Сварка вольфрама с другими металлами. Сварка вольфрама
Сварка вольфрама
Cуществует множество способов сварки вольфрама. Ниже описаны некоторые методы. При аргоно-дуговой сварке вольфрам склонен к образованию трещин. Рекомендуется подогрев до 500.° С и сварка без жесткого закрепления деталей. Вакуумный отжиг при 1800° С в течение 1 ч несколько повышает пластичность сварных соединений, температура перехода в хрупкое состояние которых составляет 700° С. Фирмой General Electris разработан новый порошковый вольфрам GE-15, при дуговой сварке которого пор и трещин не образуется. В камере, заполненной аргоном, можно сваривать фольгу, листы и пластины толщиной от 0,125 до 16 мм. При сварке пластин толщиной 3,2 мм следует точно выдерживать скорость сварки 7,5—9 м/ч. Первую откачку камеры проводят до давления 10~3 мм рт. ст., далее заполняют аргоном и проводят вторую откачку до 0,8—10~3 мм рт. ст. и повторно заполняют аргоном. Сварку проводили при непрерывной дополнительной подаче инертного газа в горелку. Поток инертного газа охлаждает шов, и происходит удаление вредных газов, выделяющихся при сварке, что обеспечивает получение чистых по примесям внедрения швов. При сварке пластин толщиной до 1,5 мм в горелку подают смесь 50% Аг + 50% Не, при сварке материала большей толщины — только гелий. Как правило, дуговую сварку вольфрама ведут с предварительным, сопутствующим и последующим подогревами до 300—650° С. При испытаниях на загиб температура перехода составляла около 600° С. Прочность сварных образцов несколько ниже прочности основного металла до температуры 1650° С. Достаточно хорошо подогреть свариваемые детали, а при охлаждении в вакууме как бы создавались условия отжига после сварки. Введение в расплавленный металл добавок молибдена и окислов титана и циркония способствовало измельчению зерна в структуре швов. Разработан способ соединения тонких листов вольфрама при температурах ниже температуры рекристаллизации. По этому способу производят пайку вольфрама с следующей выдержкой при температуре пайки, при горой происходит взаимодиффузия, что приводит к образованию соединения с высокой температурой повторного расплавления (выше 2760°С). Из 12 опробованных сплавов-припоев наиболее подходящим признан сплав 50 Сг—50 Ni. Пайку производили в вакууме при 1400° С без специальной подготовки листов. Выдержка при температуре пайки составляла 15—30 мин. Этим особом были успешно изготовлены сегментные горловинные вставки ракетных двигателей, которые были стойкими в течение 20 с в газовом потоке реактивного двигателя при 3300° С. Для сравнительно больших поверхностей соединяемых деталей перспективным является способ диффузионной сварки в вакууме. Сварку молибдена и вольфрама проводили на образцах с площадью контакта 6X16, 12X12 и ЮХЮ мм; проводили также сварку фольги из тантала.Сварные соединения на плоских образцах вольфрама толщиной 3,88 мм, а также на цилиндрах (по образующей и опоясывающим швом), полученные электроннолучевой сваркой без предварительного нагрева).
Сварка вольфрама с другими металлами
Разработана и исследована технология электроннолучевой сварки вольфрама с никелем применительно к изготовлению вольфрамо-никелевых выводов электровакуумных приборов. Исследования проводили на двухлучевой установке с целью выбора оптимального режима сварки обеспечивающего минимальный «наплыв» никеля на вольфрам. Получение качественного соединения вольфрама с никелем возможно при действии лучей на околостыковой участок никелевого звена и при осадке вольфрамового звена. Наилучшее качество сварного соединения достигается при использовании жестких режимов сварки, что обеспечивает уменьшение зоны ре кристаллизованного никеля и отсутствие прослойки твердого раствора вольфрама в никеле.Сварные соединения вольфрама с другими тугоплавкими металлами (V, Nb, Та, Мо), полученные аргонодуговой сваркой, характеризуются весьма высокими температурами хладноломкости (как правило, более 700°С).Предложен способ соединения дуговой точечной сваркой в среде защитных газов элементов крепления из молибдена к вольфрамовому отражателю регенеративной лампы. Концы молибденовых фиксаторов диаметром 0,62 мм вставляют в отверстия в вольфрамовом отражателе толщиной 0,12 мм и приваривают точечной аргоно-дуговой сваркой с лицевой стороны отражателя, при этом улучшаются доступ к зоне сварки, контроль за процессом, повышается качество и надежность сварного соединения.Трубки диаметром 12,7 мм с толщиной стенки 1 мм из танталового сплава Та 111 (Та—8W—2Hf) и из вольфрамового сплава (W—25 Re—30 Мо) подвергали электроннолучевой сварке и сварке-пайке1. Образцы сваривали встык без разделки кромок в вакууме 1-10-4 мм рт. ст. при скорости сварки 50 см/мин. При сварке-пайке между образцами помещали прокладку из молибдена, ниобия или сплава Мо—50 Re толщиной 0,46 мм.
Перейдя по ссылкам ниже вы сможете купить вольфрам по привлекательным ценам.
- Мы предлагаем следующую продукцию из вольфрама: вольфрамовую полосу, вольфрамовую проволоку, вольфрамовый пруток, вольфрамовый штабик, вольфрамовые электроды.
