







Большая Энциклопедия Нефти и Газа. Соединения тавровые
Тавровое соединение - это... Что такое Тавровое соединение?
61. Тавровое соединение
Сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента

Тавровое соединение
Сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента, рис. А.4
Тавровое соединение
Сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента, рис. ПА-4
3.1.1.4. Тавровое соединение - сварное соединение, в котором торец одного элемента приварен под прямым углом к боковой поверхности другого элемента.
3.1.2. Термины и определения сварных швов
Смотри также родственные термины:
тавровое соединение под острым углом:
Тип соединения, при котором одна деталь примыкает к другой под острым углом.
тавровое соединение под прямым углом:
Тип соединения, при котором детали сопрягаются под прямым углом (образуя Т-образную форму).
Словарь-справочник терминов нормативно-технической документации. academic.ru. 2015.
- Тавровое паяное соединение
- тавровое соединение под острым углом
Смотреть что такое "Тавровое соединение" в других словарях:
тавровое соединение — Ндп. соединение впритык Сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента [ГОСТ 2601 84] [Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]… … Справочник технического переводчика
Тавровое соединение — Tee joint Тавровое соединение. Соединение, в котором составляющие части ориентированы в Т образной форме. (Источник: «Металлы и сплавы. Справочник.» Под редакцией Ю.П. Солнцева; НПО Профессионал , НПО Мир и семья ; Санкт Петербург, 2003 г.) … Словарь металлургических терминов
тавровое соединение под острым углом — Тип соединения, при котором одна деталь примыкает к другой под острым углом. [ГОСТ Р ИСО 17659 2009] [ISO 17659:2002] EN angle joint Type of joint where one part meets the other at an acute angle. [ГОСТ Р ИСО 17659 2009] [ISO 17659:2002] FR… … Справочник технического переводчика
тавровое соединение под прямым углом — Тип соединения, при котором детали сопрягаются под прямым углом (образуя Т образную форму). [ГОСТ Р ИСО 17659 2009] [ISO 17659:2002] EN T joint Type of joint where the parts meet each other at approximately right angles (forming a T shape). [ГОСТ … Справочник технического переводчика
тавровое соединение под острым углом — тавровое соединение под острым углом: Тип соединения, при котором одна деталь примыкает к другой под острым углом. Источник: ГОСТ Р ИСО 17659 2009: Сварка. Термины многоязычные для сварных соединений оригинал документа … Словарь-справочник терминов нормативно-технической документации
тавровое соединение под прямым углом — тавровое соединение под прямым углом: Тип соединения, при котором детали сопрягаются под прямым углом (образуя Т образную форму). Источник: ГОСТ Р ИСО 17659 2009: Сварка. Термины многоязычные для сварных соединений оригинал докум … Словарь-справочник терминов нормативно-технической документации
Тавровое соединение под прямым углом — Соединение тавровое под прямым углом – тип соединения, при котором детали сопрягаются под прямым углом (образуя Т образную форму). [ГОСТ 2601 84] Рубрика термина: Сварка Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги,… … Энциклопедия терминов, определений и пояснений строительных материалов
тавровое паяное соединение — Ндп. паяное соединение втавр Паяное соединение, в котором боковая поверхность одного паяного элемента соединена с торцом другого или с его внутренней поверхностью, образованной в пересечении с первым. [ГОСТ 17325 79] Недопустимые, нерекомендуемые … Справочник технического переводчика
Соединение тавровое — – сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента. [ГОСТ 2601 84] Рубрика термина: Сварка Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги … Энциклопедия терминов, определений и пояснений строительных материалов
Тавровое паяное соединение — 92. Тавровое паяное соединение Ндп. Паяное соединение втавр D. T Lötverbindung E. Tee brazed (soldered) joint Источник: ГОСТ 17325 79: Пайка и лужение. Основные термины и определения оригинал документа … Словарь-справочник терминов нормативно-технической документации
normative_reference_dictionary.academic.ru
Тавровое соединение - Большая Энциклопедия Нефти и Газа, статья, страница 1
Тавровое соединение
Cтраница 1
Тавровые соединения выполняют угловыми швами без скоса кромок ( шов ТЗ) или стыковыми со скосом кромок. [1]
