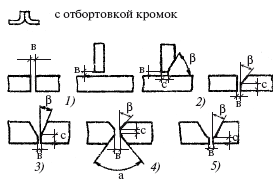
Односторонняя сварка стыковых соединений без скоса кромок (тип шва С2). Шов сварочный с2
Односторонняя сварка стыковых соединений без скоса кромок (тип шва С2)
ЕНиР
Параграф Е22-1-1. Односторонняя сварка стыковых соединений без скоса кромок (тип шва С2)
Состав звена
Электросварщики ручной сварки 3, 4, 5 и 6 разр.
Нормы времени и расценки на 10 м шва
| Положение | Разряд | Показатели | Толщина свариваемой стали, мм, до | |||
| шва | работ | 2 | 3 | 4 | ||
| Нормы времени | 2,7 | 3 | 1 | |||
| 3 | Расценки | 1-89 | 2-10 | 2-24 | 2 | |
| Нижнее | 4 | Расценки | 2-13 | 2-37 | 2-53 | 3 |
| 5 | Расценки | 2-46 | 2-73 | 2-91 | 4 | |
| 6 | Расценки | 2-86 | 3-18 | 3-39 | 5 | |
| Нормы времени | 3,6 | 4 | 4,3 | 6 | ||
| 3 | Расценки | 2-52 | 2-80 | 3-01 | 7 | |
| Вертикальное | 4 | Расценки | 2-84 | 3-16 | 3-40 | 8 |
| 5 | Расценки | 3-28 | 3-64 | 3-91 | 9 | |
| 6 | Расценки | 3-82 | 4-24 | 4-56 | 10 | |
| Нормы времени | 4,2 | 4,6 | 5 | 11 | ||
| Потолочное и | 3 | Расценки | 2-94 | 3-22 | 3-50 | 12 |
| горизонтальное | 4 | Расценки | 3-32 | 3-63 | 3-95 | 13 |
| 5 | 3-82 | 4-19 | 4-55 | 14 | ||
| 6 | Расценки | 4-45 | 4-88 | 5-30 | 15 | |
| а | б | в | № | |||
snip1.ru
Параграф е22-1-1. Односторонняя сварка стыковых соединений без скоса кромок (тип шва с2)
Состав звена
Электросварщики ручной сварки 3, 4, 5 и 6 разр.
Нормы времени и расценки на 10 м шва
| Положение | Разряд | Показатели | Толщина свариваемой стали, мм, до | |||
| шва | работ | 2 | 3 | 4 | ||
| Н.вр. | 2,7 | 3 | 3,2 | 1 | ||
| 3 | Расц. | 1-89 | 2-10 | 2-24 | 2 | |
| Нижнее | 4 | Расц. | 2-13 | 2-37 | 2-53 | 3 |
| 5 | Расц. | 2-46 | 2-73 | 2-91 | | |
| 6 | Расц. | 2-86 | 3-18 | 3-39 | 5 | |
| Н.вр. | 3,6 | 4 | 4,3 | 6 | ||
| 3 | Расц. | 2-52 | 2-80 | 3-01 | 7 | |
| Вертикальное | 4 | Расц. | 2-84 | 3-16 | 3-40 | 8 |
| 5 | Расц. | 3-28 | | 3-91 | 9 | |
| 6 | Расц. | 3-82 | 4-24 | 4-56 | 10 | |
| Н.вр. | 4,2 | 4,6 | 5 | 11 | ||
| Потолочное и | 3 | Расц. | 2-94 | 3-22 | 3-50 | 12 |
| горизонтальное | 4 | Расц. | 3-32 | 3-63 | 3-95 | 13 |
| | Расц. | 3-82 | 4-19 | 4-55 | 14 | |
| 6 | Расц. | 4-45 | 4-88 | 5-30 | 15 | |
| а | б | в | № | |||
Параграф е22-1-2. Односторонняя сварка стыковых соединений со скосом кромок и углом разделки 50° (тип шва с17)
Состав звена
Электросварщики ручной сварки 3, 4, 5 и 6 разр.