www.ural-metall.com
Сварка вольфрама - Справочник химика 21
Примеиение. Вольфрам — материал для изготовлеиия спиралей ламп накаливания, прерывателей системы зажигания карбюраторных двигателей, анодов рентгеновских аппаратов и катодов для электронно-лучевой и плазменной сварки указанные изделия изготавливают методом порошковой металлургии. Сплав ферровольфрам (80 % W) идет на производство твердых, эластичных И устойчивых к растяжению вольфрамовых сталей. Так называемые быстрорежущие вольфрамовые стали (15—18 % W, 2—5 % Сг, 0,6— 0,8 % С не размягчаются даже при температуре красного каления. [c.418]
Для сварки постоянным током прямой полярности применяют вольфрам марки ВТ-15 по нормали ПИО 021—612. Вольфрам этой марки содержит 1,5— 2% окиси тория и не более 0,009% других примесей. Прутки из торированного вольфрама выпускаются диаметром от 1 до 7,5 мм. Для автоматической и полуавтоматической дуговой сварки применяют плавленые (табл. У1-52 и У1-53) и керамические прутки. [c.255]
Тот факт, что атомарный водород не реагирует с металлическим свинцом, используется для того, чтобы отличить атомарный водород от таких свободных алкильных радикалов, как метил и этил, которые легко реагируют со свинцовыми зеркалами (см. стр. 16 136). Лангмюр нашел ценное промышленное применение большого количества тепла, выделяющегося при каталитической рекомбинации атомов водорода. Он предложил горелку с атомарным водородом для высокотемпературной сварки. Ток газообразного водорода продувается через электрическую дугу между вольфрамовыми электродами и затем направляется на свариваемые металлические поверхности. Атомы водорода, образующиеся при термической диссоциации в электрической дуге, рекомбинируют на металлической поверхности, вызывая местный перегрев, в то же время сам водород препятствует окислению. С помощью этого метода можно плавить и обрабатывать такие тугоплавкие металлы, как вольфрам, и добиться удовлетворительной сварки в случае специаль- [c.97]
Твердые припои используют для спайки некоторых металлов, к которым не пристает мягкий припой. Так, при помощи серебра можно прочно спаять вольфрам или молибден, если устранить действие газов пламени, применяя большое количество буры. В технике спайку проводя механизированной точечной сваркой, применяя в качестве защитного газа аргон. Можно также прочно спаивать А1 при помощи богатых алюминием специальных припоев и особых плавней. Описано устройство, которое пригодно для спайки серебром очень тонких (менее 0,1 мм) проволок для термопар [23]. [c.14]
Это явление используют в технике для так называемой атомной сварки . Атомарный водород получается в дуге электрического разряда между вольфрамовыми электродами при атмосферном давлении. Для этого струя газообразного водорода продувается через электрическую дугу, где диссоциация молекул водорода на атомы достигает 20—25%. Полученная струя затем направляется на свариваемую поверхность, которая находится на расстоянии 10—15 см от дуги. На поверхности происходит рекомбинация атомов водорода, что вызывает сильный местный перегрев. При помощи этого метода обрабатываются и плавятся такие тугоплавкие металлы, как вольфрам. Водород при этом одновременно препятствует окислению металла. [c.209]
Плавка вольфрама затруднена вследствие высокой температуры его плавления. В компактном виде металлический вольфрам получается методом порошковой металлургии, путем сварки электрическим током порошка вольфрама, спрессованного в штабики (высокотемпературным спеканием). Сварка спрессованного вольфрама осуществляется при температуре 3000—3100°С путем пропускания через него электрического тока. [c.442]
Сплавы вольфрама с медью (10—40% Си) и серебром — хорошие контактные материалы. Идут на изготовление рубильников, выключателей, контактов прерывателей и т. д. Сплав вольфрама (85—95%) с никелем (3—10%) и медью (2—5%) обладает весьма высокой плотностью и применяется для изготовления защитных экранов от у-лучей (радиотерапия). Металлический вольфрам применяется в электротехнике, радиотехнике и рентгенотехнике, в высокотемпературных электрических печах (заменитель более дорогой платины), термопарах, оптических пирометрах, антикатодах и катодах в рентгеновских трубках, электровакуумной аппаратуре, электродах для водородной сварки и т. д. [c.384]
Плавка вольфрама затруднена вследствие высокой температуры его плавления. В компактном виде вольфрам получается методом сварки электрическим током порошка вольфрама, спрессованного в штабики (высокотемпературное спекание). Компактный вольфрам подвергается ковке до проволоки толщиной 1—3 мм при температурах 1350—1200°. Полученная таким образом толстая проволока протягивается через фильеры из твердых сплавов и алмазные волоки до диаметра проволоки 10—12 ц. Температура при волочении изменяется от 800 до 550° в зависимости от диаметра проволоки. [c.295]
Вольфрам. Вольфрам весьма склонен к образованию трещин при сварке плавлением, и ее выполнение возможно только при подогреве металла не ниже 500° С сварку производят без жесткого закрепления деталей [17]. [c.283]
Второе спекание (сварка) производят при температуре, близкой к температуре плавления (порядка 3000°С). Вольфрам в процессе сварки приобретает плотность 85—90% от теоретической. Окончательно пористость вольфрама исчезает только после ковки и отжига, которым штабик подвергается после сварки. [c.608]
В качестве электрода применяют вольфрам с двуокисью тория, входящей в состав электрода. При отсутствии прутков вольфрама с торием в качестве электрода применяют обычные вольфрамовые прутки с нанесением перед сваркой на конец электрода тонкого слоя порошкообразной двуокиси тория. Применение двуокиси тория способствует устойчивости дуги и снижению температуры на электроде настолько, что конец электрода не оплавляется. [c.133]
Вольфрам — самый тугоплавкий металл. Из него изготовляют мощные эмиттеры для вакуумной техники, добавки к вольфраму тория или лантана резко снижают работу выхода электронов. Вольфрам применяется для сварки металлов в инертных газах (Аг, Не), в плазмотронах, работающих на Аг или N 2, а также в осветительных лампах (нити накаливания). [c.342]
Для получения компактного ковкого металла порошкообразный вольфрам прессуют на гидравлических прессах в разборных пресс-формах в бруски ( штабики ) под давлением 2—5 т/см. Последние спекают в среде водорода сначала в муфельных электропечах, затем в сварочных аппаратах (печах прямого нагрева), в которых нагревающий ток пропускают непосредственно через штабик вольфрама. Температура первого спекания 1300—1400°. Оно придает штабикам некоторую прочность, достаточную для того, чтобы их можно было установить в контактных щипцах сварочного аппарата. Первое спекание также создает полностью металлический контакт между зернами вольфрама, что необходимо для последующей сварки . Второе спекание (сварка) производят при температуре, близкой к температуре плавления (порядка 3000°). Вольфрам в процессе сварки приобретает плотность 85—90% от теоретической. Окончательно пористость вольфрама устраняется только после ковки и отжига, которым штабик подвергают после сварки. [c.274]
Бодорода легко плавятся даже такие тугоплавкие металлы, как вольфрам, температура плавления которого 3410°. Атомарный водород обладает сильной восстанавливающей способностью, что особенно важно при сварке металлов, подверженных окислению. [c.107]