Тавровые соединения широко используются при дуговой сварке и выполняются без скоса и со скосом кромок с одной или двух сторон. При одностороннем и двухстороннем скосах кромки вертикального элемента между вертикальным элементом и горизонтальной поверхностью изделия оставляется зазор для лучшего провара вертикального элемента на всю толщину. Односторонний скос нужен в том случае, если конструкция изделия не позволяет произвести сварку таврового соединения с двух сторон. [2]
Тавровые соединения ( см. табл. 3.1) выполняют угловыми швами без скоса кромок ( соединение ТЗ) или стыковыми со скосом кромок. Они широко распространены в составных машиностроительных конструкциях, свариваемые детали которых расположены во взаимно перпендикулярных плоскостях. [3]
Тавровые соединения с конструктивным непроваром регламентированной величины контролируют со стороны полки. В этом случае ширину непровара определяют с помощью испытательного образца ( рис. 56) или безэталонным способом по расчетной или экспериментальной зависимости этой ширины от величины амплитуды эхо-сигнала. [5]
Тавровое соединение, в котором элементы расположены во взаимно перпендикулярных плоскостях. [6]
Тавровые соединения ( рис. 6) чаще всего сваривают без скашивания кромок. [8]
Тавровое соединение, или соединение впритык ( рис. 3), чаще всего применяется при ручной и автоматической дуговой сварке. [10]
Тавровые соединения широко используют при дуговой сварке и выполняют без скоса и со скосом кромок с одной или с двух сторон. При одно-и двустороннем скосе кромки вертикальной детали между ней и горизонтальной поверхностью изделия оставляют зазор для провара вертикальной детали на всю толщину. Односторонний скос нужен в случае, если конструкция изделия не позволяет выполнить двустороннюю сварку таврового соединения. [11]
Тавровые соединения 8 широко применяют при дуговой сварке. Их выполняют без скоса кромок и со скосом кромок с одной или с двух сторон. Предпочтительным является соединение втавр со скосом кромок, что обеспечивает нужный провар з корне шва. [13]
Тавровые соединения ( рис. V-4) обычно сваривают без скашивания кромок. Подготовка кромок применяется только при изготовлении ответственных конструкций из листов толщиной более 8 - Юмм. [14]
Тавровые соединения используют преимущественно при сварке деталей толщиной до 3 мм. [15]
Страницы: 1 2 3 4 5
www.ngpedia.ru
СОЕДИНЕНИЕ ТАВРОВОЕ - это... Что такое СОЕДИНЕНИЕ ТАВРОВОЕ?
(Чешский язык; Čeština) — svarový spoj tvaru T
(Немецкий язык; Deutsch) — T - förmige Verbindung; T - Stoß
(Венгерский язык; Magyar) — hegesztett T - kötés
(Монгольский язык) — тавран холболт
(Польский язык; Polska) — złącze teowe
(Румынский язык; Român) — îmbinare în T
(Сербско-хорватский язык; Српски језик; Hrvatski jezik) — spoj u obliku T
(Испанский язык; Español) — unión en T
(Английский язык; English) — tee joint
(Французский язык; Français) — joint en T
Источник: Терминологический словарь по строительству на 12 языкахСтроительный словарь.
- СОЕДИНЕНИЕ СТЫКОВОЕ
- СОЕДИНЕНИЕ УГЛОВОЕ
Смотреть что такое "СОЕДИНЕНИЕ ТАВРОВОЕ" в других словарях:
Соединение тавровое — – сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента. [ГОСТ 2601 84] Рубрика термина: Сварка Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги … Энциклопедия терминов, определений и пояснений строительных материалов
Тавровое соединение под прямым углом — Соединение тавровое под прямым углом – тип соединения, при котором детали сопрягаются под прямым углом (образуя Т образную форму). [ГОСТ 2601 84] Рубрика термина: Сварка Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги,… … Энциклопедия терминов, определений и пояснений строительных материалов
тавровое паяное соединение — Ндп. паяное соединение втавр Паяное соединение, в котором боковая поверхность одного паяного элемента соединена с торцом другого или с его внутренней поверхностью, образованной в пересечении с первым. [ГОСТ 17325 79] Недопустимые, нерекомендуемые … Справочник технического переводчика
тавровое соединение — Ндп. соединение впритык Сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента [ГОСТ 2601 84] [Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]… … Справочник технического переводчика
тавровое соединение под острым углом — Тип соединения, при котором одна деталь примыкает к другой под острым углом. [ГОСТ Р ИСО 17659 2009] [ISO 17659:2002] EN angle joint Type of joint where one part meets the other at an acute angle. [ГОСТ Р ИСО 17659 2009] [ISO 17659:2002] FR… … Справочник технического переводчика
