Энциклопедия по машиностроению XXL. Сварка угловых соединений
Сварка в нижнем положении | Тиберис
При сварке в нижнем положении существуют следующие разновидности соединений:
- Стыковые (применяется сварной шов стыкового соединения)
- Угловые (применяется сварной шов углового, нахлестного или таврового соединений).
3.1 Сварка стыкового соединения
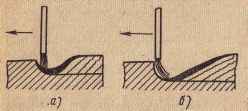
Данный тип сварного соединения чаще всего используется для несложных конструкций обычного назначения. При двухсторонней сварке металла толщиной до 8 мм такое соединение будет достаточно прочным, стыковые соединения изделий толщиной не более 4 мм свариваются с одной стороны. Прочность сварных стыковых соединений определяется глубиной проплавления, а она зависит от диаметра электродов, от толщины свариваемых деталей, от величины сварочного тока и от зазора между деталями.
| Односторонние соединения без скоса кромок, выполняют электродами диаметром равным толщине металла, если она не превышает 4 мм. |  |
| Листы диаметром от 4 до 8 мм сваривают двусторонним швом. | 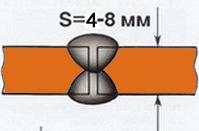 |
|
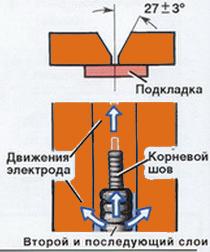
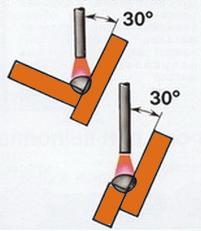
Металл толщиной более 8 мм сваривают с разделкой кромок под углом около 30 градусов. Во избежании прожогов сварку ведут на съемных подкладках (медных или стальных) в несколько проходов. Для первого прохода рекомендуется использовать электрод толщиной не более 4 мм, для последующих - применять электроды с большим диаметром. На рисунке видно, что при первом проходе корневой шов заваривают электродом меньшего размера. Для первого шва важна достаточная глубина провара и его точность (проплавленный метал не должен выходить за кромки). При втором и последующих проходах используется больший по диаметру электрод, его нужно с небольшой скоростью продвигать вперед по шву, при этом делая колебательные движения электрода из стороны в сторону для полного заполнения выемки между кромок. |
 |
3.2 Сварка углового соединения
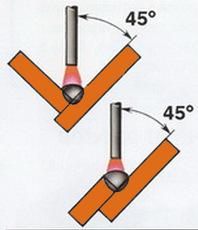
Хорошие результаты при сварке угловых швов обеспечиваются установкой плоскостей соединяемых элементов «в лодочку», т.е. под углом 45 градусов к горизонтали (возможны варианты с меньшим радиусом угла). При этом достигается хорошее проплавление стенок и угла элементов, а опасность непровара или подреза невелика. Сварка «в лодочку» дает возможность наплавлять за один проход швы большого сечения. Оптимальный метод подбирается в зависимости от положения и места проведения сварки.
|
Сварка в симметричную «лодочку» производится при высоких значениях сварочного тока (как обратной, так и прямой полярности) Сварку в симметричную «лодочку» при обратной полярности рекомендуется проводить на максимально короткой дуге. При таком методе меньше вероятность подрезов одной стенки и наплывов на другой, чем при несимметричной «лодочке» |
 |
|
Сварка в несимметричную «лодочку» осуществляется при наклоне под углом 60 и 30 градусов. Электрод должен направлять сварочную дугу прямо в корень сварного шва. Главное - чтобы сварочная дуга не вышла на поверхность пластины за пределами формирующегося шва. Не допускается наплавка слишком большого количества металла за один проход. Метод хорош при работе в труднодоступных местах за счет небольшой амплитуды движений электрода. |
 |
Сварку в «лодочку» лучше всего применять при взаимном расположении свариваемых изделий под углом в 90 градусов при длине угловых швов 8 мм и более.
3.3 Сварка углового соединения (таврового типа)
Обычно при сварке тавровых соединений в нижнем положении нужно несколько проходов. Однопроходные угловые швы допустимы при сварке простых конструкций, но при этом они должны иметь стороны, образующие угол в 45 градусов при угловом сварном шве, и не превышать диаметр используемого электрода более чем на 1,5-3,0 мм.