К первой группе относятся пары медь—сталь, обладающие незначительной взаиморастворимостью серебро—.сталь, практически не имеющие растворимости в твердом состоянии свинец— сталь, молибден — медь, вольфрам — медь, те растворяющиеся даже в жидком состоянии. Как показали эксперименты по сварке взрывом, эти соединения получаются вполне удовлетворительными. [c.35]
Для предохранения термопар мы использовали алундовую соломку, а также соломку из окиси циркония. В условиях эксперимента при температурах выше 1650° С алундовая соломка полностью расплавлялась, а циркониевая выдерживала более высокие температуры (1700° С и выше). Измерение температуры производилось одновременно несколькими термопарами. Вольфрам-рениевую термопару калибровали по платино-родие-вой термопаре. В экспериментах, проводимых нри температурах ниже 1600° С, обычно пользовались платино-родиевой термопарой, однако показания вольфрам-рениевой термопары были также вполне устойчивыми и точными. Сварку вольфрам-рениевой термопары осуществляли при помощи аргоновой горелки (в атмосфере аргона). Место сварки на расстоянии 15—20 мм от спая становилось хрупким и требовало осторожного обращения при установке. Часть термопары, находившаяся во время эксперимента в зоне высоких температур, также становилась хрупкой. Для стабилизации термоэлектрических характеристик термоэлектродов вольфрам-рениевой термопары после ее установки необходимо отжечь ее в течение 2 Час. в вакууме или атмосфере аргона при температуре 1450 + 15° С. Для термопары ВР 5/20 термо-э.д.с. составляет для 1500° С — 23,0, для 1700° С - 25,6. [c.28]
Стали, содержащие молибден и вольфрам, выдерживают высокие температуры они находят применение в приборах (трубчатых печах, нагрепателях и т. п.) для создания высоких температур. Сплавы вольфрама с кобальтом и хромом — стеллиты — тверды, износоустойчивы, жаростойки. Сплавы вольфрама с медью и серебром износоустойчивы, тепло- и электропроводны. Они нашли применение для изготовления выключателей, электродов для точечной сварки, рубильников (рабочих частей их) и т. п. [c.386]
Применение -металлов III группы. Применение 8с, У, Ьа ограничено их дефицитностью. Однако лантан Ьа употребляется в сплавах с вольфрамом. Лантанированный вольфрам обладает малой работой выхода электрона и дуговой разряд между электродами из этого материала отличается большой стабильностью (сварка в инертных газах). [c.324]
Свариваемость легированных сталей зависит от содержания и концентрации легирующих компонентов. О влиянии кремния и марганца было сказано выше. Хром при содержании его в стали до 0,9% не оказывает влияния на качество сварки, при повышении его содержания хром образует оксиды хрома С2О3, которые резко повышают твердость стали. Никель не снижает качества сварных швов. Молибден при сварке ухудшает качество сварного шва, легко выгорает, способствует образованию трещин. Ванадий ухудшает свариваемость, так как способствует образованию закалочных структур в металле шва и околошовной зоны. Легко выгорает и окисляется. Вольфрам в процессе сварки может легко окисляться и выгорать. Титан и ниобий способствуют карбидообразованию и поэтому препятствуют образованию карбидов хрома. Ниобий способствует образованию горячих трещин. [c.393]
Высокая теплота рекомбинации атомарного водорода находит техническое нри-менение в автогенной сварке особо тугоплавких металлов при помощи факела Ланг-мюра. Последний состоит из двух, помещенных в струю водорода вольфрамовых стержней, между которыми возникает электрическая дуга. Мимо них через очень узкие дюзы продувается сильной струей водород. При прохождении через дугу водород частично диссоциирует на атомы, а последние опять соединяются в молекулы на резко ограниченном участке поверхности металла, на которую направлена струя. В таких условиях достигается локальное повышение температуры до 4000°. Таким образом, при помонщ факела Лангмюра могут быть расплавлены даже самые тугоплавкие металлы, например тантал или вольфрам. Кроме того, атмосфера водорода, в которой происходит плавление, предохраняет металлы от окисления. [c.65]
В качестве присадочного материала при сварке рекомендуется применять проволоку из сплава марки МНЖКТ 5-1-0,2-0,2 по ВЦТУ 98—60 или проволоку марки Бр.КМцЗ-1 по ГОСТу 5222—50. В качестве неплавящихся электродов рекомендуется применять лантанированный вольфрам по СТУ 45-ЦМ-1150—63, в качестве защитного газа — аргон марок А, Б и В по ГОСТу 10157—62. [c.377]
Несущее острие устройство представлено на рис. 8. Несущая острие нить обычно имеет диаметр 0,012—0,025. м.м и сделана из того же металла, что и острие. Соединения металл — металл делаются точечной сваркой (требуемая для сварки энергия лежит в пределах от 0,5 до 40 Вт/с). Внаи обычно делаются из вольфрама. Поскольку большинство металлов легко привариваются к платине, а не к вольфраму, соединение металл — вольфрам лучше всего делать, обматывая вольфрамовую проволоку двумя или тремя витками очень тонкой платиновой фольги диаметром [c.190]
Вольфрам — самый тугоплавкий в природе металл, повышает жаропрочность и твердость стали при работе в области высоких температур. Вольфрам неокалиностоек, поэтому стали с содержанием вольфрама при сварке необходимо защитить от кислорода воздуха. [c.23]
Вольфрам неокалиностоек, поэтому стали с содержанием вольфрама при сварке необходимо защитить от кислорода воздуха. [c.27]
Большая часть материалов и продуктов проходит тепловую обработку в пламенных печах. Так, подавляющее количество стали получается в мартеновских печах и в конверторах с кислородным и парокислородным дутьем. Сталь, выплавляемая в указанных агрегатах, широко используется в народном хозяйстве и в том Числе в машиностроении. Но некоторое количество вырабатываемой стали, а именно высококачественная высоколегированная сталь, получается в электрических печах, главным образом в дуговых. Эта область металлургии называется электрометаллургией. Она непрерывно развивается, так как народному хозяйству требуются высококачественные стали. История металлургии— это борьба за качество и чистоту. металлов и лх сплавов. Современное электронное машиностроение развивается с использова-ние.м особо чистых металлов и сплавов. Даже незначительное количество растворенных в металле газообразных примесей может при нагреве деталей испортить вакуум в электровакуумных приборах. Современной технике необходимы металлы и сплавы, выдерживающие большие нагрузки при высоких температурах (лопатки газовых турбин, детали ракетных двигателей и т. д.). Для этой цели применяются ниобий, молибден, тантал, вольфрам и их сплавы. Но даже ничтожно малые примеси газов (азот, кислород, водород), а также твердые примеси (углерода и др.) резко снижают механические свойства этих металлов, увеличивают их хрупкость и ухудшают качество сварки. Получение перечисленных металлов производится в электрических печах, позволяющих развить высокие температуры (3 500— 5000°С и выше). [c.87]
chem21.info
Сварка - вольфрам - Большая Энциклопедия Нефти и Газа, статья, страница 1
Сварка - вольфрам
Cтраница 1
Сварка вольфрама неплавящимся электродом в среде гелия производится также на постоянном токе. Хотя вольфрам в 2 5 раза менее теплопроводен, чем красная медь, однако его тугоплавкость ( температура плавления вольфрама 3 367 С) делает необходимым для сварки выделение весьма большого количества тепловой энергии на изделии. Поэтому для сварки вольфрама применяется постоянный ток при прямой полярности в среде гелия. [2]