тавровое соединение под прямым углом — Тип соединения, при котором детали сопрягаются под прямым углом (образуя Т образную форму). [ГОСТ Р ИСО 17659 2009] [ISO 17659:2002] EN T joint Type of joint where the parts meet each other at approximately right angles (forming a T shape). [ГОСТ … Справочник технического переводчика
тавровое соединение под острым углом — тавровое соединение под острым углом: Тип соединения, при котором одна деталь примыкает к другой под острым углом. Источник: ГОСТ Р ИСО 17659 2009: Сварка. Термины многоязычные для сварных соединений оригинал документа … Словарь-справочник терминов нормативно-технической документации
тавровое соединение под прямым углом — тавровое соединение под прямым углом: Тип соединения, при котором детали сопрягаются под прямым углом (образуя Т образную форму). Источник: ГОСТ Р ИСО 17659 2009: Сварка. Термины многоязычные для сварных соединений оригинал докум … Словарь-справочник терминов нормативно-технической документации
Тавровое соединение — 61. Тавровое соединение Сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий … Словарь-справочник терминов нормативно-технической документации
Тавровое соединение — Tee joint Тавровое соединение. Соединение, в котором составляющие части ориентированы в Т образной форме. (Источник: «Металлы и сплавы. Справочник.» Под редакцией Ю.П. Солнцева; НПО Профессионал , НПО Мир и семья ; Санкт Петербург, 2003 г.) … Словарь металлургических терминов
dic.academic.ru
Соединения тавровые Конструктивные элементы - Справочник химика 21
Химия и химическая технология
Статьи Рисунки Таблицы О сайте Реклама В зависимости от назначения и конструктивных особенностей винипластового изделия применяют различные сварные швы (рис. 2.4) двухсторонний Х-образный для соединения деталей и конструкций, к которым предъявляют высокие требования по прочности, водо- и газопроницаемости односторонний У-образ-ный — преимущественно при сварке винипласта толщиной до 5 мм, односторонний У-образный стыковой — для соединения участков трубопроводов, коробов воздуховодов валиковый, или тавровый, (одно- и двухсторонний) — для приварки ребер жесткости (снаружи аппарата) или сварки перегородок, полок и диафрагм (внутри аппарата) угловой — при сварке днищ и крышек аппаратов, приварке фланцев к трубам и т. д. нахлесточный — для сварки раструбов при монтаже трубопроводов, а также наваривания бандажей (элементов жесткости) на аппараты. [c.153] Для ремонта реакционной аппаратуры сварные соединения внахлестку не применяются. В силу конструктивных особенностей разрешается применение тавровых и угловых соединений для приварки бортовых колец и фланцев. Детали, свариваемые внахлестку или тавр, располагаются так, чтобы зазор был не более 3 мм, а катеты сварных швов выбираются по минимальной толщине свариваемых элементов. [c.76]Смотрите так же термины и статьи:
Конструктивность
Элементы II соединения
© 2018 chem21.info Реклама на сайте
chem21.info
Тавровое соединение - Большая Энциклопедия Нефти и Газа, статья, страница 2
Тавровое соединение
Cтраница 2
Тавровые соединения, применяемые для толщин металла от 2 до 60 мм, как это видно по данным табл. 3, также выполняются без скоса или со скосом кромок вертикального листа. [16]
Тавровое соединение: а - без скоса кромок; б - с односторонним скосом кромки иста. [17]
Тавровые соединения применяются при изготовлении пространственно развитых конструкций. [18]
Тавровые соединения применяются при изготовлении пространственно развитых конструкций. В табл. 125 представлены Р различные виды тавровых соединений. [19]
Тавровое соединение ( рис. 68, в), или соединение впритык, также выполняют дуговой сваркой, при этом кромки могут быть без скоса, с односторонним и двухсторонним скосом. [20]
Тавровое соединение ( рис. 185, в ] также выполняют ЛУГОВОЙ сваркой, при этом кромки могут быть без скоса, с односторонним и двусторонним скосом. [22]
Тавровое соединение ( рис. 188, в) также выполняют дуговой сваркой, при этом кромки могут быть без скоса, с односторонним и двусторонним скосом. [24]
Тавровые соединения могут выполняться без скоса кромок ( фиг. [25]
Тавровые соединения со скосом кроток применяются при толщинах более 3 мм и ответственной характере сварных конструкций. [26]
