







Алюминий и его сплавы — холодные способы сварки. Сварка холодная алюминий
Холодная сварка алюминия

 - двухкомпонентные клеи WEICON")
Легкий металл, один из самых используемых в истории цивилизации (хотя в промышленных масштабах всего полтора столетия), устойчивый к коррозии, податливый в механической обработке, пластичный, с отличной теплопроводностью. Это – алюминий.
Получить сложные изделия из алюминия можно литьем и с использованием сварки (ручной, полуавтоматической, аргонно-дуговой).
Альтернативой классическим методам сварки является сварка алюминия холодным способом. Этот метод активно применяется в промышленности (для сварки корпусов электронных и других приборов, кабелей, ремонта и восстановления поверхностей, изготовления каркасов, подставок, изделий бытового назначения) и в домашних мастерских. Для автомобилистов – это незаменимая вещь (ремонт радиаторов, головки блока цилиндров, аккумуляторов, трещин и отверстий на корпусах деталей).

Преимущества холодной сварки:
- возможность ремонта изделий, нагревать которые нельзя;
- удешевление работ за счет снижения количества отходов материала до 10 раз;
- возможность сварки без использования флюсов;
- становятся доступными работы в пожароопасных местах;
- возможность стыковки проводов без нарушения и оплавления изоляционного покрытия;
- способность получать сварное соединение со сталью и другими пластичными металлами.

Оборудование для холодной сварки:
- механизмы для необходимого закрепления деталей;
- гидравлический или механический привод для создания требуемого давления в местах сварки;
- механизмы и станки для выполнения работ.
Методы сварки алюминия холодным способом

Стыковой
Последовательность операций следующая. Алюминиевые заготовки фиксируются в губках зажимных устройств. Для максимального давления торцов деталей друг на друга на зажимы оказывается осевое давление. В результате образуется соединение (сваривание) заготовок на молекулярном уровне. Длина зажимов играет ограничивающую роль, сварка длинных и габаритных деталей становится невозможной. Иногда при таком методе используются толкающие пуансоны, зажимных губок нет – используют направляющие втулки. Неудобства возникают при извлечении готового изделия из втулки, потому что на этом участке деформация максимальная. Второе неудобство – удаление, полученного на поверхностях деталей облоя, затруднено. Стыковым методом надежно соединяют алюминиевую проволоку, прутки для сварки, иногда трубы. Свариваемые детали могут иметь сечение до 30 квадратных миллиметров.
Точечный
Самый распространенный, обычно не требующий специальных зажимных устройств, исключающий сильную деформацию алюминия в точках соединения метод. Обязательным является наличие пуансона – с его помощью в точке сварки формируется необходимое для пластической деформации (то есть сварки) давление. На подготовительном этапе заготовки кладут внахлест краями. Производится разметка промежутков сварки (при необходимости). Затем, используя пуансон, выполняют основную операцию сварки. Размер сварной точки определяется соответствующим размером подвижной части пуансона. Метод применим для негерметичной сварки листового металла до 15 мм.

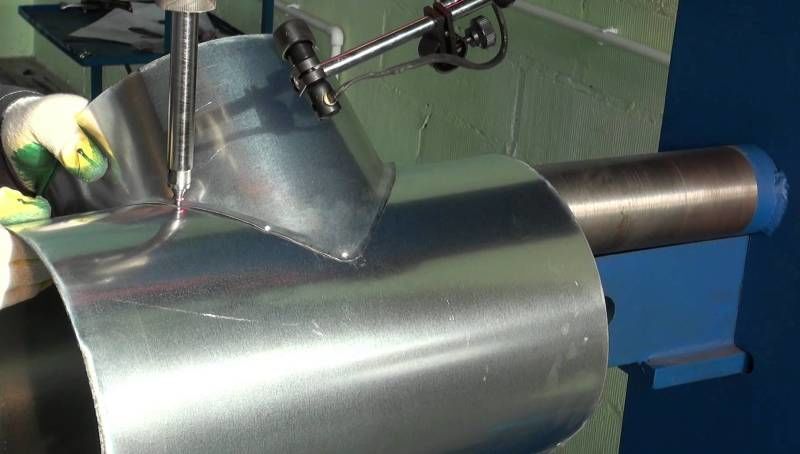
Шовный
Этот метод применим для герметичного соединения листов металла без ограничения длины непрерывного сварного шва. Работа проводится на фрезерном или настольном ручном станке с помощью кольцевидных пуансонов или вращающихся роликов. Состыкованные зачищенные детали помещаются между роликами. После сдавливания и вращения роликов детали свариваются при протяжке. При одностороннем способе давление создается между одним роликом и опорой. При двухстороннем – между парой роликов. В сечении шва толщина уменьшается – это ослабляет сопротивляемость изделий к перегибу в месте сварки, приводит к искривлениям. Поэтому целесообразно рабочую поверхность применяемых роликов увеличить в диаметре.
Сварка специальными клеящими составами
Рассмотрим самый молодой метод холодной сварки подробнее.Доступный в строительных и хозяйственных магазинах клей «холодная сварка» может продаваться в одно- и двухкомпонентном виде. Основным его компонентом, отвечающим за пластичность и однородность всего состава, является эпоксидная смола. Другими наполнителями являются металлические порошки и специфические присадки для придания клею нужных характеристик и свойств (улучшение адгезии, повышение прочности, устойчивости к разрушающим агрессивным средам и критическим температурам).

Приобрести холодную сварку можно в виде мастики, помещенной в цилиндрический тубус, или двухкомпонентной жидкости.
Подготовка к работе этих исполнений отличается:
- Похожую на пластилин мастику отделяют в необходимом количестве от основного бруска поперечным перпендикулярным резом. Затем тщательно разминают в руках. Готовая субстанция прекрасно поддается лепке.
- Во втором случае оба компонента перемешиваются в неметаллической емкости. Однородная масса готова к нанесению шпателем.

Основными усредненными характеристиками всей представленной линейки продукции являются:
- объем производственной упаковки – 57/115 грамм;
- время высыхания: первичное – 30 минут; полное – 5 часов;
- температурные пределы эксплуатации: минимальный — -40 градусов; максимальный — +300 градусов.
Внесение определенных наполнителей может изменять основные параметры клея для его узконаправленного применения.
Выбор холодной сварки
Правильный выбор марки холодной сварки является залогом получения качественного соединения. Сравнивайте параметры предлагаемого ассортимента клея с необходимыми для конкретного вида работы. Обратите внимание на универсальные составы для склеивания алюминия с другими материалами. Внимательно читайте инструкции, советуйтесь с продавцом-консультантом, изучайте отзывы и рекомендации пользователей данного товара. В выборе поможет и информация из «всемирной паутины». Обратите внимание на самые распространенные марки холодной сварки для алюминия: Weicon, Poxipol, Mastix, Devcon, Permatex, Loctite.