При многопроходной сварке угловых швов, первый проход всегда выполняется электродом большего размера, чем будут использоваться при повторных проходах. Диаметр электрода для первого прохода - 4-6 мм, шов наплавляется без каких-либо поперечных колебаний электрода. Последующие проходы электродами меньшего диаметра обязательно применяются поперечные колебания (движение электрода из стороны в сторону) Следует внимательно следить, чтобы размах этих колебаний не превысил допустимую ширину шва.
 |
Важно – при сварке угловых соединений таврового типа дугу следует возбуждать на горизонтальной полке, а не на вертикальной. Все угловые швы без скоса кромок со сторонами образующими угол в 90 градусов и со стенками толщиной не больше 10 мм нужно выполнять в один слой поперечными движениями электрода треугольником с небольшой задержкой в корне шва. |
3.4 Сварка углового соединения (нахлесточного типа)
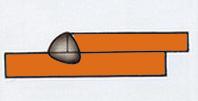 |
Для сварки нахлесточного соединения в нижнем положении при прямой полярности требуется поддерживать короткую сварочную дугу, а при обратной полярности - максимально короткую. Дуга должна быть направлена в корень соединения и расположена по направлению к горизонтальной поверхности пластины (свариваемого изделия). Во время сварки необходимо совершать небольшие возвратно-поступательные движения электродом. Эти колебания будут разогревать всю сварную область, что поможет равномерно заполнить всю сварочную ванну и получить полноразмерный выпуклый шов. |
Угловые сварные швы в нижнем горизонтальном положении, при нахлесточном соединении образуют, угол в 90 градусов и при низкой высоте стенок угла до 10 мм, следует применять электроды диаметром до 10 мм, а так же не стоит производить поперечные колебания электрода из стороны в сторону. Для стенок углов свыше 10 мм применять метод описанный ранее.
www.tiberis.ru
Угловые сварные соединения
Правильное выполнение соединения с остающейся подкладкой считается таким, когда подкладка проплавляется на 1/2—2/3 толщины. Возможность проплавления ухудшается с увеличением зазора между подкладкой и соединяемыми элементами. Этот зазор должен быть не больше 1,5 мм. Прочность соединений с подкладками очень близка к прочности стыковых соединений с двусторонними швами.
Соединения с остающейся подкладкой применяются, когда выполнение двустороннего шва затруднено или невозможно. Такие соединения широко применяются, в частности, при сварке различных трубопроводов или химических аппаратов с диаметром менее 600—800 мм.
На фиг. 33 представлены некоторые виды стыковых соединений с V-образным скосом кромок. Типы а и б — соединения с односторонним и двусторонним прямолинейным скосом кромок, типы виг — соединения с двусторонним и односторонним криволинейным скосом.
Соединения могут иметь односторонние швы (без подварки), двусторонние швы (с подваркой) и швы, выполненные на медной или остающейся подкладках. В зависимости от этого соединения будут иметь различную прочность.
На фиг. 34 представлены стыковые соединения с Х-образным скосом кромок. Такие соединения обладают высокой прочностью под действием любых нагрузок. Площадь наплавленного металла швов Х-образных соединений на 30—40% меньше площади швов V-образных соединений.
При сварке в стык элементов разных толщин более толстый элемент подвергают дополнительной обработке для получения плавного перехода от одного элемента к другому. Если разность в толщине образуется с одной стороны свариваемых элементов, то по ГОСТ 5264 предусматривается дополнительная обработка при разности в толщине стыкуемых элементов (S1—S).

Таблица 41.Размеры конструктивных элементов подготовки кромок свариваемых деталей и размеры швов угловых соединений

Таблица 42.Размеры конструктивных элементов подготовки кромок свариваемых деталей и размеры швов тавровых соединений
Угловые соединения. В табл.41 приведены размеры конструктивных элементов подготовки кромок свариваемых детален и размеры швов угловых соединений. На фиг. 35 показаны некоторые типы сварных соединений.