Тавровые соединения широко используются при дуговой сварке и выполняются без скоса и со скосом кромок с одной или с двух сторон. При одностороннем и двустороннем скосе кромки вертикального элемента между вертикальным элементом и горизонтальной поверхностью изделия оставляется зазор для лучшего провара вертикального элемента на всю олщину. Односторонний скос нужен в том случае, если конструкция изделия не позволяет произвести Сварку таврового соединения d двух сторон. [27]
Тавровые соединения с допустимым технологическим непроваром контролируют прямым искателем. [29]
Страницы: 1 2 3 4 5
www.ngpedia.ru
Тавровое соединение - Большая Энциклопедия Нефти и Газа, статья, страница 5
Тавровое соединение
Cтраница 5
Тавровые соединения могут быть одно - и двусторонними, без предварительного скоса кромок, с прямолинейным по ломаной линии ( Т9) или криволинейным скосом кромок. [61]
Тавровые соединения с допустимым технологическим непроваром контролируют прямым искателем. [63]
Тавровые соединения с точки зрения деформации в процессе сварки и образования остаточных напряжений являются менее благоприятными, чем стыковые. [64]
Тавровые соединения могут быть выполнены как без скоса кромок, так и с односторонним или двухсторонним скосом. [65]
Тавровые соединения широко применяют при изготовлении пространственных заготовок. Соединения с односторонней и двусторонней разделками кромок, выполненные с полным проваром, имеют высокую прочность при любых нагрузках. Тавровые соединения выполняют всеми видами термической сварки. [66]
Тавровые соединения, или соединения впритык ( рис. 65, е), также применяются очень широко. Эти соединения могут выполняться без разделки кромок. Тавровые соединения обладают высокой прочностью, особенно при статических на-грузках. Такие соединения большей частью применяются в конструкциях, работающих на изгиб. Сварка тавровых соединений может производиться как с одной, так и с двух сторон. [67]
Тавровые соединения применяются в колоннах, балках, фермах и других конструкциях для прикрепления взаимно перпендикулярно расположенных элементов. При воздействии статических нагрузок тавровое соединение выполняют, как правило, без разделки кромок, а при толщине сварного шва более 20 мм делают частичную разделку кромок. В этом случае равнопроч-ность соединения с непроваренной щелью и основного металла может быть достигнута соответствующим увеличением катетов швов или повышением прочности металла сварных швов. Обеспечение полного проплавле-ния усложняет сварочный процесс, удорожает изготовление конструкций и поэтому может применяться только в обоснованных случаях, например при проектировании поясных швов балок под подвижную нагрузку, так как непровар в корне шва приводит к заметному снижению усталостной прочности швов. [69]
Тавровое соединение ( рис. 74, в) выполняется одно - или двусторонним швом, причем для повышения прочности на стенке снимаются фаски. [70]
Страницы: 1 2 3 4 5
www.ngpedia.ru
Сборка тавровых соединений - Энциклопедия по машиностроению XXL
Сборку таврового соединения рекомендуют производить, как показано на рис. 162. [c.308]
Сборку тавровых соединений обычно вьшолняют в специальных кондукторах либо на стеллажах по разметке. Перед сваркой элементы соединяют прихватками (длина прихваток 80... 120 мм, катет зазор между элементами превышает 2 мм, то выполняют подварку штучными электродами со стороны, противоположной первому шву. [c.213]
Сборка элементов с угловыми швами. Сборка тавровых соединений производится обычно в специальных кондукторах. Перед сборкой все кромки элементов должны быть очищены от ржавчины и других загрязнений. Зазор между свариваемыми элементами не должен превышать 1 мм. Перед сваркой элементы связываются [c.70]Сборка и подготовка деталей под сварку. При автоматической сварке, предъявляющей повышенные требования к качеству подготовки и сборки деталей, необходимо соблюдение следующего а) отклонение кромок от прямой линии не более 0,5 мм б) отклонение от заданного угла разделки кромок не выше -р 3° (в зависимости от толщины листов угол разделки от 60 до 70°) в) параллельность граней (с отклонением от прямой не более 0,5 мм) листов, собранных под сварку г) плотная пригонка к вершине угла остающихся подкладок для сварки стыков д) сборочные прихватки должны быть минимального сечения и отстоять друг от друга на равных расстояниях (электроды с меловой обмазкой не годятся для прихваток) е) ширина зазоров должна находиться в пределах до 1 мм для сварки тавровых соединений, до 0,5 мм — для сварки без подкладки листов до 3 мм толщины и до 3 мм—для сварки стыков на остающейся или медной подкладке. [c.346]