Нюансы работы с холодной сваркой
- Все процедуры с использованием холодной сварки проводятся в защитных перчатках и респираторе.
- Подготавливая смесь к работе пользуйтесь неметаллическими инструментами или предметами, чтобы клей не начинал взаимодействие еще до своего использования по назначению.
- Рабочие поверхности должны быть очищены от пыли, налета, мусора и обезжирены.
- После работы остатки клеевой массы сразу убираются или счищаются, ведь после их высыхания удаление становится длительной и трудоемкой операцией.
- Состав, полученный из двух жидких компонентов, сохнет дольше – обязательно учитывайте это перед началом эксплуатации склеенного или восстановленного изделия.
- При восстановлении глубоких дефектов или утраченных поверхностей нанесение клеящей массы выполняется слоями. Для каждого слоя, не превышающего 5 мм, необходимо выдержать цикл полного высыхания.
- Применение холодной сварки ограничивается в условиях высоких температур, повышенного давления восстанавливаемых емкостей и трубопроводов, агрессивности среды дальнейшей эксплуатации изделий.
аргонодуговая технология, особенности и инструкция

Алюминий – один из самых капризных металлов в сварочном деле. Вместе с тем он со своими сплавами является одним из самых популярных металлов. Технологии работы с этим металлом, слава богу, есть. В них нужно разбираться с тем, чтобы выбирать самые оптимальные способы сварки, которые подойдут вам здесь и сейчас.
Трудности в работе с алюминием объясняются его химическими и физическими характеристиками. Этот металл, равно как и его сплавы, уникален: он чрезвычайно легкий на вес, обладает высочайшей тепло- и электропроводностью. Ко всему этому этот металл весьма устойчив к разного рода нагрузкам, в том числе к механическим.
Почему у него такой трудный характер
Если перевести поговорку «большому кораблю — большое плавание» на алюминиевый лад, то она будет звучать так: «уникальным свойствам – уникальные трудности». Уникальностей у алюминия — хоть отбавляй. Трудностей, соответственно, тоже.

Сварка алюминия в среде аргона.
Описывать и объяснять лучше по пунктам:
- Главный физико-химический нюанс состоит в комбинации двух весьма неприятных для работы факторов: постоянного присутствия поверхностной окисной пленки и очень высокой температуры плавления этой самой пленки – от 20500°С. При этом нужно заметить, что сам алюминий готов расплавиться при со всем смешной температуре – всего 660°С.
- Этот пункт – уже следствие первого: капли расплавленного жидкого алюминия мгновенно покрываются окисной пленкой, что напрямую мешает формированию сплошного сварочного шва. Решение этой проблемы давно найдено: для изоляции рабочей зоны от воздуха процесс проводят под защитой инертных газов.
- Образование сварочной ванны также затруднено. Здесь играет роль высокая текучесть расплавленного алюминия. И эта проблемы решена технически: это применение специальных подкладок, которые отводят тепло.
- В дополнение ко всем этим бедам алюминий содержит водород, который стремится выйти наружу при остывании металла в конце процесса. Это сказывается на сварочном шве – в нем образуются поры и трещины. Трещины имеют еще одно объяснение: в сплавах алюминия всегда много кремния, а он способствует их образованию.
- Высокий коэффициент линейного расширения алюминия способствует его расширению при высоких температурах и, соответственно, усадке при остывании. Это приводит к значительной деформации многострадального сварочного шва.
- Высокая теплопроводность алюминия заставляет применять при работе с ним довольно высокие значения сварочного тока.
- Существует множество марок чистого металла и его сплавов. Часто случается, что определить конкретную марку бывает затруднительно, что приводит к дополнительным трудностям с выбором режима и расходных материалов.
Методы сварки алюминия и его сплавов
Таких методов несколько, они предполагают самые разные расходные материалы и оборудование типа флюсовых гранулированных смесей, инертных газов или специализированных электродов.

- AG TIG – аргонодуговая сварка алюминия в защитном облаке инертных газов с использованием неплавящихся вольфрамовых электродов.
- DC MIG – полуавтоматический метод с автоматической подачей присадочной проволоки в среде инертных газов.
- MMA – использование специальных электродов с различными покрытиями.
По техническим сравнительным характеристиками самым оптимальным методом является холодная сварка для алюминия TIP TIG. В сравнении с другими методами TIP TIG имеет прекрасные показатели практически по всем пунктам:
- высокая скорость процесса;
- высокий уровень производительности процесса наплавки – до 3,6 кг\час;
- возможность варить металл с толщиной кромки свыше 2,5 мм;
- ненужный затратный процесс очистки от шлака и брызг металла;
- низкая загазованность процесса;
- не требуется высокой квалификации сварщика, холодная сварка алюминия очень демократична.
При выборе самого эффективного метода соединения алюминия нужно помнить, что придется иметь дело со злополучной поверхностной оксидной пленкой: в любом случае ее необходимо разрушить. Для выполнения этой обязательной задачи нужно использовать только постоянный ток обратной полярности.
В этом случае работает эффект так называемого катодного распыления, которое является грозным убийцей нашей тугоплавкой оксидной пленки.
Постоянный ток прямой полярности в сварке алюминия никак не работает: при этой комбинации не образуется катодное распыление.
Подготовка и еще раз подготовка

Схема сварки алюминия.
Подготовка алюминия к сварке – дело ответственное и обязательное к исполнению. Условия и требования к предварительным этапам работы с данным металлом намного строже, чем с другими металлами. Особое внимание уделяется обработке кромок свариваемых деталей.
Подготовительные этапы следующие:
- Все металлические поверхности свариваемых заготовок, включая присадочную проволоку, тщательно очищаются от любых загрязнений, масел или жиров. Сюда также входит обезжиривание поверхностей с помощью ацетона, авиационного бензина или других растворителей.
- Когда это необходимо, нужно произвести разделку кромок свариваемых металлических заготовок. Если метод не включает использование электродов с покрытием, разделка кромок обязательна при толщине деталей больше 4-х мм. В случае применения покрытых электродов такая разделка нужна лишь при толщине деталей свыше 20-ти мм. При варианте сварки тонких алюминиевых листов с толщиной менее 1,5 мм применяется специальная отбортовка торцов деталей.
- Удаление оксидной пленки с поверхности заготовок с помощью напильника или металлической щетки, сделанной из нержавейки. Пленку нужно удалить на ширине не менее 25 – 30 мм.
- Если сварка алюминия производится в домашних условиях, оксидную пленку можно удалить с использованием химических веществ типа бенз
Метод сварки алюминия с помощью покрытых электродов
Это самый распространенный метод работы с алюминием в домашних условиях. Во-первых, к качеству сварочных швов в данной ситуации предъявляются не такие уж жесткие требования. Во-вторых, из всех приемлемых метод этот самый безопасный.