Трудность сварки вольфрама связана также с его малой пластичностью, которая препятствует формированию необходимого контакта. [3]
Основная трудность при сварке вольфрама сопряжена с высокой температурой плавления его и требуемой чистотой основного металла. [4]
Плавка вольфрама затруднена вследствие высокой температуры его плавления. Сварка спрессованного вольфрама осуществляется при температуре 3000 - 3100 С путем пропускания через него электрического тока. [5]
Сварка вольфрама неплавящимся электродом в среде гелия производится также на постоянном токе. Хотя вольфрам в 2 5 раза менее теплопроводен, чем красная медь, однако его тугоплавкость ( температура плавления вольфрама 3 367 С) делает необходимым для сварки выделение весьма большого количества тепловой энергии на изделии. Поэтому для сварки вольфрама применяется постоянный ток при прямой полярности в среде гелия. [7]
Необходимо учитывать, что рекристаллизация, ухудшающая свойства вольфрама, наступает при температуре 1300 С. Для снятия остаточных напряжений применяется отжиг при температуре 1200 С. Механическая обработка вольфрама крайне сложна и требует специальных приспособлений и инструмента. Сварку вольфрама обычными методами осуществить не удается. Перспективной является лишь электроннолучевая сварка. [8]
Сварные соединения вольфрама при комнатной температуре весьма хрупки; после вакуумного отжига ( при 1800 С в течение 1 ч) хрупкость несколько снижается. Деформация сварных соединений вольфрама возможна при нагреве выше 700 С. В некоторых случаях сварку производят с применением присадочной проволоки из молибдена и тантала, сварка происходит без расплавления вольфрама. Возможна сварка вольфрама плавлением с молибденом, ниобием и танталом. [9]
Подогрев свариваемых листов в процессе сварки не оказывает заметного влияния на свойства сварных соединений сплавов вольфрама. Однако он является очень эффективным способом предотвращения холодных трещин при сварке чистого вольфрама. Подогрев листов в процессе сварки до температуры 700 К позволяет получать бездефектные сварные соединения на газофазном вольфраме. Если при сварке нелегированного вольфрама вакуумно-дуговой или электроннолучевой плавкой подогрев необходим при сварке на любых скоростях, то при сварке порошкового вольфрама он оказывается нужным только при скоростях, превышающих 8 4 мм / с. [10]
Однако металл шва всегда бывает рекристаллизо-ванным и, следовательно, хрупким. Механическое соединение, например заклепочное, по-видимому, наиболее надежно. Вольфрам легко спаивается с медью, серебром и никелем при условии, если спаиваемые детали являются чистыми и пайка производится в неокисляющсй атмосфере. Сварка вольфрама с никелем методом сопротивления вполне удовлетворительна для изготовления деталей электронных ламп. [11]
Страницы: 1
www.ngpedia.ru
Сварка вольфрама — studvesna73.ru
Сварка вольфрама неплавящимся электродом в среде гелия производится также на постоянном токе. Хотя вольфрам в 2 5 раза менее теплопроводен, чем красная медь, однако его тугоплавкость ( температура плавления вольфрама 3 367 С) делает необходимым для сварки выделение весьма большого количества тепловой энергии на изделии. Поэтому для сварки вольфрама применяется постоянный ток при прямой полярности в среде гелия. [2]
Трудность сварки вольфрама связана также с его малой пластичностью, которая препятствует формированию необходимого контакта. [3]
Основная трудность при сварке вольфрама сопряжена с высокой температурой плавления его и требуемой чистотой основного металла. [4]
Плавка вольфрама затруднена вследствие высокой температуры его плавления. Сварка спрессованного вольфрама осуществляется при температуре 3000 — 3100 С путем пропускания через него электрического тока. [5]
Сварка вольфрама неплавящимся электродом в среде гелия производится также на постоянном токе. Хотя вольфрам в 2 5 раза менее теплопроводен, чем красная медь, однако его тугоплавкость ( температура плавления вольфрама 3 367 С) делает необходимым для сварки выделение весьма большого количества тепловой энергии на изделии. Поэтому для сварки вольфрама применяется постоянный ток при прямой полярности в среде гелия. [7]
Необходимо учитывать, что рекристаллизация, ухудшающая свойства вольфрама, наступает при температуре 1300 С. Для снятия остаточных напряжений применяется отжиг при температуре 1200 С. Механическая обработка вольфрама крайне сложна и требует специальных приспособлений и инструмента. Сварку вольфрама обычными методами осуществить не удается. Перспективной является лишь электроннолучевая сварка. [8]
Сварные соединения вольфрама при комнатной температуре весьма хрупки; после вакуумного отжига ( при 1800 С в течение 1 ч) хрупкость несколько снижается. Деформация сварных соединений вольфрама возможна при нагреве выше 700 С. В некоторых случаях сварку производят с применением присадочной проволоки из молибдена и тантала, сварка происходит без расплавления вольфрама. Возможна сварка вольфрама плавлением с молибденом, ниобием и танталом. [9]
Подогрев свариваемых листов в процессе сварки не оказывает заметного влияния на свойства сварных соединений сплавов вольфрама. Однако он является очень эффективным способом предотвращения холодных трещин при сварке чистого вольфрама. Подогрев листов в процессе сварки до температуры 700 К позволяет получать бездефектные сварные соединения на газофазном вольфраме. Если при сварке нелегированного вольфрама вакуумно-дуговой или электроннолучевой плавкой подогрев необходим при сварке на любых скоростях, то при сварке порошкового вольфрама он оказывается нужным только при скоростях, превышающих 8 4 мм / с. [10]
Однако металл шва всегда бывает рекристаллизо-ванным и, следовательно, хрупким. Механическое соединение, например заклепочное, по-видимому, наиболее надежно. Вольфрам легко спаивается с медью, серебром и никелем при условии, если спаиваемые детали являются чистыми и пайка производится в неокисляющсй атмосфере. Сварка вольфрама с никелем методом сопротивления вполне удовлетворительна для изготовления деталей электронных ламп. [11]
Страницы: 9ensp;9ensp;1
Поделиться ссылкой:
9ensp;9ensp;9ensp;Как самый тугоплавкий металл. вольфрам входит в состав ряда жаропрочных сплавов. В частности, его сплавы с кобальтом н хр.о-мом — стеллиты — обладают высокими твердостью, износоустойчивостью, жаростойкостью. Сплавы вольфрама с медью и с серебром сочетают в себе высокие электро- и теплопроводность, и износоустойчивость. Они применяются для изготовления рабочих частей рубильников, выключателей, электродов для точечной сварки. [c.661]
9ensp;9ensp;9ensp;Для сварки постоянным током прямой полярности применяют вольфрам марки ВТ-15 по нормали ПИО 021—612. Вольфрам этой марки содержит 1,5— 2% окиси тория и не более 0,009% других примесей. Прутки из торированного вольфрама выпускаются диаметром от 1 до 7,5 мм. Для автоматической и полуавтоматической дуговой сварки применяют плавленые (табл. У1-52 и У1-53) и керамические прутки. [c.255]
9ensp;9ensp;9ensp;Твердые припои используют для спайки некоторых металлов. к которым не пристает мягкий припой. Так, при помощи серебра можно прочно спаять вольфрам или молибден, если устранить действие газов пламени, применяя большое количество буры. В технике спайку проводя механизированной точечной сваркой. применяя в качестве защитного газа аргон. Можно также прочно спаивать А1 при помощи богатых алюминием специальных припоев и особых плавней. Описано устройство, которое пригодно для спайки серебром очень тонких (менее 0,1 мм) проволок для термопар [23]. [c.14]