При сборке допускают смещение кромок на 2—3 мм и,как исключение, на отдельных участках 5—6 мм. Волнистость листов допускают 0,5—1 мм на длине 150 мм. В стыковых соединениях с различной толщиной листов в конструкциях можно пользоваться стандартными ползунами или планками, но при этом местные смещения не должны превышать 2 мм. При смещениях от 6 до 30 мм применяют ступенчатые ползуны или планки. При смещениях свыше 30 мм формирование шва производят обычным угловым ползуном. Угловые и тавровые соединения с различной толщиной листов в различных конструкциях сваривают так же, как и стыковые, в большинстве случаев без специальной подготовки свариваемых кромок. Сварку выполняют с зазором между свариваемыми кромками 20—30 мм независимо от толщины листов. [c.522]
Наиболее распространенным и простым типом является стыковое соединение. При сборке его смещение кромок не должно превышать 0,5... 1 мм на длине 200...250 мм. Угловые и тавровые соединения также применяют в конструкциях, выполняемых ЭШС. [c.214]
Перед ее проведением балку собирают из листовых деталей. Кромки стенки балки обрабатывают с учетом толщины листов в соответствии с действующим стандартом на автоматическую сварку таврового соединения. Сборка обеспечивает симметрию и взаимную перпендикулярность полок и стенки, прижатие их друг к другу. Собранные элементы скрепляют прихватками, которые во время сварки полностью переплавляются. К концам балки приваривают технологические планки, на которых возбуждают дугу, и завершают процесс. После сварки их удаляют механическим способом. [c.364]
Пайка применяется при соединениях, показанных па рис. 6.2. При пайке в основном применяют нахлесточные соединения, поскольку, увеличивая величину нахлеста, легко повысить прочность соединения. Для улучшения механических свойств стыкового соединения практикуется увеличение рабочего сечения за счет применения косого или зубчатого стыка (рис. 6.2). Последний вид стыка часто используют при пайке полотен циркулярных лен точных пил. Однако такая конструкция паяного шва требует ме ханической обработки и усложняет сборку соединяемых деталей Тавровые соединения при пайке применяют очень редко. Пай ка широко применяется при получении трубчатых соединений (рис 6.3). Соединения типов а> и б используют, когда допускается увеличение наружного диаметра трубы, а соединения в> и г — при необходимости его сохранения. Величина зазора между соединяемыми деталями при пайке должна быть минимальной для улучшения заполнения его расплавленным припоем под действием капиллярных сил. Рекомендуемые величины зазоров в деталях, [c.144]
Существуют и другие способы сборки с помощью холодной сварки сварка тавровых соединений, сборка сдвигом, клепкой, прокаткой, протягиванием, прессованием и др. [c.284]
Ручная дуговая сварка меди толщиной ло 4 лш производится без разделки кромок. Сборка под сварку стыковых соединений делается без зазоров. Угловые и тавровые соединения свариваются в положении в лодочку. Изделия толщиной более 5 мм перед сваркой должны нагреваться до температуры 200—300°. [c.519]
При сварке углового соединения (см. рис. 79, б) нужно, чтобы конец электрода двигался точно относительно кромок свариваемого металла, иначе могут образоваться подрезы вертикальной кромки и наплывы на горизонтальном листе. Вместе с тем при сварке тавровых соединений не в лодочку требования к точности сборки менее жестки, чем при сварке соединений в лодочку . Это обусловлено тем, что при сварке в лодочку возможность вытекания жидких металла и шлака через зазоры большая, чем при сварке таких соединений наклоненным электродом при положении не в лодочку . Чем больше мощность дуги, тем больше вероятность протекания жидкого металла через зазор. Если зазор более 1— [c.146]
При сборке деталей под сварку допускаются следующие отклонения от проектного взаимного расположения деталей в стыковых соединениях смещение сварных кромок друг относительно друга при толщине стыкуемых деталей не более 4 мм должно составлять 0,5 мм, при толщине от 4 до 10 мм — 1 мм, при толщине свыше 10 мм — 0,1 мм толщины стыкуемых деталей, но не более 3 мм уступ кромок в плоскости соединения для полок и других свободных размеров по ширине деталей должен быть не более 3 мм при ширине деталей до 400 мм и не более 4 мм при ширине более 400 мм, а уступ кромок в соединениях замкнутого контура — не более 2 мм по всему периметру в тавровых соединениях отклонение полки от заданного проектом положения должно быть не более 1 100. [c.72]
