svarnoy.info. Сварка труб через окно
6.6.5. Сварка труб
Сварка труб с зеркалом
Сварка с зеркалом применяется при сварке в труднодоступных местах, если сварщик не может наблюдать процесс сварки прямо. Применение этого метода требует интенсивной тренировки, так как движения в зеркале кажутся бегущими наоборот.
Рис. 139. Сварка труб с зеркалом (18)
|
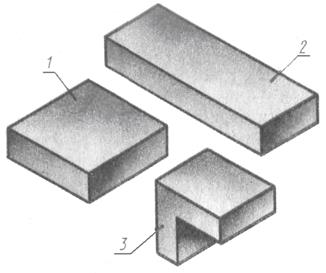
Рис. 140. Сварочные наконечники (18) |
Рис. 141. Зеркало для сварки (18) |
Применяются специальные наконечники, согнутые под разным углом или сгибающийся наконечник.
Основные условия:
- зеркало нужно установить так, чтобы было большое поле зрения;
- сварщик должен сосредоточиться только на зеркале. Иначе все движения будут казаться наоборот
Сварка при помощи окна
Рис. 142. Сварка с окном (18)
Последовательность при сварке:
1. На доступной стороне трубы сварной шов варят так долго, как возможно.
2. Разметить окно и вырезать (размер окна должен соответствовать необходимой свободе движений). Необходимо приварить сварочный пруток к окну, чтобы оно не упало внутрь трубы.
3. Недоступный снаружи шов варят через окно внутри трубы.
4. После соответствующей подготовки вставить окно и заварить по контуру.
Технология газовой сварки трубопроводов
Трубы изготавливают сварными и цельнотянутыми. Сварные трубы изготавливают различных диаметров и толщины стенки. Трубопроводы, свариваемые встык из труб, используют для подачи жидкостей и газа. Они работают при различных давлениях и температурах. При газовой сварке трубы сваривают стыковыми соединениями с выпуклым швом. Величина выпуклости шва зависит от толщины стенки и обычно находится в пределах 1 - 3 мм. Трубы с толщиной стенок до 3 мм сваривают без скоса кромок, выдерживая стык с зазором, равным половине толщины стенки трубы. При сварке труб с более толстыми стенками кромки разделывают, выполняя скос под углом 35 - 45°. Острые кромки притупляют, чтобы при сварке они не оплавлялись. При сварке труб следует следить за тем, чтобы расплавленный металл не протекал во внутреннюю полость, снижая сечение трубопровода.
Рис. 143. Сварка трубы. Фото автора
Взять 2 трубы диаметром 30-40 мм, с толщиной стенки трубы 2 мм. Уложить трубы в нижнее положение и сделать 3 прихватки. Трубы варить без разделки кромок. Зазор установить равным 1,5 мм. Уложить трубы в позицию РА и варить в нижнем положении, затем повернуть трубу и варить дальше. И так далее совершать сварку с поворотом.
www.e-ope.ee
Сварка труб через «операцию» | svarnoy.info
 Начинаю новую рубрику «Отопление». Сразу без лишних вступлений расскажу историю основанную на реальных событиях. Случилась беда с котлом мощностью 1 мВт, прогорел водоохлождаемый колосник из трубы 57 со стенкой 5.
Начинаю новую рубрику «Отопление». Сразу без лишних вступлений расскажу историю основанную на реальных событиях. Случилась беда с котлом мощностью 1 мВт, прогорел водоохлождаемый колосник из трубы 57 со стенкой 5.
Водоохлаждаемые колосники в твердотопливных котлах это еще то, дальше объясню почему.
Приехали, разгрузились, осмотрелись. Котельная состоит из трех котлов все ТТ (дальше по тексту твердотопливные). Все в параллели в одной системе один на пеллете и два на дровах, отапливают большой больничный комплекс площадью на «надценадцеть» 1000 квм.
 Итоги осмотра: прогнутые колосники из труб вышеуказанного диаметра, в одном сквозное отверстие. Вывод: давления в котле нет, (задвижки на котле закрыты). Решение: вырезаем поврежденную трубу и ставим новую. Доступа к нижний части трубы нет, варимся через операционный шов. Приступаем.
Итоги осмотра: прогнутые колосники из труб вышеуказанного диаметра, в одном сквозное отверстие. Вывод: давления в котле нет, (задвижки на котле закрыты). Решение: вырезаем поврежденную трубу и ставим новую. Доступа к нижний части трубы нет, варимся через операционный шов. Приступаем.
Сразу оговорюсь, как руководитель всего сего действа допустил ряд грубых ошибок. Будет наука на будущее. Манометры на котле были в неисправном состоянии. Открывайте, ребята, краны, смотрите на факты.
 Лезут два человека в топку сего агрегата с 230-й в диаметре болгаркой. Прорезали половину диаметра трубы — хлынула вода. Хорошо, что холодная. Через загрузочный люк 400х500 сложно оперативно выбраться наружу. Весь инструмент и освещение запитано от 220В.
Лезут два человека в топку сего агрегата с 230-й в диаметре болгаркой. Прорезали половину диаметра трубы — хлынула вода. Хорошо, что холодная. Через загрузочный люк 400х500 сложно оперативно выбраться наружу. Весь инструмент и освещение запитано от 220В.