Большинство соединений может выполняться с двусторонним или односторонним швом. Соединения с односторонним швом обладают достаточной прочностью на срез. Однако применять их при действии переменных и ударных нагрузок, а также в случаях, когда вершина шва может оказаться в растянутой зоне при изгибе, не рекомендуется. Соединения с двусторонними швами обладают высокой прочностью при действии статических нагрузок, а также относительно высокой прочностью при переменных и ударных нагрузках.
www.prosvarky.ru
Сварка угловых соединений - Энциклопедия по машиностроению XXL
| Фиг. 102. Сварка угловых соединений. |  |
В зависимости от площади поперечного сечения шва и положения сварки угловые соединения можно выполнять без скоса или со скосом одной из кромок одно- и многослойными швами. Полный провар стыка без скоса кромок можно получить при толщине стенки в тавровом соединении не более 14 мм. Сварку угловых швов выполняют в положении "в лодочку" или наклонным электродом (рис. 3.33). [c.118]
При соединении встык металла толщиной до 10 мм ручную сварку ведут справа налево (левый способ) (рис. 3.46). При сварке металла меньшей толщины угол между горелкой и изделием устанавливают равным 60°. При сварке изделий больших толщин применяют правый способ угол между горелкой и изделием, так же как и при сварке угловых соединений, устанавливают равным 90°. [c.131]
На рис. 7-30 показано влияние типа сварного соединения и скорости сварки на эффективность газовой защиты. Наиболее надежна защита при сварке угловых соединений с внутренней стороны угла. Вполне надежна также защита при сварке стыковых и нахлесточных соединений. Наименее надежна защита при сварке внешних угловых швов и швов бортовых соединений. Поэтому 374 [c.374]
При сварке угловых соединений в два слоя первый слой выполняют ниточным швом электродом диаметром 3 или 4 мм (без колебательных движений электрода), хорошо проваривая угол соединения. Поверх первого накладывают второй слой движением электрода, показанного на рис. 70,6 или на рис. 71. [c.119]
Сварка угловых соединений конструктивные элементы подготовки кромок, размеры выполненных швов, режимы сварки [c.51]
При сварке угловых соединений в два слоя первый слой выполняют ниточным швом электродом диаметром 3 или 4 мм (без [c.102]
При сварке металла больших толщин применяют правый способ, а угол между горелкой и изделием, так же как и при сварке угловых соединений, устанавливают равным 90°. При полуавтоматической и автоматической сварке электрод располагают также под углом 90° к поверхности изделия. Угол между электродом и присадочной проволокой (диаметром обычно около 2—4 мл1) тоже должен составлять 90°. [c.323]
При сварке углового соединения (см. рис. 79, б) нужно, чтобы конец электрода двигался точно относительно кромок свариваемого металла, иначе могут образоваться подрезы вертикальной кромки и наплывы на горизонтальном листе. Вместе с тем при сварке тавровых соединений не в лодочку требования к точности сборки менее жестки, чем при сварке соединений в лодочку . Это обусловлено тем, что при сварке в лодочку возможность вытекания жидких металла и шлака через зазоры большая, чем при сварке таких соединений наклоненным электродом при положении не в лодочку . Чем больше мощность дуги, тем больше вероятность протекания жидкого металла через зазор. Если зазор более 1— [c.146]
| Таблица 60 Режимы сварки угловых соединений латуней в лодочку |  |
На заводах алюминиевых конструкций технологией производства предусмотрена стыковая сварка угловых соединений рам окон, витражей из профильных элементов. Стыковой сваркой соединяют медные и алюминиевые провода при электромонтажных работах. [c.334]
Самоходная шланговая головка ГСЛ-2-2 (фиг. 67) предназначена для сварки угловых соединений при высоте вертикальной стенки не мепее 15 ) мм. Вертикальная стенка должна отстоять от края горизонтального листа (со стороны [c.267]
Типы головок 1. Головки ГСА-2-2 для сварки угловых соединений с вертикальной стенкой 150 мм и более и полкой — не менее 30 мм. 2. Головки ГСА-1-2 для сварки угловых швов при приварке ребер высотой 50—1R5. км Головки ГСА-2-4 для сварки угловых соединений с вертикальной стенкой 150 мм и более и полкой пе менее 30 мм Набор головок для сварки штуцеров диаметром 30—100 мм Головка для наплавки прп диаметре колес 1320—1850-лш 1 [c.271]
| Фиг. 24. Автоматическая сварка угловых соединений а — вертикальным электродом 6 — наклонным электродом. |  |
Сварку угловых соединений выполняют наклонным электродом или в лодочку. При сварке наклонным электродом без разделки кромок тол наклона его к полке должен составлять 40...50°, а при сварке металла большой толщины со скосом кромки электрод направляют в угол разделки. [c.131]