9ensp;9ensp;9ensp;Плавка вольфрама затруднена вследствие высокой температуры его плавления. В компактном виде металлический вольфрам получается методом порошковой металлургии. путем сварки электрическим током порошка вольфрама, спрессованного в штабики (высокотемпературным спеканием). Сварка спрессованного вольфрама осуществляется при температуре 3000—3100°С путем пропускания через него электрического тока. [c.442]
9ensp;9ensp;9ensp;Сплавы вольфрама с медью (10—40% Си) и серебром — хорошие контактные материалы. Идут на изготовление рубильников, выключателей, контактов прерывателей и т. д. Сплав вольфрама (85—95%) с никелем (3—10%) и медью (2—5%) обладает весьма высокой плотностью и применяется для изготовления защитных экранов от у-лучей (радиотерапия). Металлический вольфрам применяется в электротехнике, радиотехнике и рентгенотехнике, в высокотемпературных электрических печах (заменитель более дорогой платины), термопарах, оптических пирометрах. антикатодах и катодах в рентгеновских трубках. электровакуумной аппаратуре, электродах для водородной сварки и т. д. [c.384]
9ensp;9ensp;9ensp;Плавка вольфрама затруднена вследствие высокой температуры его плавления. В компактном виде вольфрам получается методом сварки электрическим током порошка вольфрама, спрессованного в штабики (высокотемпературное спекание). Компактный вольфрам подвергается ковке до проволоки толщиной 1—3 мм при температурах 1350—1200°. Полученная таким образом толстая проволока протягивается через фильеры из твердых сплавов и алмазные волоки до диаметра проволоки 10—12 ц. Температура при волочении изменяется от 800 до 550° в зависимости от диаметра проволоки. [c.295]
9ensp;9ensp;9ensp;Вольфрам. Вольфрам весьма склонен к образованию трещин при сварке плавлением. и ее выполнение возможно только при подогреве металла не ниже 500° С сварку производят без жесткого закрепления деталей [17]. [c.283]
9ensp;9ensp;9ensp;Второе спекание (сварка) производят при температуре, близкой к температуре плавления (порядка 3000°С). Вольфрам в процессе сварки приобретает плотность 85—90% от теоретической. Окончательно пористость вольфрама исчезает только после ковки и отжига, которым штабик подвергается после сварки. [c.608]
9ensp;9ensp;9ensp;В качестве электрода применяют вольфрам с двуокисью тория, входящей в состав электрода. При отсутствии прутков вольфрама с торием в качестве электрода применяют обычные вольфрамовые прутки с нанесением перед сваркой на конец электрода тонкого слоя порошкообразной двуокиси тория. Применение двуокиси тория способствует устойчивости дуги и снижению температуры на электроде настолько, что конец электрода не оплавляется. [c.133]
9ensp;9ensp;9ensp;Вольфрам — самый тугоплавкий металл. Из него изготовляют мощные эмиттеры для вакуумной техники. добавки к вольфраму тория или лантана резко снижают работу выхода электронов. Вольфрам применяется для сварки металлов в инертных газах (Аг, Не), в плазмотронах, работающих на Аг или N 2, а также в осветительных лампах (нити накаливания). [c.342]
9ensp;9ensp;9ensp;Для получения компактного ковкого металла порошкообразный вольфрам прессуют на гидравлических прессах в разборных пресс-формах в бруски ( штабики ) под давлением 2—5 т/см. Последние спекают в среде водорода сначала в муфельных электропечах. затем в сварочных аппаратах (печах прямого нагрева), в которых нагревающий ток пропускают непосредственно через штабик вольфрама. Температура первого спекания 1300—1400°. Оно придает штабикам некоторую прочность. достаточную для того, чтобы их можно было установить в контактных щипцах сварочного аппарата. Первое спекание также создает полностью металлический контакт между зернами вольфрама, что необходимо для последующей сварки. Второе спекание (сварка) производят при температуре, близкой к температуре плавления (порядка 3000°). Вольфрам в процессе сварки приобретает плотность 85—90% от теоретической. Окончательно пористость вольфрама устраняется только после ковки и отжига, которым штабик подвергают после сварки. [c.274]
9ensp;9ensp;9ensp;К первой группе относятся пары медь —сталь, обладающие незначительной взаиморастворимостью серебро—.сталь, практически не имеющие растворимости в твердом состоянии свинец— сталь, молибден — медь, вольфрам — медь, те растворяющиеся даже в жидком состоянии. Как показали эксперименты по сварке взрывом, эти соединения получаются вполне удовлетворительными. [c.35]
9ensp;9ensp;9ensp;Для предохранения термопар мы использовали алундовую соломку, а также соломку из окиси циркония. В условиях эксперимента при температурах выше 1650° С алундовая соломка полностью расплавлялась, а циркониевая выдерживала более высокие температуры (1700° С и выше). Измерение температуры производилось одновременно несколькими термопарами. Вольфрам-рениевую термопару калибровали по платино-родие -вой термопаре. В экспериментах, проводимых нри температурах ниже 1600° С, обычно пользовались платино-родиевой термопарой, однако показания вольфрам-рениевой термопары были также вполне устойчивыми и точными. Сварку вольфрам-рениевой термопары осуществляли при помощи аргоновой горелки (в атмосфере аргона ). Место сварки на расстоянии 15—20 мм от спая становилось хрупким и требовало осторожного обращения при установке. Часть термопары, находившаяся во время эксперимента в зоне высоких температур. также становилась хрупкой. Для стабилизации термоэлектрических характеристик термоэлектродов вольфрам-рениевой термопары после ее установки необходимо отжечь ее в течение 2 Час. в вакууме или атмосфере аргона при температуре 1450 + 15° С. Для термопары ВР 5/20 термо-э.д.с. составляет для 1500° С — 23,0, для 1700° С — 25,6. [c.28]
9ensp;9ensp;9ensp;Стали, содержащие молибден и вольфрам, выдерживают высокие температуры они находят применение в приборах (трубчатых печах. нагрепателях и т. п.) для создания высоких температур. Сплавы вольфрама с кобальтом и хромом — стеллиты — тверды, износоустойчивы, жаростойки. Сплавы вольфрама с медью и серебром износоустойчивы, тепло- и электропроводны. Они нашли применение для изготовления выключателей, электродов для точечной сварки. рубильников (рабочих частей их) и т. п. [c.386]
9ensp;9ensp;9ensp;Применение -металлов III группы. Применение 8с, У, Ьа ограничено их дефицитностью. Однако лантан Ьа употребляется в сплавах с вольфрамом. Лантанированный вольфрам обладает малой работой выхода электрона и дуговой разряд между электродами из этого материала отличается большой стабильностью (сварка в инертных газах). [c.324]
9ensp;9ensp;9ensp;Свариваемость легированных сталей зависит от содержания и концентрации легирующих компонентов. О влиянии кремния и марганца было сказано выше. Хром при содержании его в стали до 0,9% не оказывает влияния на качество сварки. при повышении его содержания хром образует оксиды хрома С2О3, которые резко повышают твердость стали. Никель не снижает качества сварных швов. Молибден при сварке ухудшает качество сварного шва, легко выгорает, способствует образованию трещин. Ванадий ухудшает свариваемость, так как способствует образованию закалочных структур в металле шва и околошовной зоны. Легко выгорает и окисляется. Вольфрам в процессе сварки может легко окисляться и выгорать. Титан и ниобий способствуют карбидообразованию и поэтому препятствуют образованию карбидов хрома. Ниобий способствует образованию горячих трещин. [c.393]