Способ сварки алюминиевых заготовок.
У этой технологии есть свои недостатки:
- Главный из них – это жесткий лимит на толщину свариваемых деталей: с его помощью можно варить заготовки не толще 4-х мм.
- Значительная пористость сварочного шва и, как результат, его низкая прочность.
- Высокая степень разбрызгивания металла во время сварки.
- Возможная коррозия на поверхности сварочного шва из-за сложного и, возможно неполного удаления шлаковой корки.
С помощью покрытых электродов можно варить изделия как из чистого металла, так и из его различных сплавов. Самыми используемыми и распространенными марками электродов с покрытием являются УАНА и ОЗАНА, с которыми можно работать в сварки всех сплавов с алюминием.
Внутри линеек этих марок есть свои нюансы. Электроды, к примеру, ОЗАНА – 1 используются для сварки заготовок из чистого алюминия, а ОЗАНА – 2 предназначены для очень узкого сочетания с кремнием.
Процесс сварки с покрытыми электродами проводится с помощью постоянного тока на обратной полярности. Эту особенность следует учитывать при выборе сварочного оборудования. К критериям выбора также относится сила сварочного тока, которая зависит от диаметра электрода и которую несложно рассчитать: на 1 мм диаметра сварочного электрода нужно около 30 А постоянного тока.
Если нужно варить алюминиевые заготовки средней или большой толщины, применяется предварительный нагрев металла. Это делается с помощью газовой горелки. Прогревание – важнейший технологический этап со своими правилами. Если кромки заготовок очень толстые, прогревание проводится локально – в месте будущего соединения.
Температура прогревания зависела от толщины металла, температурный диапазон нагревания был очень широким: от 250°С до 4000°С. Охлаждение металла должно быть медленным, это позволяет сделать проплавку эффективно даже с использованием тока небольшой величины.
При соблюдении этих правил минимизируются возможные дефекты сварочного шва: его деформация и кристаллизационные трещины.

Точечная холодная сварка.
Скорость сварки алюминия всегда высокая из-за быстрого расплавления этого металла. В таких условиях становится особенно важным соблюдение непрерывности сварочного процесса: он должен выполняться с использованием одного электрода. Если это не получается, дуга обрывается, что приводит к образованию в кратере шлаковой корки и невозможности повторного поджига.
Выше уже писалось, что удаление шлаковой корки – одна из классических трудностей сварки алюминия. Эту корку следует удалять немедленно с последующей промывкой сварочного шва горячей водой и обработкой металлической щеткой для удаления самых мелких частиц шлака.
Метод сварки алюминия с электродами с покрытием применяется в домашних и кустарных мастерских. Сварка алюминия электродом в домашних условиях не требует специального дорогого оборудования или расходных материалов, проста в исполнении и не требует высокой квалификации сварщика. Но и ответственные работы с помощью этой технологии лучше не выполнять.
Варим алюминий под защитой инертных газов
Сварка алюминия в среде аргона и других защитных газов также весьма популярна, но в большей степени среди профессионалов и в промышленности, хотя в домашних условиях ее тоже можно применять.
Данному методу вполне можно обучиться самостоятельно, в особенности учитывая множество обучающих видеороликов в сети интернета под шапкой «сварка алюминия аргоном для начинающих». Сварочные швы при технологии сварки алюминия и его сплавов прочны, надежны и имеют отличный внешний вид. Кроме того, с помощью этого метода возможна сварка алюминия со сталью.
Здесь тоже применяются электроды, но совсем другого рода: они неплавящиеся и сделаны из вольфрама. Среди инертных защитных газов популярнее всего гелий или аргон, который дешевле гелия и является чемпионом по использованию в сварке. В сварке стали с алюминием используется только аргон.

Схема аргонодуговой сварки алюминия.
Борьба с оксидной поверхностной пленкой в данной технологии проводится несколько иным способом. Сварочная дуга подпитывается от источника переменного тока. Режимы работы разные, они определяются по специальным таблицам в зависимости от типа шва и, главное, толщины свариваемых заготовок.
Калибр вольфрамового электрода, равно как и присадочного прутка, также относится к режиму сварки в числе силы сварочного тока, скорости подачи инертного газа и так далее.
Если продолжить говорить о самостоятельном обучении аргонно дуговой сварке алюминия, то необходимо запомнить следующие несложные правила:
- Важнейшие факторы успеха сварки в инертных газах – методы и качество подачи расходных материалов. К ним относятся присадочный пруток и сам защитный газ. Присадочный пруток лучше всего представить кистью художника, которой вы пишете картину маслом. Что это значит: самым кончиком прутка прикасаются к краю сварочной ванны, а затем отводят назад и вверх. Особенность процесса – то, что поперечные движения прутка ни в коей мере не нужны в отличие от сварки других металлов.
- Подача защитного газа – следующий важнейший фактор успешной сварки алюминиевых сплавов. Газ нужно подавать в зону сварки заранее – примерно за 3 – 5 секунд до начала. Выключение подачи газа соответственно проходит через несколько секунд после окончания процесса – обрыва дуги. Скорость сварки и расход защитного газа – два параметра, за которыми нужно следить самым внимательным образом: они оказывают самое прямое влияние на качество сварочного шва. Если расход газа будет выше, чем это нужно, защита зоны сварки ухудшится – в нее будет засасываться лишний воздух. И наоборот, если скорость соединения будет высокой, а газа в это время будет не хватать, защита от воздуха также будет нарушена.
- Длину электрической дуги нужно соблюдать точно, она должна находиться в пределах 1,5 – 2,5 мм.
- Между электродом из вольфрама и присадочным прутком угол должен составлять 90°.
- А вот угол между электродом и металлической свариваемой поверхностью должен составлять не больше 80°.
- Последовательность в процессе сварки должна быть только такая: сначала идет присадочный пруток, только затем двигается газовая горелка. Именно такой порядок обуславливает надежную защиту шва.
- Для снижения риска прожога тонких деталей или перегрева заготовок под зоной сварки размещают медный или стальной радиатор.
Полуавтоматическая сварка алюминия
Импульсные полуавтоматы – отличные аппараты с высокой эффективностью в работе с алюминием и его сплавами. Борьба с оксидной пленкой в данном случае проводится по-своему: она попросту разбивается за счет импульса высокого напряжения. Этот импульс вводит в сварочную ванну элементы расплавленного металла от плавящегося электрода.
Это очень продвинутый метод с точки зрения физики процесса. Сварные швы выходят очень качественными – надежными и высокой эстетики.
Импульсные полуавтоматы – оборудование довольно дорогое, поэтому этот вид сварки алюминия в домашних условиях используется относительно редко. Хотя встречаются самодеятельные мастера, которые переделывают обычные аппараты и с успехом проводят полуавтоматическую сварку алюминия в домашних условиях.

Способ точечной сварки.
Если же сравнивать друг с другом метод с вольфрамовыми электродами и полуавтоматический метод с точки зрения качества сварочного шва, то у швов после сварки с электродами из вольфрама качество выше, чем после полуавтоматической технологии.
Полуавтоматическая технология имеет свои особенности:
- Для данного метода подходит только постоянный ток обратной полярности.
- Присадочная проволока подается в зону сварки по рукаву. Если она из алюминия и мягкая, то при подаче через рукав могут образовываться петли. Для предотвращения этой беды лучше использовать специальную роликовую систему и рукав покороче с тефлоновым вкладышем внутри.
- Алюминиевую проволоку нужно подавать с большей скоростью, чем стальную из-за того, что алюминий быстро плавится.
- Алюминиевая проволока имеет высокий коэффициент расширения, поэтому при нагреве может увеличиться в объеме и застрять в подающем устройстве. Чтобы этого не происходило, нужно применять специальные наконечники с большим диаметром.
Помимо писанных выше методов для сварки алюминия существуют и другие технологии. Одна из таких — контактная сварка алюминия, которая в домашних условиях практически не выполняется, так как требует и специальных знаний, и опыта, и дорогого специального оборудования.
Автоматическая точечная сварка алюминия с применением специальных биметаллических колпачков также относится к контактной технологии.
Холодная сварка алюминия также в домашних мастерских применяется редко. Ее принцип – сжатие деталей из алюминия под очень высоким давлением, чего пресловутая оксидная пленка не выдерживает.
tutsvarka.ru
Сварка алюминия в домашних условиях: особенности и преимущества
Полуавтоматическая и автоматическая сварка алюминия — популярный метод сварки. Это связано с множеством нюансов, которые предстоит преодолеть при сварке. Алюминий обладает характеристиками, которые существенно усложняют соединение деталей, поэтому мастера пытаются найти способ качественно сварить алюминий и его сплавы. Несмотря на сложности, у алюминия множество достоинств: он легкий, хорошо проводит тепло и ток, устойчив к нагрузкам. С помощью автоматической сварки можно сварить различные алюминиевые конструкции, вы без проблем справитесь со сваркой алюминиевой рамы (рамы велосипеда, например).