Головки ГСА-2-4 для сварки угловых соединений с вертикальной стенкой 150 мм и более и полкой не менее 30 мм [c.214]
При автоматической сварке угловых соединений шов образуется не только за счет наплавленного металла, но и за счет основного вследствие значительного проплавления свариваемых кромок. Поэтому, при одинаковом катете швы, выполненные автоматической сваркой, имеют большее сечение, а следовательно, и большую прочность, чем швы, выполненные ручной дуговой сваркой. В связи с этим при переходе от ручной сварки к автоматической катет шва может быть соответственно уменьшен. [c.236]
Сварка угловых соединений. Сварка угловых швов выполняется при двух положениях свариваемого изделия в тавр или в лодочку. Сварка в лодочку имеет ряд преимуществ перед другими видами сварки угловых соединений. Поэтому все угловые соединения, когда это возможно, рекомендуется сваривать в лодочку. [c.222]
Режимы сварки трехфазной дугой углеродистых сталей в лодочку даны в табл. 136 для сварки угловых соединений величина сварочного тока должна быть на 15—20% меньше. [c.223]
| Рис. 7. Расположение экрана при сварке угловых соединений |  |
Ручную сварку металла толщиной до 10 мм выполняют левым способом (рис. 13.10). Поток защитного газа должен надежно охватывать всю область сварочной ванны и разогретую часть присадочной проволоки. При уменьшении толщины свариваемого металла угол между горелкой и изделием уменьшают. Для сварки материала толщиной свыше 10 мм следует применять правый способ сварки, а угол между горелкой и изделием должен быть близким к 90 °. Такое положение горелки относительно изделия рекомендуется и при сварке угловых соединений. Проволоку вводят не в столб дуги, а сбоку, и выполняют ею возвратно-поступатель-ные движения при сварке тонколистового металла. При механизированной и автоматической сварке вольфрамовый электрод располагают перпендикулярно поверхности изделия. Угол между ним и присадочной проволокой приближается к 90 °. При сварке многослойных швов отдельные валики рекомендуется выполнять не на всю ширину разделки. [c.251]
Сварка угловых соединений. Выполняют как в лодочку , так и наклонным электродом. В последнем случае электрод наклоняют на 50...60° к полке. При сварке тонколистового металла дугу направляют в угол. При толщине металла более 5 мм во избежание подрезов стенки электрод смещают в сторону полки. [c.255]
Сварка угловых соединений. Такую сварку можно выполнять наклонным электродом при вертикальном расположении стенки соединения и вертикальным электродом при расположении шва в лодочку . При сварке наклонным электродом угол наклона его к полке должен составлять 40... 50 °. В некоторых случаях при сварке металла большой толщины делают скос кромки. В этом случае электрод направляют в угол разделки. [c.261]
Универсальные тракторы ТС-17 предназначены для дуговой сварки под флюсом переменным или постоянным током прямолинейных и кольцевых швов стыковых (с разделкой и без разделки кромок), угловых и нахлесточных соединений металла толщиной от 2 до 20 мм. Минимальный диаметр внутренних кольцевых швов— 1200 мм. Сварка угловых соединений может осуществляться в лодочку или в тавр наклонным электродом. [c.34]
| Рис. 57. Сварка углового соединения с защитным экраном |  |
Сварка при нижнем положении одного нз свариваемых листов упрощает конструкцию стеллажей для укладки изделий при сварке и значительно сокращает затраты времени на кантовку изделий. Однопроходная сварка угловых соединений в нижнем положении дает возможность получать швы с размером катета до 10 мм. При сварке в положении лодочки катет шва ие ограничивается. [c.526]
Виды и режимы сварки угловых соединений приведены в табл. 8. Эти соединения не применяют в изделиях ответственного назначения (например, в сосудах и котлах, работающих под высоким давлением). Их используют при изготовлении различных баков, ящиков, прямоугольных коробок и контейнеров. Сварка может выполняться однопроходным и двупроходным швами с подваркой и без подварки. [c.42]
Полуавтоматическая сварка угловых соединений труб но технике выполнения п режимам сварки нрактичес1 и не отличается от сваркп аналогичных гавов монтажных заготовок. Сварку пропзводят проволокой диаметром 1,2 —1,6 мм на токе до 200 а. [c.411]
При сварке угловых соединений (тавровых, нахлесточных) часть погонной энергии, вводимая в свариваемый элемент, определяется в зависимости от соотношения толщин элементов. Так, в случае приварки угловым швом к пластине толщиной 6 конструктивного элемента толщиной 5к погонная энергия, вводимая в пластину - 9п.п. и в конструктивный элемент (ребро, стенку, накладку) - д п.к, может бьггь вычислена по формулам [c.21]
mash-xxl.info