Для измерения разделки кромок, зазора между стыками и сварных швов используют набор шаблонов ШС-2. Шаблоны позволяют контролировать угол скоса кромок, размер притупления, качество сборки под сварку, размер депланации (превышение одной кромки над другой) стыковых швов н величину зазора в стыковых и тавровых соединениях. В готовых сварных швах могут быть проверены высота выпуклости стыкового и углового шва, ширина шва, величина катета углового шва. Применение шаблонов ШС-2 помогает улучшению качества подготовки, сборки и сварки сварных соединений. Применяют также шаблоны других типов. [c.159]
При дуговой сварке тавровых соединений из высоколегированных сталей и сплавов увеличение зазора при сборке до 1,5-—2 мм благоприятно влияет на характер кристаллизации металла в корне шва. В результате образования кристаллизационных трещин в корне шва не происходит (рис. 10-31). Аналогичное явление наблюдается при сварке соединений типа клавишной пробы. Например, увеличение зазора между лопатками газотурбинного ротора позволяет повысить стойкость шва против образования поперечных трещин, идущих от зазора. Узкий зазор в этих случаях играет роль острого надреза, инициирующего трещину. [c.593]
Основной трудностью при сварке швов тавровых соединений в положении лодочки является возможность вытекания жидкого металла в повышенные против нормы зазоры. Поэтому при двусторонней автоматической сварке так же, как и при сварке стыковых соединений на весу, к точности сборки под сварку предъявляются повышенные требования. [c.236]
Угловые швы (таврового соединения) формировать значительно труднее, чем стыковые. При толщине металла 4 мм я более их выполняют с предварительным подогревом после тщательной сборки свариваемых деталей. При одинаковой толщине [c.25]
Особенность формирования паяного шва при металлокерамической пайке обусловливает и конструктивные особенности соединений. Вследствие неспособности металлокерамических припоев к растеканию и затеканию в зазор при этом способе пайки предпочтительны паяные соединения — тавровое и угловое, облегчающие укладку припоя при сборке, приложение давления и подпитку шва. [c.177]
В табл. 28.1 и 28.2 приведены основные технологические параметры для стыковых, тавровых, угловых и нахлесточных соединений, выполняемых в нижнем положении. Сварку стыковых швов изделий малой толщины лучше выполнять на медных подкладках, а нахлесточных — без подкладки. В том и другом с тучаях существенное значение имеет качество сборки под сварку. [c.279]
| Фиг. 3. Размеры, проверяемые после сборки перед сваркой а — бортовых соединеннй б — стыковых в — нахлесточных г — тавровых д — угловых. | 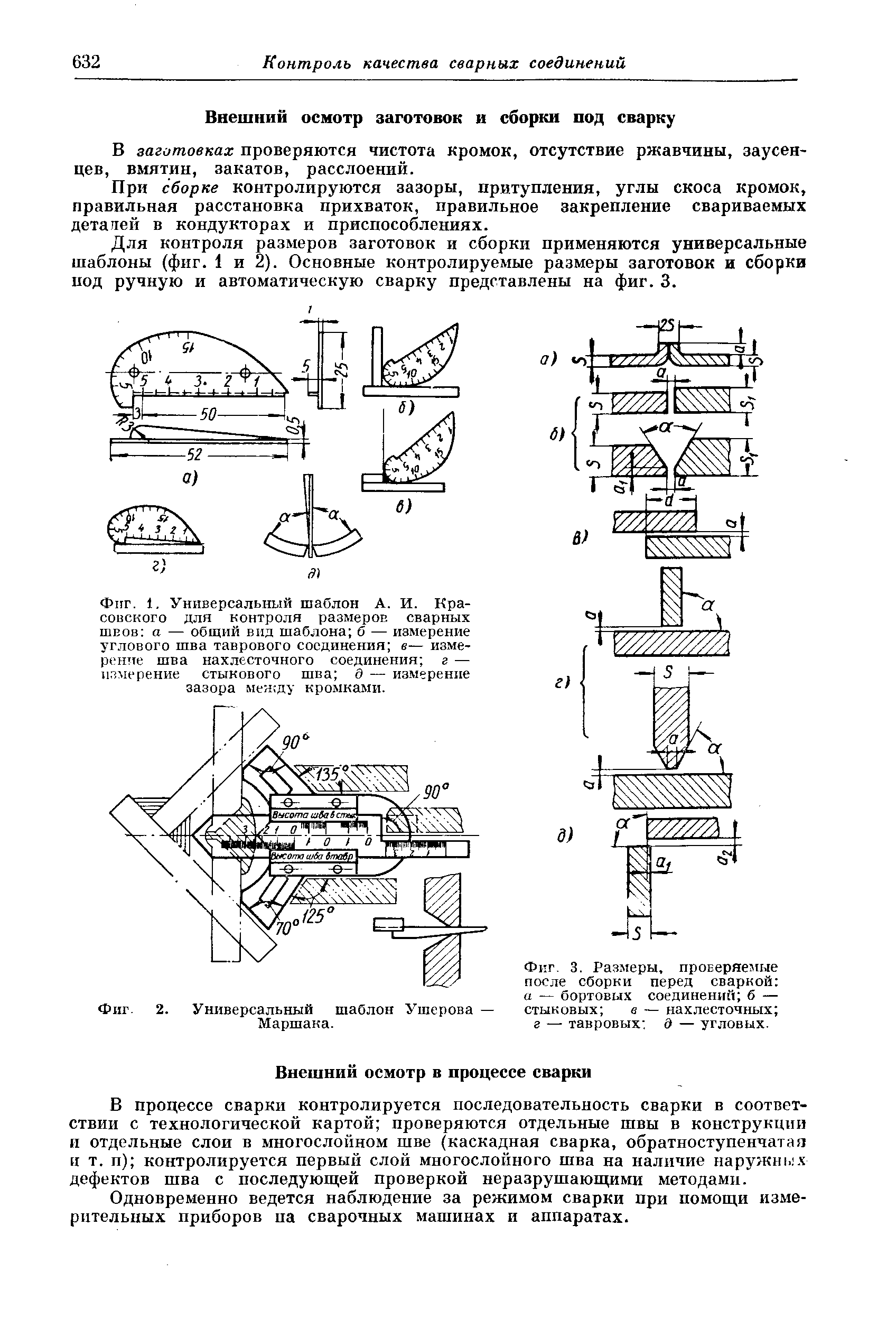 |
Деформация деталей при автоматической сварке не больше, чем при ручной сварке. Для уменьшения деформаций применяются следующие мероприятия а) при сборке тавровых и угловых соединений даётся предварительное увеличение угла на 2.5—3 (фиг. 102) б)при сваркедлинныхстерж-ней углового сечения из двух листов во избежание резкого уменьшения угла в конце стержня сначала варят последнюю треть шва, а затем первые две трети от начала в конец в) при сварке длинных стержней таврового сечения во избежание продольного изгиба стержня сборку производят с предварительным выгибом (стрела выгиба подбирается опытным путём). [c.331]
Сборка элементов с угловыми швами. Перед сборкой места наложения швов должны быть зачищены. Зазор между свариваемыми элементами должен быть не бо.пее 1 мм. При сварке тавровых соединений наклонным электродом (не в лодочку) можно производить сварку при зазорах до 2 мм. Сборочные прихватки выполняются качественными электродами. Сварку угловых пшов начинают и заканчивают на выводных технологических планках. [c.354]
Конструкции из среднеуглеродистой стали могут быть хорошо сварены при непременном соблюдении правил, изложенных в гл. 13, а также следующих дополнительных указаний. В стыковых, угловых и тавровых соединениях следует при сборке соединяемых элементов сохранять между кромками зазоры, предусмотренные ГОСТ, чтобы сварочная поперечная усадка происходила более свободно и не вызывала кристаллизационных трещин. Кроме того, начиная с толщины стали 5 мм и более, в стыковых соединениях делают рйзделк> кромок, и сварку ведут в несколько слоев. Сварочный ток понижают. Сварку ведут электродами диаметром не более 4—5 мм постоянным током обратной полярности, что обеспечивает меньшее [c.207]