В этой статье мы подробно расскажем, как качественно сварить алюминий, а так же поведаем, какие особенности сварки алюминия и его сплавов нужно учесть, чтобы шов получился прочным и долговечным.
Содержание статьи
Особенности сварки алюминия
Технология сварки алюминия и его сплавов учитывает все особенности металла. Об этом знают все опытные мастера, но новички часто даже не догадываются, какие сложности могут возникнуть при сварке алюминия и стали. Давайте остановимся на этом подробнее.
Первая и, пожалуй, самая главная сложность сварки алюминиевых сплавов с применением высоких температур — окисная пленка. Окисная пленка образуется на поверхности металла и плавится при температуре вдвое больше температуры плавления самого алюминия. Из-за этого не удается как следует наплавить металл и сформировать шов.
Даже если металл все же расплавился, он мгновенно покрывается окисной пленкой, покрывающей всю сварочную зону. К счастью, от этой проблемы можно избавиться, продумав все заранее. Сварка меди и алюминия требует использования защитных газов, например, аргона. Газ защищает сварочную зону от образования окиси и позволяет легче сформировать шов.
Вторая особенность — избыточная текучесть алюминия при плавлении. При нагреве металл буквально растекается, не позволяя сформировать сварочную ванну. Мы рекомендуем использовать в своей работе теплоотводящие подкладки, чтобы избавиться от этого недостатка.
Не стоит забывать, что в составе алюминия в большом количестве содержится водород. При остывании шва он стремится наружу, образуя трещины и поры в соединении. В целом, даже самый качественный шов при охлаждении может стать бракованным. Это связано с повышенным коэффициентом линейного расширения алюминия. Металл фактически усаживается (по аналогии с деревом). Шов деформируется и образуются трещины. На картинке ниже вы можете видеть показательный пример.

Соединение алюминия и нержавейки нужно выполнять, установив высокое значение сварочного тока. Выше мы писали, что алюминий обладает повышенной теплопроводностью, соответственно минимальные значения тока он просто пропустит через себя и сварочный процесс пройдет неудачно. Но учтите, что если вы варите нержавейку, то нужно установить силу тока в полтора раза меньшую, чем при сварке алюминия.
Также рекомендуем использовать постоянный ток и установить обратную полярность. Так вы сможете добиться катодного распыления, которое нивелирует негативные особенности окисной пленки. Сваривать алюминий постоянным током, установив прямую полярность, просто не получится.
И последняя особенность, которую нужно учесть, заключается в том, что сварка алюминия (особенно сварка алюминия в домашних условиях) не предполагает знаний о марке металла. Даже на производстве не всегда можно узнать, какая марка алюминия используется при сварке. Поэтому крайне сложно подобрать правильный метод и режим сварки.
Все это часто отталкивает новичков, и они предпочитают вовсе не браться за такую работу. Но не все так сложно, как может показаться на первый взгляд. У любой проблемы есть решение. Далее мы расскажем о методах сварки алюминия, которые учитывают все особенности и позволяют выполнить работу не только качественно, но и быстро.
Способы сварки алюминия

