо доставать клинок и промывать его под теплой струй воды. Никаких щеток и металлических губок, в противном случае, вы сорвете лак с изделия. Проверить, достаточно ли глубоко мы протравили можно на ощупь. Раствор сам по себе безвреден, как и налет, так что проверяйте смело. (Единственная опасность - можете испачкать руки)
Здесь, стоит отметить еще один момент: следите, чтобы ваша железка не протравилась слишком глубоко, иначе, раствор начнет съедать не только незащищенную поверхность, но и вгрызаться сбоку под лак, если только вам не нужен эффект искусственного старения.

Как только мы решили, что металл достаточно глубоко протравлен, достаем поделку из раствора, хорошо промываем под напором воды, протираем растворителем, шкурим и полируем наждачкой по возрастающей, начиная с 80 грид, заканчивая 1200 грид. Если под рукой есть бор-машинка, неплохо бы шлифануть ею неровности рисунка.
В конце можно пройтись войлоком, если считаете нужным.
Осталось только сделать рукоять и отполировать клинок до зеркала.К сожалению, изображения готового клинка с ножнами у меня нет, т.к. эти фотографии делались давно и для других целей, а для мастер-класса я решил использовать только сейчас.
Спасибо за внимание. Надеюсь, кому-нибудь оказался полезным.
www.livemaster.ru