Нормы времени и расценки на 10 м шва
| Положение | Разряд | Показатели | Толщина свариваемой стали, мм, до | ||||||||||
| шва | работ | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | |||
| Н.вр. | 2,4 | 3,9 | 4,9 | 6,5 | 7,1 | 8,4 | 11 | 13 | 15 | 1 | |||
| Нижнее | 3 | Расц. | 1-68 | 2-73 | 3-43 | 4-55 | 4-97 | 5-88 | 7-70 | 9-10 | 10-50 | 2 | |
| 4 | Расц. | 1-90 | 3-08 | 3-87 | 5-14 | 5-61 | 6-64 | 8-69 | 10-27 | 11-85 | 3 | ||
| 5 | Расц. | 2-18 | 3-55 | 4-46 | 5-92 | 6-46 | 7-64 | 10-01 | 11-83 | 13-65 | | ||
| 6 | Расц. | 2-54 | 4-13 | 5-19 | 6-89 | 7-53 | 8-90 | 11-66 | 13-78 | 15-90 | 5 | ||
| Н.вр. | 3,2 | 6,4 | 8,1 | 11 | 12 | 14 | 18 | 21,5 | 25 | 6 | |||
| Вертикальное | 3 | Расц. | 2-24 | 4-48 | 5-67 | 7-70 | 8-40 | 9-80 | 12-60 | 15-05 | 17-50 | 7 | |
| 4 | Расц. | 2-53 | 5-06 | 6-40 | 8-69 | 9-48 | 11-06 | 14-22 | 16-99 | 19-75 | 8 | ||
| 5 | Расц. | 2-91 | 5-82 | 7-37 | 10-01 | 10-92 | 12-74 | 16-38 | 19-57 | 22-75 | 9 | ||
| 6 | Расц. | 3-39 | 6-78 | 8-59 | 11-66 | 12-72 | 14-84 | 19-08 | 22-79 | 26-50 | 10 | ||
| Н.вр. | 3,7 | 7,7 | 9,7 | 13 | 14 | 16,5 | 21,5 | 26 | 30,5 | 11 | |||
| Потолочное и | 3 | Расц. | 2-59 | | 6-79 | 9-10 | 9-80 | 11-55 | 15-05 | 18-20 | 21-35 | 12 | |
| горизонтальное | 4 | Расц. | 2-92 | 6-08 | 7-66 | 10-27 | 11-06 | 13-04 | 16-99 | 20-54 | 24-10 | 13 | |
| 5 | Расц. | 3-37 | 7-01 | 8-83 | 11-83 | 12-74 | 15-02 | 19-57 | 23-66 | 27-76 | 14 | ||
| 6 | Расц. | 3-92 | 8-16 | 10-28 | 13-78 | 14-84 | 17-49 | 22-79 | 27-56 | 32-33 | 15 | ||
| а | б | в | г | д | е | ж | з | и | N | ||||
Продолжение табл.
| Положение | Разряд | Показатели | Толщина свариваемой стали, мм, до | ||||||||
| шва | работ | 24 | 26 | 30 | 34 | 38 | 42 | 46 | 50 | ||
| Н.вр. | 17,5 | 20 | 26 | 33 | 41 | 49 | 58 | 68 | 1 | ||
| Нижнее | 3 | Расц. | 12-25 | 14-00 | 18-20 | 23-10 | 28-70 | 34-30 | 40-60 | 47-60 | 2 |
| 4 | Расц. | 13-83 | 15-80 | 20-54 | 26-07 | 32-39 | 38-71 | 45-82 | 53-72 | 3 | |
| 5 | Расц. | 15-93 | 18-20 | 23-66 | 30-03 | 37-31 | 44-59 | 52-78 | 61-88 | 4 | |
| 6 | Расц. | 18-55 | 21-20 | 27-56 | 34-98 | 43-46 | 51-94 | 61-48 | 72-08 | 5 | |
| Н.вр. | 29,5 | 34 | 44 | 55 | 68 | 83 | 98 | 115 | 6 | ||
| Вертикальное | 3 | Расц. | 20-65 | 23-80 | 30-80 | 38-50 | 47-60 | 58-10 | 68-60 | 80-50 | 7 |
| 4 | Расц. | 23-31 | 26-86 | 34-76 | 43-45 | 53-72 | 65-57 | 77-42 | 90-85 | 8 | |
| 5 | Расц. | 26-85 | 30-94 | 40-04 | 50-05 | 61-88 | 75-53 | 89-18 | 104-65 | 9 | |
| 6 | Расц. | 31-27 | 36-04 | 46-64 | 58-30 | 72-08 | 87-98 | 103-88 | 121-90 | 10 | |
| Н.вр. | 35,5 | 46 | 56 | 67 | 74 | 100 | 119 | 139 | 11 | ||
| Потолочное и | 3 | Расц. | 24-85 | 32-20 | 39-20 | 46-90 | 51-80 | 70-00 | 83-30 | 97-30 | 12 |
| горизонтальное | 4 | Расц. | 28-05 | 36-34 | 44-24 | 52-93 | 58-46 | 79-00 | 94-01 | 109-81 | 13 |
| 5 | Расц. | 32-31 | 41-86 | 50-96 | 60-97 | 67-34 | 91-00 | 108-29 | 126-49 | 14 | |
| 6 | Расц. | 37-63 | 48-76 | 59-36 | 71-02 | 78-44 | 106-00 | 126-14 | 147-34 | 15 | |
| к | л | м | н | о | п | р | с | № | |||
studfiles.net
Виды сварных соединений и швов
Темы: Сварные соединения, Сварные швы.