Чтобы сварить алюминий, его сплавы или нержавеющую сталь, можно выбрать различные методы. Все они предполагают использование дополнительных комплектующих, например, газа, специальных электродов или клея. Мы опишем наиболее популярные способы, которые применимы как в промышленной, так и в домашней сварке.
TIG сварка
TIG сварка алюминия — самый популярный метод. Работа осуществляется в среде защитного газа, так же применяются вольфрамовые электроды. С помощью этого метода выполняется точечная сварка алюминия и сварка алюминия плазмой.
MAG/MIG сварка
MAG/MIG сварка алюминия выполняется с применением полуавтоматического сварочного оборудования, но газ здесь заменен на проволоку. При этом присадочная проволока для сварки подается автоматически, так что шов получается довольно качественным.
MMA сварка (дуговая сварка)
Дуговая сварка алюминия — распространенный метод сварки металла в домашних условиях. Для работы необходимы лишь электроды со специальным покрытием. Качество шва заметно хуже, чем при TIG или MAG сварке, но этого достаточно для мелкого ремонта.
Холодная сварка
Холодной сваркой (так же «сухая сварка») называют процесс, когда детали соединяются не с помощью тепла и высоких температур, а с помощью дополнительных материалов или механических манипуляций. Например, с помощью специального клея или станка, деформирующего металл (а вместе с тем разрушающего окисную пленку), вследствие чего образуется соединение. Подробнее принцип работы можно понять, посмотрев видео ниже.Вне зависимости от выбранного метода не забывайте, что сварочные работы по алюминию будут успешными только если вы сможете снизить негативное влияние окисной пленки на сварочный шов.
Подготовка алюминия перед сваркой
Перед сваркой (не важно, домашней или профессиональной) нужно тщательно подготовить металл. Мы расскажем вам все основные этапы. Итак, подготовка алюминия к сварке:
- Для начала нужно как следует очистить поверхность алюминия и присадочную проволоку от грязи или других загрязнений. Даже если вам кажется, что деталь и проволока абсолютно чистые, все равно пройдитесь по ним тряпкой. Затем нужно обезжирить металл, для этого можно использовать любой растворитель (например, ацетон).
- К подготовительным работам также относят разделку кромок. Разделку выполняют только в том случае, если есть необходимость. Мы рекомендуем проводить раздел кромок, если деталь толще 5 мм и при сварке не используются покрытые стержни, а так же если толщина более 20 мм и стержни используются.
- Не забывайте про окисную пленку. Ее можно удалить непосредственно перед сваркой (не полностью, конечно, но остатков будет немного). Для этого используйте напильник или щетку со щетинами из стали. Счистите пленку с кромок и можете приступать к работе. Когда выполняется сварка алюминия в домашних условиях многие мастера используют бензин или соду для удаления пленки. Это не самый эффективный способ, но если вы все же используете его, то промойте кромки водой после такой обработки.
- Зачистка алюминия относится к работам, которые нужно выполнить уж после сварки, но мы уделим этому внимание. Полученный сварочный шов нужно зачистить жесткой металлической щеткой, удалив остатки застывших алюминиевых капель и шлака.
Вместо заключения
Сварка алюминия в домашних условиях — дело непростое. В таком случае у сварщика нет профессионального высокоточного оборудования, дорогих комплектующих и, зачастую, должного опыта. Но это не значит, что вы не сможете выполнить работу относительно качественно. Прежде чем приступать к делу мы рекомендуем потренироваться на ненужном куске алюминия, чтобы оценить свои силы. Желаем удачи!
[Всего голосов: 0 Средний: 0/5]svarkaed.ru
методы сварки, их преимущества и недостатки
В промышленности алюминий применяется долгое время. Его главным преимуществом является то, что при его использовании увеличивается экономия цветных дорогостоящих металлов. Наряду с плюсом, существует и минус, который состоит в том, что алюминий, как металл, трудно контактирует с медью и прочими элементами. При контакте сильно ослабевают болтовые соединения, и в них вырастает сопротивление тока. Чтобы избежать данной ситуации, существует технология холодной сварки алюминия.
Определение холодной сварки
Это способ соединений деталей при обычной комнатной температуре, без нагрева дополнительными источниками. Сваривание происходит при помощи определенных устройств, которые вызывают направленную пластичную деформацию очищенных и обезжиренных поверхностей и напряженное нарастающее напряжение, в результате которого образуется высокопрочное монолитное соединение. В результате создания определенных связей атомов заготовок друг с другом происходит процесс сварки необходимых деталей.
Холодную сварку можно осуществлять в помещении, при любой температуре. Источники нагрева, применяемые в дуговой сварке, здесь не используются.
Методы холодной сварки
Существуют несколько методов:
- стыковой
- точечный
- шовный
- при помощи клея.
Стыковой метод
При стыковом методе заготовки из алюминия помещают в губки и там зажимают. Затем на зажимы поступает давление осевое, детали максимально сближаются между собой. Происходит деформация концов деталей, выпущенных из зажимов, с образованием соединений между молекулами. В некоторых случаях, сварка происходит с использованием направляющих втулок с толкающими пуансонами. Эта схема имеет ряд недостатков:
- детали большой длины, сварке не поддаются, так как их габариты не соответствуют конструкции устройства зажимов;
- часть деталей, зажатая во втулке, деформируется;
- затрудняется удаление облоя с поверхности деталей;
- появляются проблемы с извлечением деталей после окончания процесса сварки.
Точечный метод
При точечной сварке соединение применяется на закрепленных и незакрепленных деталях. Их соединение происходит внахлест под воздействием специальных пуансонов, которые вдавливаются. Место соединения, где находится пуансон, называется сварной точкой. Размер точки равен размеру части пуансона, которая вдавливается.
По линии соединений с некоторыми интервалами располагаются сварные точки. Характеристикой точки сварки считается степень деформирования, т.е. отношение вдавливаемой глубины к толщине свариваемых деталей. Степень деформирования алюминия составляет 60 — 70%, а сплавов алюминия — 75 -90%.
Плюсами этого способа является то, что не нужно предварительно закреплять заготовки, а также низкая деформация деталей в точках соединения.
Шовный метод
Этот способ применяется:
- при постепенном формировании точек, которые расположены друг к другу вплотную;
- при сварке деталей заготовок в одно и то же время по всему шву.
В первом случае для холодной сварки применяются вращающиеся ролики. Вначале, зачищаются детали из металла, затем происходит стык поверхностей и размещение их в пространстве между роликами. Потом они сдавливаются и происходит вращение роликов. В результате протяжки деталей происходит сварка холодным способом.
Существуют два варианта сваривания при помощи роликов:
- Односторонний способ, при котором создается давление одним (единственным) роликом.
- Двухсторонний способ, при котором давление создается двумя роликами.
Шовный метод является самым востребованным в случае, если нужно получить детали без отбортовки.
Метод прямого шва имеет недостаток, так как шов производит отрицательное влияние на эксплуатационные свойства изделия, на его работоспособность. Алюминиевые полосы легко перегибаются по шву, что недопустимо в большинстве случаях. Поэтому применение сваривания прямым швом ограничено. Чаще используют точечную сварку, которая не имеет подобного недостатка.
Метод соединения деталей специальным клеем
Химическая промышленность постоянно развивается и совершенствуется. Как результат, раскрыты некоторые свойства элементов, ранее неизвестные. Поэтому в классический способ холодной сварки были добавлены некоторые особенности, например, использование специальных присадок, улучшающих адгезию, характеристики температуры, устойчивость деталей к агрессивной среде и др. Использование специального клея улучшает прочность соединяемых деталей.
Клей «Холодная сварка» встречается практически в каждом хозяйственном отделе или магазине. Существует много зарубежных и российских производителей аналогичных составов клея, которые отличаются друг от друга только внешним оформлением. Клей состоит из двух тюбиков или бутылок и применяется следующим образом:
- места соединений деталей очистить, обезжирить и хорошо зачистить их поверхность, так как загрязненность поверхности деталей снижает свойства клея к адгезии до 20 процентов.