9ensp;9ensp;9ensp;В качестве присадочного материала при сварке рекомендуется применять проволоку из сплава марки МНЖКТ 5-1-0,2-0,2 по ВЦТУ 98—60 или проволоку марки Бр.КМцЗ-1 по ГОСТу 5222—50. В качестве неплавящихся электродов рекомендуется применять лантанированный вольфрам по СТУ 45-ЦМ-1150—63, в качестве защитного газа — аргон марок А, Б и В по ГОСТу 10157—62. [c.377]
9ensp;9ensp;9ensp;Несущее острие устройство представлено на рис. 8. Несущая острие нить обычно имеет диаметр 0,012—0,025. м.м и сделана из того же металла, что и острие. Соединения металл — металл делаются точечной сваркой (требуемая для сварки энергия лежит в пределах от 0,5 до 40 Вт/с). Внаи обычно делаются из вольфрама. Поскольку большинство металлов легко привариваются к платине, а не к вольфраму, соединение металл — вольфрам лучше всего делать, обматывая вольфрамовую проволоку двумя или тремя витками очень тонкой платиновой фольги диаметром [c.190]
9ensp;9ensp;9ensp;Вольфрам — самый тугоплавкий в природе металл. повышает жаропрочность и твердость стали при работе в области высоких температур. Вольфрам неокалиностоек, поэтому стали с содержанием вольфрама при сварке необходимо защитить от кислорода воздуха. [c.23]
9ensp;9ensp;9ensp;Вольфрам неокалиностоек, поэтому стали с содержанием вольфрама при сварке необходимо защитить от кислорода воздуха. [c.27]
9ensp;9ensp;9ensp;Большая часть материалов и продуктов проходит тепловую обработку в пламенных печах. Так, подавляющее количество стали получается в мартеновских печах и в конверторах с кислородным и парокислородным дутьем. Сталь, выплавляемая в указанных агрегатах, широко используется в народном хозяйстве и в том Числе в машиностроении. Но некоторое количество вырабатываемой стали, а именно высококачественная высоколегированная сталь. получается в электрических печах. главным образом в дуговых. Эта область металлургии называется электрометаллургией. Она непрерывно развивается, так как народному хозяйству требуются высококачественные стали. История металлургии— это борьба за качество и чистоту. металлов и лх сплавов. Современное электронное машиностроение развивается с использова-ние.м особо чистых металлов и сплавов. Даже незначительное количество растворенных в металле газообразных примесей может при нагреве деталей испортить вакуум в электровакуумных приборах. Современной технике необходимы металлы и сплавы, выдерживающие большие нагрузки при высоких температурах (лопатки газовых турбин. детали ракетных двигателей и т. д.). Для этой цели применяются ниобий, молибден, тантал, вольфрам и их сплавы. Но даже ничтожно малые примеси газов (азот, кислород, водород), а также твердые примеси (углерода и др.) резко снижают механические свойства этих металлов, увеличивают их хрупкость и ухудшают качество сварки. Получение перечисленных металлов производится в электрических печах. позволяющих развить высокие температуры (3 500— 5000°С и выше). [c.87]
Вольфрамовые электроды являются прутками из вольфрама, которые очень распространены как сварочный материал для сваривания аргонодуговой сваркой. Как правило, их используют для сваривания особо ответственных соединений с использованием постоянного тока обратной полярности, а также для сваривания большинства нержавеющих и высоколегированных сталей. Помимо этого ними сваривают жаропрочные сплавы и цветные металлы.
Технология сваривания, а также производства вольфрамовых электродов работает таким образом, что данный вид электродов обеспечивает стабильное сваривание, стабильную сварочную дугу, а также термостойкость и устойчивость к эксплуатации.
С помощью вольфрамовых сварочных электродов производят сваривание высококачественных сварочных швов. Примечательно, что для сваривания вольфрамовыми электродами не обязательно, чтобы свариваемые детали были разного химического состава. Широкую популярность приобрело сваривание вольфрамовыми электродами в аргоновой среде. Это сильно влияет на процесс сваривания в лучшую сторону. Такое сваривание сразу же прекрасно зарекомендовало себя, особенно при появлении таких металлов, как титан, никель, молибден и высоколегированные стали.
Вольфрамовые электроды являются неплавящимися, однако при сваривании используются вместе с присадочной проволокой. В основном такие электроды применяют для сваривания цветных металлов, а также их сплавов. Помимо этого нередко можно заметить использование вольфрамовых электродов для сварки высоколегированных сталей. Также вольфрамовые электроды используются для получения сварочного шва высокого качества из металлов одного или разных составов.
Неплавящиеся сварочные электроды из вольфрама имеют некоторые отрицательные качества. Среди этих недостатков не очень хорошая зажигаемость сварочной дуги. Для этого нужно совершать зажигание дуги в три этапа:
• Короткое замыкание электрода на заготовке; • Отведение электрода от свариваемого материала на небольшое расстояние; • Возникновение устойчивой сварочной дуги;
Для того чтобы улучшить качество поджога сварочной дуги, а также достичь высокой стабильности при сваривании вольфрамовыми электродами иногда добавляют цирконий. Это позволяет улучшить качество сваривания, а также использовать данный вид электродов в различных токовых средах.
Данный вид сваривания прекрасно зарекомендовал себя для сваривания молибдена, никеля, титана и высоколегированных сталей. В данном случае источником высокой температуры является электрический ток. При таком сваривании основными элементами при сваривании является вольфрамовый электрод и газ аргон. При сваривании неплавящимся электродом подается газ аргон, и сваривание производится уже в защищенной среде. Такая защита прекрасно повышает характеристики сварочного шва, а также делает сам сварочный процесс намного проще и эффективнее.
Содержание:
В том случае, когда к сварному шву предъявляются особенно строгие требования, касающиеся его чистоты и точности, не обойтись без аргонодуговой сварки. Такими качествами должен обладать шов, выполняемый, например, при изготовлении автомобилей. Применяемая в данной ситуации сварка вольфрамовым электродом позволяет не только выполнить все необходимые условия, но и существенно сэкономить расход подручных материалов, то есть непосредственно самих электродов.
Особенности вольфрамовых электродов и сварки ими.
Вольфрам – это наиболее тугоплавкий из всех применяемых для изготовления электродов металлов. Температура его плавления составляет 3422 градуса Цельсия. Вследствие этого расход электродов при выполнении аргоновой сварки сводится к минимальным значениям.
Вести такую сварку можно как в ручном, так и в полуавтоматическом или автоматическом режиме. При этом можно вообще не применять присадку, используя в качестве материала для формирования сварного шва металл с расплавляемых кромок детали. Такой подход еще больше повышает экономичность сварочных работ.
Вольфрамовые неплавящиеся электроды применяют для сварки металлических изделий, толщина которых может начинаться с 0,1 мм. Максимальная толщина в данном случае не ограничена.
Одним из главных условий получения качественного и точного сварного шва является тщательная подготовка кромок и сборка свариваемых деталей. Особенно важно это в том случае, если ведется соединение заготовок из тонколистового металла. Здесь необходимо произвести предварительную сборку изделия с помощью прихваток, выполняемых тем же вольфрамовым электродом. При промышленном производстве в этом случае обычно используются специальные сборочные станки.