Чтобы избежать образования дефектов, перед сборкой под сварку кромки пластин следует очищать от покрытия. Удалять ципк можно механически (строганием или абразивной обработкой) или нагревом газовой горелкой. Однако следы цинка остаются. Сборку стыковых и тавровых соединений производят с увеличенным зазором, в 1,5 и более раз превышающим зазор при сварке металла без покрытия. Для дополнительной очистки кромок от следов цинка сварку рекомендуется производить с колебаниями электрода вдоль шва, в связи с чем скорость сварки оцинкованного металла по сравнению со скоростью сварки металла без покрытия уменьшается на 10—20%. [c.497]
На рис. 21-7 показана сварная станина пресса усилием 40007, выполненная из толстолистового проката, массивной литой траверсы и кованой трубы. Сварные соединения — стыковые, тавровые и угловые большинство из них, выполняются электрошлаковой сваркой. Последнее обстоятельство определяет некоторые особенности конструкции и последовательность выполнения сборочно-сварочных операций. Угловые и тавровые соединения элементов собираются при помощи косынок и диафрагм, стыковые— при помощи скоб. В местах, недоступных для постановки формующих медных охлаждаемых подкладок, применяют остающиеся стальные пластины. Последовательность выполнения сборочно-сварочных операции выбирается так, чтобы концы каждого из электрошлаковых швов можно было вывести за пределы тела детали. Поэтому общей сборке сложной детали обычно предшествует сборка и сварка относительно простых узлов. При этом, для уменьшения угловых сварочных деформаций, желательно, чтобы каждый собранный под сварку узел имел замкнутое сечение. Применительно к станине пресса усилием 4000 Т (рис. 21-7) последовательность и содержание основных сборочносварочных операций показана на рис. 22-6. Первым узлом является тумба 1. Сначала в замкнутое сечение собирают ее боковые стенки, и электрошлаковые швы (1) и (2) выполняют с полным проплавлением привариваемого элемента (рис. 22-6,а). Затем устанавливают горизонтальные листы тумбы и выполняют первые пары швов (3) и (4) (рис. 22-6,6). Участки первых пар швов, препятствующие установке карманов и выводу усадочных раковин вторых пар швов, удаляются из зазора огневой резкой. Готовая тумба входит в сборку второго, более крупного узла — стойку (рис. 22-6, в). Замкнутое сечение образуется присоединением элементов полустоек 2 и 3 швы (5), (6), (7) н (8) выполняются электрошлаковой сваркой. Формирование корпуса станины завершается сборкой стоек с траверсой 4 и сваркой электрошлаковых швов (9), (10), (И) и (12) (рис. 22-6,г). Затем в по-лустойках 3 огневой резкой вырезают пазы под трубу 5. Следует заметить, что образование пазов резкой не плоских заготовок, а уже сваренного узла с удалением части пгаа, является приемом, [c.683]
Соединения тавровые (рис. 76, в, 1) не характерны для паяных конструкций, но их применяют в целях компоновки изделий. Более высокую прочность имеют тавровые соединения с подгибкой вертикального элемента, увеличивающей площадь паяного шва (рис. 76, в, 2). Соединения стержней и труб между собой, соединения стержней и труб с фланцами, втулками, трубными досками и т. п. представлены на рис. 77. При соединении стержней между собой (рис. 77, а) применяют охватывающую втулку (рис. 77, а, 2). Соединение стержней встык из-за недостаточной прочности применяется редко. Прочность стыкового соединения может быть увеличена, если сочетать его со втулочным (рис. 77, а, 5). При соединении труб (рис. 77, б) также рационально применять втулку. Эту втулку можно устанавливать внутри в виде бужа, что позволяет сохранять наружное сечение трубы по шву (рис. 77, б, 4). Если нужно сохранить неизменным внутреннее сечение паяемого трубопровода, то применяют телескопическое соединение путем развальцовки концов одной или обеих труб (рис. 77, б, / и 2). Во втором случае для соединения используют переходную втулку. Если необходимо сохранить и наружное, и внутреннее сечение трубы по месту соединения постоянным, то применяют пазовое соединение — гребенчатое (рис. 77, б, 6). Однако это соединение очень сложное, поэтому его применяют редко. Соединение, представленное на рис. 77, б, 5, позволяет вносить припой при сборке между паяемыми поверхностями, что обеспечивает более равномерный пропай. [c.144]