Конспект. Ручная электро-дуговая сварка … … …
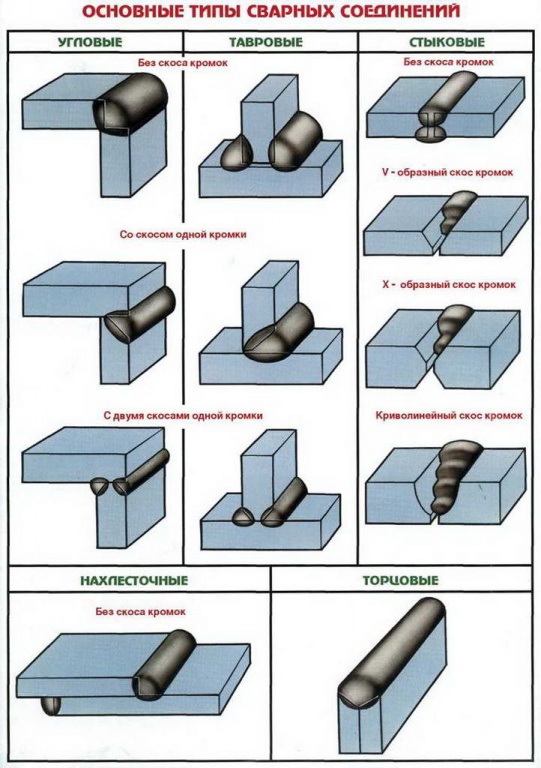
Неразъемное соединение, выполненное сваркой, называется сварным соединением. В зависимости от взаимного расположения в пространстве соединяемых деталей различают соединения:
- Стыковые сварные соединения (Рис. 1, а) – свариваемые элементы располагаются в одной плоскости или на одной поверхности. Устанавливается 32 вида стыковых соединений. Обозначаются С1, С2, С3, С4 и т.д.
- Нахлесточные сварные соединения (Рис. 1, б). Свариваемые элементы расположены параллельно и перекрывают друг друга. Величина перекрытия должна быть в пределах 3-420 мм. Обозначаются Н1, Н2.
- Тавровые сварные соединения(Рис. 1, в). Отличительной особенностью этих соединений является то, что одна из соединяемых деталей торцом устанавливается на поверхности другой и приваривается, образуя в сечении как бы букву Т (отсюда и название – тавровое). Обозначаются Т3, Т6 и т.д.
- Угловые сварные соединения (Рис. 1, г) – сварное соединение двух элементов, расположенных под прямым углом и сваренных в месте примыкания их краев.
Рисунок 1. Типы сварных соединений.
а) стыковое; б) нахлесточное; в) тавровое; г) угловое.
Обозначаются согласнo ГОСТ 5264-80 У1, У2, У3 и т.д.
Классификация сварных швов
По виду сварного соединения – стыковые и угловые.По положению сварного соединения в котором выполняются сварные швы бывают: «в лодочку» нижние, полугоризонтальные, горизонтальные, полувертикальные, вертикальные, полупотолочные и потолочные.
По конфигурации сварного соединения швы бывают прямолинейные кольцевые и криволинейные.
По протяженности сварного соединения – сплошные и прерывистые.
По применяемому виду сварки разделяются на швы ручной дуговой сварки, автоматической и механизированной под флюсом, швы дуговой сварки в защитных газах, швы электрошлаковой сварки, электрозаклепочные, контактной, газовой, паянных соединений.
По способу удержания сварочной ванны: на швы, выполненные без прокладок и подушек, на съемных и остающихся стальных прокладках, на медных, флюса медных, керамических и асбестовых подкладках.
По количеству наложения швов бывают односторонние, двусторонние, многослойные и многопроходные.
По применяемому для сварки материалу швы сварных соединений подразделяются на швы из углеродистых и легированных сталей, швы цветных металлов, биметалла, винипласта и полиэтилена.
По расположению свариваемых деталей относительно друг друга швы могут быть под острым, тупым, прямым углом, а также располагаться в одной плоскости.
По действующему на шов усилию швы бывают фланговые, лобовые, комбинированные и косые.
По объему наплавленного металла нормальные, ослабленные и усиленные швы.
По форме свариваемой конструкции на изделии продольные и поперечные.
- < Характеристики основных видов сварки. Конспект
- Оборудование для ручной дуговой сварки. Конспект.Ручная дуговая сварка >
weldzone.info