- процесс сваривания производить в чистом помещении, которое хорошо проветривается;
- содержимое двух бутылок смешиваются в специальной емкости до однородной массы и цвета;
- необходимо помнить, что свежеприготовленный раствор клея сохраняется свои рабочие свойства после смешивания до 30 минут;
- готовую массу нанести на поверхности деталей и прижать их друг к другу;
- удалить излишек клея тканью, смоченной в растворителе или в воде, либо сухим куском ветоши;
- изделия соединенные клеевой холодной сваркой оставляют на время от 5 до 60 минут.
Полное затвердевание наступает в период от 2 до 24 часов в зависимости от марки клея и температурного режима в помещении. Все закрепленные места деталей клеем можно подвергать любой нагрузке, кроме разрыва. Этот вид холодной сварки применяется для склеивания следующих изделий и деталей из алюминия:
- элементов деталей автомобиля (аккумуляторов, радиаторов, баков для топлива, головки цилиндров, глушителей и др.)
- трещин и дыр на корпусе автомобиля
- бытовых инженерных коммуникаций, например, труб для подачи воды в квартиру
- разнообразных инструментов
- санитарно-технических приборов: унитазов и раковин
- аквариумов
- зеркал
- предметов меблировки.
Свойство клея к высокой адгезии, его небольшой срок высыхания, доступность обуславливают популярность данного метода. Недостатком является ограничение областей применения. Метод холодной сварки клеем нельзя использовать в местах:
- где экологическая опасность повышена
- с высокой температурой
- при изменении условий и правил эксплуатации
- в емкостях, которые находятся под повышенным давления
- в агрессивной среде.
Для безопасного выполнения сварки алюминиевых деталей нужно использовать средства индивидуальной защиты: респиратор, перчатки, чтобы вредные вещества, присутствующие в клеевом составе, не раздражали слизистую дыхательных путей и кожный покров. Если частицы клея попали в глаза, надо срочно промыть их большим количеством чистой воды и сразу обратиться к врачу-офтальмологу.
Вывод
Сварка холодным способом деталей из алюминия являются хорошей альтернативой обычным методам сварки. Она широко применяется в современной промышленности для сварки кабелей из алюминия, корпусов приборов (полупроводниковых), для ремонта на лодках, судах и др. транспорте, в изготовлении приборов бытового применения из алюминия: подставок, каркасов, чайников и др.
Оцените статью: Поделитесь с друзьями!stanok.guru
Особенности холодной сварки для алюминия |
 В промышленности алюминий применяется долгое время. Его главным преимуществом является то, что при его использовании увеличивается экономия цветных дорогостоящих металлов. Наряду с плюсом, существует и минус, который состоит в том, что алюминий, как металл, трудно контактирует с медью и прочими элементами. При контакте сильно ослабевают болтовые соединения, и в них вырастает сопротивление тока. Чтобы избежать данной ситуации, существует технология холодной сварки алюминия.
В промышленности алюминий применяется долгое время. Его главным преимуществом является то, что при его использовании увеличивается экономия цветных дорогостоящих металлов. Наряду с плюсом, существует и минус, который состоит в том, что алюминий, как металл, трудно контактирует с медью и прочими элементами. При контакте сильно ослабевают болтовые соединения, и в них вырастает сопротивление тока. Чтобы избежать данной ситуации, существует технология холодной сварки алюминия.
Определение холодной сварки
Это способ соединений деталей при обычной комнатной температуре, без нагрева дополнительными источниками. Сваривание происходит при помощи определенных устройств, которые вызывают направленную пластичную деформацию очищенных и обезжиренных поверхностей и напряженное нарастающее напряжение, в результате которого образуется высокопрочное монолитное соединение. В результате создания определенных связей атомов заготовок друг с другом происходит процесс сварки необходимых деталей.
Холодную сварку можно осуществлять в помещении, при любой температуре. Источники нагрева, применяемые в дуговой сварке, здесь не используются.
Методы холодной сварки
Существуют несколько методов:
- стыковой
- точечный
- шовный
- при помощи клея.
Стыковой метод
 При стыковом методе заготовки из алюминия помещают в губки и там зажимают. Затем на зажимы поступает давление осевое, детали максимально сближаются между собой. Происходит деформация концов деталей, выпущенных из зажимов, с образованием соединений между молекулами. В некоторых случаях, сварка происходит с использованием направляющих втулок с толкающими пуансонами. Эта схема имеет ряд недостатков:
При стыковом методе заготовки из алюминия помещают в губки и там зажимают. Затем на зажимы поступает давление осевое, детали максимально сближаются между собой. Происходит деформация концов деталей, выпущенных из зажимов, с образованием соединений между молекулами. В некоторых случаях, сварка происходит с использованием направляющих втулок с толкающими пуансонами. Эта схема имеет ряд недостатков:
- детали большой длины, сварке не поддаются, так как их габариты не соответствуют конструкции устройства зажимов;
- часть деталей, зажатая во втулке, деформируется;
- затрудняется удаление облоя с поверхности деталей;
- появляются проблемы с извлечением деталей после окончания процесса сварки.
Точечный метод
При точечной сварке соединение применяется на закрепленных и незакрепленных деталях. Их соединение происходит внахлест под воздействием специальных пуансонов, которые вдавливаются. Место соединения, где находится пуансон, называется сварной точкой. Размер точки равен размеру части пуансона, которая вдавливается.
По линии соединений с некоторыми интервалами располагаются сварные точки. Характеристикой точки сварки считается степень деформирования, т.е. отношение вдавливаемой глубины к толщине свариваемых деталей. Степень деформирования алюминия составляет 60 — 70%, а сплавов алюминия — 75 -90%.
Плюсами этого способа является то, что не нужно предварительно закреплять заготовки, а также низкая деформация деталей в точках соединения.
Шовный метод
Этот способ применяется:
- при постепенном формировании точек, которые расположены друг к другу вплотную;
- при сварке деталей заготовок в одно и то же время по всему шву.
В первом случае для холодной сварки применяются вращающиеся ролики. Вначале, зачищаются детали из металла, затем происходит стык поверхностей и размещение их в пространстве между роликами. Потом они сдавливаются и происходит вращение роликов. В результате протяжки деталей происходит сварка холодным способом.
Существуют два варианта сваривания при помощи роликов:
Шовный метод является самым востребованным в случае, если нужно получить детали без отбортовки.
Метод прямого шва имеет недостаток, так как шов производит отрицательное влияние на эксплуатационные свойства изделия, на его работоспособность. Алюминиевые полосы легко перегибаются по шву, что недопустимо в большинстве случаях. Поэтому применение сваривания прямым швом ограничено. Чаще используют точечную сварку, которая не имеет подобного недостатка.
Метод соединения деталей специальным клеем
 Химическая промышленность постоянно развивается и совершенствуется. Как результат, раскрыты некоторые свойства элементов, ранее неизвестные. Поэтому в классический способ холодной сварки были добавлены некоторые особенности, например, использование специальных присадок, улучшающих адгезию, характеристики температуры, устойчивость деталей к агрессивной среде и др. Использование специального клея улучшает прочность соединяемых деталей.
Химическая промышленность постоянно развивается и совершенствуется. Как результат, раскрыты некоторые свойства элементов, ранее неизвестные. Поэтому в классический способ холодной сварки были добавлены некоторые особенности, например, использование специальных присадок, улучшающих адгезию, характеристики температуры, устойчивость деталей к агрессивной среде и др. Использование специального клея улучшает прочность соединяемых деталей.
Клей «Холодная сварка» встречается практически в каждом хозяйственном отделе или магазине. Существует много зарубежных и российских производителей аналогичных составов клея, которые отличаются друг от друга только внешним оформлением. Клей состоит из двух тюбиков или бутылок и применяется следующим образом:
- места соединений деталей очистить, обезжирить и хорошо зачистить их поверхность, так как загрязненность поверхности деталей снижает свойства клея к адгезии до 20 процентов.