Перед началом работ проверил задвижки, установлены «блинды» (металлический лист между фланцами). Теоретически все должно быть ОК, но что-то пошло не так. Проверяйте давление кранами прежде чем что-то разрезать.
 Первый день прошел в ожидании новых задвижек. Еще пришлось много воды перемещать, которая выливалась из разрезанной трубы и разливалась по котельной.
Первый день прошел в ожидании новых задвижек. Еще пришлось много воды перемещать, которая выливалась из разрезанной трубы и разливалась по котельной.
Колосники, как потом оказалось, были забиты накипью. В конструкции котла они расположены под углом для естественной циркуляции теплоносителя в них. В местах загрузочных люков они прогнулись, причина — удары от падающих бревен, которыми «кормят» сей де-вайс. Проток уменьшался, температура повышалась, внутри трубы поверхностное кипение, накипи еще больше. Та труба, в которой полностью прогорела стенка, была герметично забита накипью и не являлась индикатором отсутствия давления в котле.
 Заказали 10 кусков труб длиной по 1200 бесшовных со стенкой 5 мм. Остальные прочистили через вырезанную рубашку котла, это было еще то занятие. Изначально в трубу не могли просунуть даже арматуру диаметром 8 мм. На скорую руку смастерили хитрые приспособления. Остальные трубы были прочищены, меняли только 10 шт.
Заказали 10 кусков труб длиной по 1200 бесшовных со стенкой 5 мм. Остальные прочистили через вырезанную рубашку котла, это было еще то занятие. Изначально в трубу не могли просунуть даже арматуру диаметром 8 мм. На скорую руку смастерили хитрые приспособления. Остальные трубы были прочищены, меняли только 10 шт.
Как я уже говорил, доступа снизу нет, вырезали в трубе треугольник, варили внутри, устанавливали на свое место вырезанный кусочек и заваривали его. Как по мне, вырезать именно треугольник — самый лучший вариант, т. к. практически отсутствует горизонтальный участок шва по сравнению с прямоугольным окошком. Главная хитрость при сварке труб через вырезанное окно — это выводить шов внутри трубы на наружную часть. Есть видео в сети, где очень хорошо объясняют (на 4й минуте) что да как:
Ставим автору лайки и т.д.
Сделали 20 таких стыков, дали воду котлу — все стыки сухие.
 10 раз подумайте прежде, чем связываться с конструкциями отопительных устройств с водоохлаждаемыми колосниками. Должен быть хорошо просчитан проток теплоносителя в трубе колосника, хорошо когда это короткая труба, а не так как в моем случае 1600 длиной и 57 мм диаметром. Полноценного сгорания дров, на трубах с водой не получится добиться. Кто что думает по этому поводу — пишем в комментариях.
10 раз подумайте прежде, чем связываться с конструкциями отопительных устройств с водоохлаждаемыми колосниками. Должен быть хорошо просчитан проток теплоносителя в трубе колосника, хорошо когда это короткая труба, а не так как в моем случае 1600 длиной и 57 мм диаметром. Полноценного сгорания дров, на трубах с водой не получится добиться. Кто что думает по этому поводу — пишем в комментариях.
svarnoy.info
Как заварить трубу если она прилегает плотно к стене и нельзя подлезть электродом или горелкой?
Когда труба прижата к стене, находится в штробе или углу, рядом вплотную проходят другие трубы... и нет возможности заварить стык наружным швом, трубы сваривают так называемым "операционным швом".
Для этого нужно напротив поврежденного участка болгаркой вырезать треугольник.
Через это отверстие нужно очистить грязь и ржавчину с поврежденного места чтобы наложить качественный шов. Сделать это через отверстие непросто. Для таких операций я сделал себе специальный "ершик" - вставил в медную трубку диаметром 10мм обрезок тросика и конец трубки хорошо усадил (запресовал) молотком чтобы пучек троса надежно держался. Когда нужно почистить трубу изнутри, закрепляю трубку-щетку в дрель, вставляю в вырезанное окошко и включаю большие обороты. Металл очищается на ура.
Через отверстие вставляется электрод и шов заваривается изнутри.

Желательно внутренний шов пройти безотрывно - за один проход (слева-направо или справа-налево, неважно), чтобы не осталось зашлакованного кратера при обрыве дуги. Через него (кратер) может под давлением просачиваться вода.
После того, как труба изнутри заварена, привариваем к вырезанному треугольному кусочку арматурину или, к примеру, электрод (чтобы было удобно держать и чтобы он не провалился вовнутрь) и обвариваем его по периметру.

Самой большой сложностью, которая может возникнуть при наложении внутреннего шва - подтекание воды. Часто бывает, что задвижки не перекрывают полностью воду и она стекает по внутренней стенке трубы.
Чтобы выйти из этой ситуации, нужно через вырезанное отверстие запихнуть вовнутрь трубы кусок тряпки и пока она будет напитываться водой, успеть заварить стык. Нужно только не забыть впопыхах вытащить ее прежде чем приваривать треугольник.