Соединение нахлесточное (рис. 23.11, и) применяется при л = 2—6 мм. Зазор а допускается от 0 до 4 мм. В отличие от стыкового соединения нахлесточное облегчает сборку сварных узлов, однако из-за несоос-ности соединяемых деталей при работе в таких соединениях возникает изгибающий момент, снижающий прочность соединения, особенно из высокопрочных материалов. Нахлесточное соединение нерационально как с точки зрения уменьшения расхода металла, так и снижения массы конструкции. При применении нахлесточного соединения, так же как таврового и углового, имеющих повышенную жесткость, больше вероятность образования трещин при сварке. [c.459]
Деформация в плоскости уменьшает размеры конструкции, поэтому при раскрое деталей и сборке под сварку предусматривают припуск на изменение размеров. Данные об усадке сварных соединений различных типов приведены в табл. 2.1. Деформация из плоскости (угловая деформация) вызывает образование выпу-чин ( хлопупов ), местный изгиб листов, трибовидный изгиб пояса при сварке элементов тавровых и двутавровых сечений, а также другие изменения формы изделий. [c.33]
Подготовка кромок и сборка изделий под сварку. Автоматической сваркой выполняют все виды сварных соединений — стыковые, тавровые, в нахлестку, угловые, а также электрозаклепками. [c.115]
Подготовку заготовок под сварку с использованием флюса осуществляют более тщательно, чем под ручную дуговую сварку. Резку и скос кромок выполняют механической обработкой или механизированной кислородной резкой. Перед сберкой под сварку края заготовок нужно очистить от ржавчины, масла и других загрязнений на ширине 25...30 мм от места сварки. Сборку осуществляют или в специальных приспособле-няях, нли с использованием универсальной оснастки. При сборке необходимо обеспечить требуемый и постоянный зазор по всей длине шва. При стыковых соединениях заготовок толщиной до 5 мм зазор должен составлять 1..,3 мм, а толщиной 16...20 мм— ...4 мм. Для угловых соединений зазор не должен превышать I мм, длйя тавровых — 2 мм. Угол разделки кромок заготовок толщиной свыше 20 мм должен составлять (50- -5) [c.218]
Детали из пластмасс сваривают, используя соединения, применяемые при сварке металлов, — стыковые, угловые, тавровые и на-хлесточные. Стыковые швы без скоса кромок с присадкой (табл. 30) выполняют при сварке листов толщиной до 6 мм. Основные дефекты при сварке таких листов (при длинных швах)—непровары и большое коробление—можно предупредить, выполняя сборку листов тОл-щиной-до 2 Мм без зазора и свар ijika на текстолитовой подкладке. Хорошее формирование обратной стороны шва обеспечивает получение соединения высокого качества. При этом, однако, следует обязательно плотное прилегание свариваемых кромок к подкладке, что можно достигнуть путем использования специальных прижимов, струбцин или- других приспособлений. [c.99]
При аргоно-дуговой сварке применяют соединения в стык, с отбортовкой, внахлестку, угловые и тавровые. Сборку под сварку следует выполнять с минимальными зазорами. Стыковые бесскосные соединения при двусторонней сварке могут применяться на металле толщиной до 6 мм включительно. При большей толщине делается скос кромок под углом 70—90°. Весьма существенным является очистка поверхности свариваемых кромок и удаление с них пленки окислов. Удаление пленки окислов можно производить механическим и химическим способами. Первый применяется в индивидуальном производстве и заключается в очистке поверхности стальной щеткой и тонкой наждачной бумагой. Второй способ — химическая очистка — обычно применяется в серийном и особенно в массовом производстве. [c.290]
Подготовка под сварку и вид выполненных электрошлаковым способом швов стыковых, тавровых и угловых соединений приведены на фиг. 149. При сборке под сварку следует учитывать поперечную усадку при остывании выполненной части шва. В связи с этим сборочный зазор не должен быть одинаков по длине шва в начале он меньше и практически устанавливается равным сварочному зазору в соответствии с рекомендациями табл. 72. В верхней части стыка при жестких деталях сборочный зазор увеличивается на 3—5 мм на каждый метр длины стыка (тем больше, чем меньше скорость сваски). [c.269]
mash-xxl.info