Еще одно важное условие – это вытеснение воздуха из зоны сварки. Для этого работы ведутся в среде защитных газов (чаще всего аргона). Количество необходимого газа зависит от многих факторов: от толщины металла, от его химического состава, от размера свариваемых деталей, от типа сварного соединения. Кроме того, на расход газа влияет и скорость сварки – чем быстрее она ведется, тем более мощным должен быть защитный газовый поток. Важно, чтобы под действие аргона попадала вся сварочная ванна, а также разогретый конец присадки (если она применяется) и сам электрод.
Существенной особенностью сварки при помощи вольфрамового электрода является то, что зажигание дуги требуется производить без прикосновения его конца к металлу свариваемого изделия. Сделать это можно при помощи осциллятора. Дело в том, что в момент зажигания дуги при контакте электрода и основного металла вольфрам на его конце сплавляется с металлом, то есть появляется состав, температура плавления которого гораздо ниже, чем у чистого вольфрама. А это приводит к снижению качества сварного соединения. Также очень важно правильно выбрать сварной ток – это позволит свести к минимуму расход электрода при сварке и надолго сохранить форму заточки его конца.
Использование прямой полярности сварного тока позволяет добиться минимального нагрева вольфрама, а значит, и снизить расход электрода. Также этому способствует и аргоновая защита электрода от окисления кислородом воздуха. В результате за час работы сварщика вольфрамовый электрод уменьшается на десятые, а иногда и на сотые доли грамма. Другими словами, одного такого изделия может хватить на несколько полных рабочих смен.
Технологические характеристики сварки вольфрамовым электродом.
Вольфрамовый электрод с успехом применяется для сварки изделий из разных видов металлов, толщина которых варьируется от самых маленьких значений до 6-8 мм. Также допускается использование данных видов электродов и для выполнения более толстых соединений, но на практике это встречается редко. Применение в таком случае плавящихся электродов позволяет получить шов с более высокими технико-физическими характеристиками и повысить производительность труда.
Выбор технологии проведения сварки зависит от того, выполняется ли она ручным способом или в автоматическом режиме.
При ручной сварке необходимо соблюдать следующие требования:
- сварка производится по направлению справа налево;
- при сварке изделий небольшой толщины горелка располагается под углом в 60 градусов к поверхности свариваемого изделия;
- если сварке подвергаются детали большой толщины, горелка располагается как при сварке угловых швов, то есть под углом в 90 градусов к поверхности детали;
- способ ведения присадочного прутка также зависит от толщины изделия. Если речь идет о деталях из тонколистового металла, пруток вводится сбоку от столба дуги при совершении возвратно-поступательных колебаний. При сварке же значительных по толщине деталей движения прутка должны быть поступательно-поперечными.
Если сварка выполняется в автоматическом или полуавтоматическом режиме, то направление выбирается таким образом, чтобы присадочный пруток шел перед дугой. При этом вольфрамовый электрод должен располагаться под углом в 90 градусов к поверхности свариваемых заготовок. Угол между электродом и присадочным прутком также должен быть прямым.
Отличительные черты аргонодуговой сварки алюминия вольфрамовым электродом.
Аргонодуговая сварка применяется сегодня при выполнении неразъемного соединения деталей из самых разных металлов: стали, никеля, меди, а также их сплавов. Но наибольшую популярность она получила при сварке алюминиевых изделий, особенно если речь идет об изготовлении ответственных конструкций для самолетостроения или машиностроения.
Теоретические рекомендации гласят, что сварка алюминия вольфрамовым электродом должна вестись на постоянном токе обратной полярности (с «плюсом9raquo; на электроде). Но практика показывает, что в данном случае добиться устойчивого, ровного горения дуги практически невозможно. А это приводит к тому, что кромки свариваемых деталей расплавляются недостаточно хорошо, а расход дорогостоящего вольфрамового электрода увеличивается в разы. Именно поэтому чаще всего практикующие сварщики производят работы с алюминием на переменном токе нормальной частоты.
В этом случае период сварки делится на два полупериода:
- в одном из них ток меньше, а на электроде находится «плюс9raquo;,
- в другом ток больше, а на электроде «минус9raquo;.
В том полупериоде, когда электрод имеет положительный заряд, поверхность свариваемого металла очищается. Когда же электрод заряжен отрицательно, металл усиленно расплавляется, при этом нагрев самого вольфрама снижается. Свойство металла очищаться во время проведения сварки позволяет выполнять работы без применения специальных флюсов.
Некоторые нюансы аргонодуговой сварки вольфрамовым электродом.
Одно из важных условий для получения качественного сварного соединения – это стабильная дуга. Добиться от дуги непрерывного, ровного горения помогает постоянный ток прямой полярности. При этом значения тока могут быть совсем небольшими – от 5 А, а напряжение – от 12 В. На постоянном токе производят сварку стали, меди, латуни, чугуна, титана и их сплавов.
Большое значение при сварке на постоянном токе имеет заточка вольфрамового электрода – его конец должен быть острым и четко очерченным. При промышленной сварке электроды затачивают с помощью специального оборудования – станков с алмазным кругом. При их отсутствии подойдет и обычный точильный станок или мелкозернистый круг. Заточка производится по направлению к концу электрода. При этом необходимо внимательно следить за тем, чтобы электрод в процессе подготовки не перегрелся. Превышение температуры вольфрама выше допустимых значений делает его очень хрупким – такой электрод будет просто крошиться в процессе сварки.
Кроме того, для выполнения аргонодуговой сварки необходим защитный газ высокой чистоты – в нем должно содержаться не менее 99,99% аргона. В противном случае говорить о высоком качестве сварного шва не придется. Кстати, именно сварной шов поможет определить качество аргона – если газ содержит большое количество посторонних примесей, материал сварного шва будет темнеть.
Обратите внимание! Использование аргона надежно защищает изделия от появления на их поверхности в процессе сварки оксидной пленки. Но при этом оксиды, которые находились на металле изначально, аргон не удаляет. Поэтому до начала сварки необходимо тщательно зачистить кромки свариваемых заготовок.
Сварку алюминия и его сплавов, как уже упоминалось, ведут на переменном токе. Заточка электрода здесь также имеет большое значение. Правда, в этом случае электрод не оттачивается остро, как жало – достаточно немного закруглить его конец. Кроме того, перед сваркой алюминия очень важно правильно подготовить детали и точно подобрать присадочный материал. Что касается подготовки, то это, в первую очередь, зачистка и обезжиривание свариваемых поверхностей, а также снятие с них фаски, если детали выполнены из толстого металла. В качестве присадки при сварке вольфрамовым электродом алюминия может выступать как чистый алюминий (Al 99%), так и его сплавы – силумин (сплав алюминия с кремнием AlSi) или дюраль (алюминий плюс магний AlMg).

Сварка вольфрамовым электродом предназначена для соединения металлов и сплавов в инертной среде. Вольфрам, плавящийся при температуре 3422 градуса, является наиболее тугоплавким металлом, что позволяет использовать его для изготовления электродов.
Сварка вольфрамовым неплавящимся электродом посредством автоматических устройств или ручном режиме позволяет получать прочные чистые швы, благодаря чему она получила широкое распространение в машиностроении, и в частности, в автомобилестроении.