- процесс сваривания производить в чистом помещении, которое хорошо проветривается;
- содержимое двух бутылок смешиваются в специальной емкости до однородной массы и цвета;
- необходимо помнить, что свежеприготовленный раствор клея сохраняется свои рабочие свойства после смешивания до 30 минут;
- готовую массу нанести на поверхности деталей и прижать их друг к другу;
- удалить излишек клея тканью, смоченной в растворителе или в воде, либо сухим куском ветоши;
- изделия соединенные клеевой холодной сваркой оставляют на время от 5 до 60 минут.
Полное затвердевание наступает в период от 2 до 24 часов в зависимости от марки клея и температурного режима в помещении. Все закрепленные места деталей клеем можно подвергать любой нагрузке, кроме разрыва. Этот вид холодной сварки применяется для склеивания следующих изделий и деталей из алюминия:
-
 элементов деталей автомобиля (аккумуляторов, радиаторов, баков для топлива, головки цилиндров, глушителей и др.)
элементов деталей автомобиля (аккумуляторов, радиаторов, баков для топлива, головки цилиндров, глушителей и др.) - трещин и дыр на корпусе автомобиля
- бытовых инженерных коммуникаций, например, труб для подачи воды в квартиру
- разнообразных инструментов
- санитарно-технических приборов: унитазов и раковин
- аквариумов
- зеркал
- предметов меблировки.
Свойство клея к высокой адгезии, его небольшой срок высыхания, доступность обуславливают популярность данного метода. Недостатком является ограничение областей применения. Метод холодной сварки клеем нельзя использовать в местах:
- где экологическая опасность повышена
- с высокой температурой
- при изменении условий и правил эксплуатации
- в емкостях, которые находятся под повышенным давления
- в агрессивной среде.
Для безопасного выполнения сварки алюминиевых деталей нужно использовать средства индивидуальной защиты: респиратор, перчатки, чтобы вредные вещества, присутствующие в клеевом составе, не раздражали слизистую дыхательных путей и кожный покров. Если частицы клея попали в глаза, надо срочно промыть их большим количеством чистой воды и сразу обратиться к врачу-офтальмологу.
Вывод
Сварка холодным способом деталей из алюминия являются хорошей альтернативой обычным методам сварки. Она широко применяется в современной промышленности для сварки кабелей из алюминия, корпусов приборов (полупроводниковых), для ремонта на лодках, судах и др. транспорте, в изготовлении приборов бытового применения из алюминия: подставок, каркасов, чайников и др.
Источник
stroymaster-base.ru
Холодная сварка для алюминия
Июнь 8, 2017
Холодная сварка, рассчитанная на алюминий, представляет собой технологию, благодаря которой соединение заготовок осуществляется без их нагрева. По сути, это самое обыкновенное склеивание, осуществляемое за счет пластичности металла. Стоит отметить, что подобная методика встречается довольно-таки часто, для нее не требуется какая-либо особая подготовка или использование специального оборудования. Все работы производятся исключительно в помещении при обыкновенной комнатной температуре.
Особенности холодной сварки
По большому счету, холодная сварка — это клей для металлических элементов, который включает в себя один или два компонента:
- смолы эпоксидного типа, благодаря которым обеспечивается однородность сварного соединения, причем оно образуется без ущерба для пластичности материала;
- определенный процент металла, выполняющего функции наполнителя;
- различные вещества, представляющие собой присадки, за счет которых улучшается адгезия, а металл лучше сопротивляется различным агрессивным воздействиям, способен выдерживать значительные температурные перепады и так далее.
Прочность холодной сварки находится в непосредственной зависимости от состава припоя, правильности его применения и, что немаловажно, от того, насколько правильно были подготовлены поверхности заготовок.Если все требования были выполнены в полном объеме, то сварной шов получается даже более прочным, нежели основный металл. Однако холодная сварка по алюминию, как показывает опыт работы специалистов, является не слишком качественным методом соединения, поэтому ее используют исключительно для проведения небольших ремонтных работ.
Холодная сварка за счет деформации
Соединение заготовок из алюминия в данном случае осуществляется исключительно при комнатной температуре. В основе подобной технологии лежит так называемая пластическая деформация этого металла.
Изделия из алюминия приближаются друг к другу на максимально близкое расстояние, причем в ходе этого процесса осуществляется разрушение слоя оксида, который покрывает поверхность заготовок. После этого кристаллические решетки соединяются между собой, за счет чего получается довольно прочное соединение.Чтобы связи между деталями вышли как можно более прочными, перед самой сваркой элементы нужно полностью очистить от пыли и по возможности обезжирить. Стоит отметить, что таким образом можно соединять не только изделия из алюминия, но и различные другие металлы, например медь, кадмий, никель, железо и так далее. Более того, данная технология прекрасно подходит для сваривания заготовок, сделанных из разных материалов, которые отличаются повышенной чувствительностью к высокой температуре.
Разновидности холодной сварки
На сегодняшний день известно три основных технологии, которые могут использоваться для получения сварных соединений данного типа:
- стыковая;
- точечная;
- шовная.
Точечная методика применяется, когда требуется соединить между собой алюминиевые элементы внахлест. В этом случае придется воспользоваться пуансонами, причем участок, где будет располагаться этот пуансон, носит название сварной точки. Они находятся вдоль линии соединения элементов, но между ними сохраняется определенное расстояние.Качество сварного соединения напрямую зависит от того, насколько сильно будет деформироваться сварная точка. Как правило, деформация для изделий из алюминия допускается в пределах от 60 до 70 %. Ключевым положительным качеством данной технологии является то, что перед началом самого процесса нет необходимости фиксировать заготовки в определенном положении. На сегодняшний день точечный метод является одним из наиболее часто встречающихся.
Другая технология, получившая название шовной, базируется на использовании кольцеобразных пуансонов или специальных роликов. В процессе выполнения соединения ролики или пуансоны придавливают между собой алюминиевые детали, которые предварительно были очищены от оксидной пленки. Однако у этого метода имеется один существенный недостаток: на участке, где формируется шов, металл становится более тонким. В конечном счете, при значительных нагрузках, это может привести к тому, что заготовки начнут перегибаться или искривляться.
Чтобы нивелировать этот дефект, можно увеличить диаметр роликов, однако специалисты советуют по возможности избегать использования подобной технологии.
При применении стыкового метода заготовки, выполненные из алюминия, зажимают в губках таким образом, чтобы встречные концы были незначительно выпущены из них. Когда этот этап будет завершен, на зажимы оказывается довольно сильное осевое давление, что приводит к плотному сближению элементов. В результате осуществляется пластическая деформация, которая в конечном счете приводит к формированию межмолекулярных связей между заготовками.
Стоит отметить, что у этой технологии имеются определенные ограничения. В частности, категорически запрещается соединять между собой чересчур длинные элементы. Это связано с тем, что конструкция зажима не подразумевает сквозных вставок, поэтому детали будут ограничены по своим габаритам этим устройством.
Клеевая сварка
Данная технология не подразумевает использования механизмов или каких-либо особых устройств, поэтому она применяется довольно широко. Как уже говорилось выше, для полноценных сварных работ этот метод не подходит, однако в качестве временного средства он почти идеален.
Во многом за счет активного развития химической промышленности удалось разработать рецепт состава, позволяющего качественно соединять алюминиевые элементы. Дело в том, что в составе имеется ряд специальных присадок, которые могут значительно повысить адгезию материала, его температурные показатели. Сварное соединение такого типа превосходно сопротивляется воздействию даже самых агрессивных химических соединений.
Данные средства продаются практически в каждом магазине, причем такая продукция выпускается как отечественными, так и зарубежными предприятиями. Перед началом работы нужно отрезать от бруска требуемое количество вещества, соединить его с жидкостью из тюбика, идущего в комплекте. После этого данной смесью смазывают участок, который необходимо приварить, затем ждут несколько минут и обрабатывают место с помощью шлифовальной бумаги. Чтобы соединение получилось как можно более прочным, соединяемые элементы предварительно необходимо обезжирить и тщательно очистить от пыли. Воспользоваться данным составом можно только в течение получаса после его приготовления.
electrod.biz
как пользоваться, Алмаз, клей, Mastix
Свариваем алюминий холодным методом
Алюминий — широко используемый человеком материал. Обладая многими преимуществами, он, однако, не лишен и определенных недостатков. Одним из них является сложность в соединении с другими металлами, а также интенсивное образование окислов, препятствующих сварочным работам.
 Холодная сварка для алюминия
Холодная сварка для алюминияСовременные технологии помогают бороться с этой проблемой с помощью холодной сварки для алюминия.
Что же она из себя представляет? Это уникальный способ сварки под давлением, во время которой участвующие в процессе детали не подвергаются нагреву, но с ними происходит пластическая деформация, вследствие создания между ними межатомных связей. Процесс происходит при комнатной температуре, не требует дополнительных источников нагрева, и при этом соединение характеризуется высоким уровнем прочности.
С помощью деформации обеспечивается разрушение оксидного слоя (а также его удаление), препятствующего соединению деталей. Расстояние между деталями получается минимальное — в пределах величины кристаллической решетки. При этом образуются новые атомные связи и формируется единая кристаллическая решетка.
Какие бывают виды холодной сварки для алюминия?
Принято выделять три основных метода холодной сварки:
- точечная сварка;
- стыковая сварка;
- шовная сварка.
Точечный метод
Производится путем соединения алюминиевых деталей внахлест. Для этого используются пуансоны, при вдавливании которых и формируется соединение, именуемое сварной точкой. Прочность на этом участке значительно увеличена в сравнении с местами, которые не подвергались деформации. Площадь, занимаемая сварной точкой, равняется площади пуансонов, которая вдавливается. Степенью деформации называется отношение глубины вдавливания к толщине деталей, и для алюминия она обычно составляет от 60% до 70% (а для алюминиевых сплавов — от 75% до 90%).
Для точечного метода можно зажимать детали, но необходимости в этом нет — она осуществится и без зажимания.
Шовный метод
Данная методика обычно применяется в двух разновидностях:
 Инструкция для холодной сварки
Инструкция для холодной сварки
- последовательное формирование точек, которые перекрываются вместе с непрерывным образованием шва;
- соединение заготовок на протяженности всего шва одновременно.
В первом случае сварочный процесс производится с использованием вращающихся роликов. Металлические детали необходимо зачистить, поверхности — состыковать, разместить в пространстве между роликами, как следует сдавить, а затем начать вращать ролики. Сваривание происходит при протяжке деталей.
Как можно пользоваться холодной сваркой при роликовом варианте?
- Односторонний способ — используется лишь давление, создаваемое одним роликом, который вращается (второй ролик в данном случае выступает опорой).
 Клей mastix для алюминия
Клей mastix для алюминия - Двусторонний способ — для создания давления используются одновременно два ролика, между которыми размещается деталь.
Одновременное соединение по всему шву выполняется с помощью пуансонов (так же, как и при точечном методе). Обычно используются пуансоны кольцевидной формы. В каких случаях используется такое соединение? Чаще всего — когда поставлена задача изготовить изделие, лишенное отбортовки. Следует помнить, что созданный таким способом шов уменьшает сечение металла.
Стыковой метод
 Зажимные губки
Зажимные губкиКлючевая технология при данном методе — специальные губки, в которые зажимаются заготовки. Осевое усилие приводит к деформации концов заготовки, которые выпущены из зажима. Можно сказать, что такая методика чем-то напоминает сжатие материала между жесткими плитами. Чтобы процесс прошел успешно, потребуются определенные условия: разрушенные сваркой поверхностные пленки должны полностью удалиться из зоны будущего контакта. Такие условия можно создать с помощью особой конструкции зажимных губок.
При стыковом методе могут применяться направляющие втулки и пуансоны-толкатели, с помощью которых давление передается на детали. Однако эта техника не лишена некоторых недостатков:
- нет возможности соединить достаточно длинные детали;
- часть детали, находящаяся во втулке, подвержена деформации;
- процесс удаления облоя весьма трудоемок;
- после сварки достаточно трудно извлечь детали из втулок.
Не забываем про особенности швов
Перед тем как активно пользоваться холодной сваркой, нужно разобраться с особенностями получаемых швов.
 Точечный шов на алюминиевых деталях
Точечный шов на алюминиевых деталяхПроцесс, при котором формируется прямой шов, приводит к ослаблению сечения металла, что негативно сказывается на дальнейшей работоспособности изделия. Полученные в результате нахлестного продольного шва две алюминиевых полосы могут беспрепятственно перегибаться по шву, что недопустимо. По этой причине прямые швы в современных условиях холодной сварки используются ограниченно. Более распространен точечный метод, лишенный таких недостатков.
Как бы то ни было, все указанные методы — прекрасная альтернатива традиционной сварке.
Холодная сварка в виде клея
Это один из наиболее простых и доступных методов. Он не требует каких-либо специфических механизмов или инструментов, очень удобен, оперативен и может выручить при аварийных ситуациях даже «в полевых условиях».
 Холодная сварка в виде клея
Холодная сварка в виде клеяВ качестве клеящего вещества выступает двухкомпонентный клей, созданный на основе эпоксидной смолы, в которую добавлен стальной порошок. Может выпускаться в виде мастики или жидкости.
Благодаря достижениям современной химической промышленности, в классический рецепт клея для сварки добавляются особые присадки, позволяющие значительно улучшить адгезию, устойчивость к агрессивной среде, диапазон рабочих температур, и т.д. Прочность такого клея может даже превосходить металл, из которого сделаны соединяемые детали.
Предварительная подготовка
Холодная сварка в жидкой форме выпускается в двух раздельных тюбиках, содержимое которых необходимо смешать друг с другом перед началом работы.
 Подготовка металла перед склеиванием
Подготовка металла перед склеиваниемМастика представляет из себя двухслойный брусок, похожий на пластилин, обычно в цилиндрической упаковке. От такого бруска требуется перпендикулярно отрезать нужное количество вещества, размять его между пальцами, а затем нанести на участок, который предполагается склеить (склеиваемую поверхность рекомендуется предварительно обезжирить, чтобы повысить адгезивные свойства).
Подготовленный к работе клей должен быть использован не позднее чем за 20-30 минут (бывает, что и меньше — зависит от конкретного производителя). Нужно использовать это время, чтобы успеть закончить процесс нанесения клея, после чего на 40-45 минут прижать склеиваемые поверхности друг к другу (время указано для комнатной температуры).
Окончательное затвердевание сварочного клея происходит не ранее чем через 2-3 часа. После этого его можно подвергать практически каким угодно нагрузкам, за исключением деформации «на разрыв».
Приобрести клей или мастику можно практически в любом хозяйственном магазине. Что касается фирмы-производителя, то выбор довольно широк. Примеры могут быть представлены холодной сваркой «Алмаз», «Abro», «Zollex», холодной сваркой «Mastix», и др.
Список ограничений и меры предосторожности
Не рекомендуется использовать холодную сварку в следующих случаях:
 Спецодежда неотъемлема при работе с холодной сваркой
Спецодежда неотъемлема при работе с холодной сваркой- в местах, где повышена экологическая опасность, или присутствует агрессивная окружающая среда;
- преобладание высоких температур;
- регулярное резкое изменение условий эксплуатации;
- находящиеся под большим давлением сосуды;
- если склеиваемые предметы находятся в прямом контакте с продуктами питания или питьевой водой.
При работе с холодной сваркой необходимо использовать перчатки и респиратор, а при попадании в глаза — срочно промыть их проточной водой и обратиться к врачу.
Реклама партнеров
Видео: Холодная сварка для алюминия
Похожие статьи
promtu.ru