Для предотвращения окисления рабочей поверхности, вольфрамовая сварка осуществляется в среде инертных газов – аргона, ксенона, криптона, гелия, азота или их смесей. Наиболее доступным из них является аргон, благодаря чему он наиболее часто применяется при производстве сварочных работ. Для повышения качества и надежности сварного шва вольфрамовые электроды tig сварки покрываются защитным слоем из оксидов церия, циркония, тория или иных редкоземельных элементов.

Особенности технологии сварки вольфрамовыми электродами

Технология сварки вольфрамовым электродом имеет некоторые особенности, учет которых позволяет повысить надежность соединения при одновременной экономии расходных материалов. Перечислим их:

- Для обеспечения качественного сваривания, кромки заготовок, особенно при работе с тонколистовыми конструкциями, следует зафиксировать ручной прихваткой или специальными сборочными элементами.
- Рабочая поверхность электрода должна быть чистой, так как наличие окислов на нем может сказаться на снижении качества сварного шва.
- Электродуга возбуждается осциллятором, а расплавленный торец не контактирует со свариваемой поверхностью или присадочной проволокой.
- Оптимальный подбор силы тока обеспечивает экономный расход электрода при сохранении формы его заточки.
- Как было отмечено выше, вольфрамовая сварка проводится в среде инертных газов, чаще всего аргона. Расход газа находится в прямой зависимости от толщины и типа свариваемых металлов, а также скорости сварки.
- При сваривании встык заготовок толщиной менее 10 мм сварочная дуга направляется справа налево. Угол между соплом горелки и деталью при работе с тонким металлом не должен превышать 60 градусов. При работе с более толстыми заготовками, угол между горелкой и металлом должен составлять около 90 градусов.
- При сварке тонких металлических листов присадочная проволока не должна направляться в дугу, оставаясь сбоку. Проволока приближается к точке сваривания возвратно-поступательными движениями. При сваривании толстых деталей присадка направляется поступательно-поперечными движениями.

Марки электродов для вольфрамовой сварки
- Электрод WP (цветная маркировка – зеленая). Содержание вольфрама в электродах данной марки составляет свыше 99%. WP обеспечивает устойчивую дугу в инертной среде при сварке переменным током с использованием осциллятора. В качестве инертного газа предпочтительно использовать аргон или гелий. Электроды марки WP оптимальны для сваривания изделий из алюминия и магния. Из-за ограниченности тепловой нагрузки на рабочий конец, ему придается шарообразная форма.
- Электрод WC 20 (цветная маркировка – серая). Благодаря двухпроцентному содержанию оксида церия улучшен первоначальный запуск электрической дуги. WC 20 – универсальные вольфрамовые электроды, предназначенные для работы с переменным током и токами прямой положительной полярности. Изделия применяются для сварки трубопроводов разного предназначения, а также тонколистовых заготовок.
- Электроды WL 15 и WL 20 (цветная маркировка – синяя). Изделия, содержащие оксид лантана, обеспечивают устойчивый запуск первоначальной и повторной дуги. Наличие лантана увеличивает рабочий ток при одновременном уменьшении износа. Марка WL 20 часто применяется в промышленных сварочных устройствах благодаря получению чистого и надежного сварного шва. Важной характеристикой изделия является то, что заточка сварочного электрода сохраняется долго, и это создает преимущества при сваривании черных и нержавеющих сталей постоянным током прямой полярности.
- Электрод WT 20 (цветная маркировка – красная). Это наиболее распространенная марка вольфрамовых электродов, популярность которых обусловлена наличием легированного покрытия из тория. При этом следует отметить, что торий является радиоактивным элементом низкого уровня, поэтому заточка сварочного электрода должна проводиться с соблюдением мер безопасности. При эпизодическом использовании электродов данной марки незначительные выделения тория не наносят ущерб здоровью, однако при регулярной работе с электродами WT 20 рабочее место сварщика должно быть оборудовано системой принудительной вентиляции.
- Электрод WY 20 (цветная маркировка – темно-синяя). Изделие предназначено для сваривания наиболее ответственных узлов и конструкций из титана, нержавеющих, низколегированных, углеродистых сталей, цветных металлов, сплавов. Вольфрамовый электрод WY 20 с напылением из иттрия является наиболее устойчивым во всей линейке неплавящихся электродов, выпускаемых промышленностью.
studvesna73.ru
Сварка вольфрама с другими металлами
На протяжении последних лет массовое применение в различном качестве находят тугоплавкие металлы, к категории которых относится и вольфрам. Сварка вольфрама имеет свои особенности, которые обусловлены высокой температурой плавления – порядка 3400 градусов.
Особенности сварки
Особенности процесса обусловливаются повышенными температурами плавления вольфрама. Специалисты напоминают, что качество сварки вольфрама во многом зависит от чистоты самого металла. Она должна быть максимально высокой. Для самой процедуры необходимо подготовить источники, дающие достаточную концентрацию при нагреве.
Ещё один важный нюанс состоит в том, что при обычном температурном режиме соединения с вольфрамом, полученные путём сварки, проявляют склонность к растрескиванию, выраженную хрупкость. Поэтому до начала сварочных работ с участием этого металла нужно заблаговременно подогревать основное сырье. Требуется температура от +500 градусов и выше.

Если сваривать отдельные элементы, не допуская их жёсткого скрепления между собой, можно не допустить последующего формирования на поверхности металла трещин.
Изредка специалисты делают упреждающий ход, повышая пластичность сварной области. Для этого уже по окончании термообработки деталь сначала нагревается до 1800 градусов, а по прошествии часа подвергается охлаждению с применением специализированных печей.
Чтобы гарантировать чистоту рабочих элементов, их обрабатывают с применением электрополировки либо травят горячей массой, состоящей из четырёх кислот – хромовой, серной, плавиковой и азотной.
Необходимые условия
Важные аспекты получения качественных швов по итогам выполнения сварки, особенно актуальные для тонколистовых конструкций, таковы:
- сборка кромочной части при использовании вольфрамовых электродов;
- соблюдение точных измерений;
- применение по мере необходимости сборочно-сварочных инструментов.
Во время сварки вольфрама электроды должны быть чистыми. Это, в свою очередь, повысит качество готового шва. В противном случае будет формироваться другой сплав, характеризующийся пониженной температурой для плавления, что негативно отражается на качестве шва как такового.

Работа с вольфрамовыми электродами
Электроды, выполненные из вольфрама, нашли широкое практическое применение. Для возбуждения дуги применяется осциллятор. Причём раскалённый торец не должен соприкасаться с присадочной проволокой либо металлом.
Чтобы обеспечить сохранность заточки используемого электрода и не допустить его искусственного перерасхода, важно верно подбирать величину силы тока. Результат будет тем лучше, чем надёжнее из рабочей зоны будет выведен воздух.
Когда используется вольфрам для аргонной сварки в виде электродов или других способов работы, обычно обращаются к применению таких газов, которые характеризуются достаточной инертностью. Речь идёт об углекислом газе либо аргоне. Причём затраты такого газа определяются составом металла и его толщиной в совокупности с выбранной методикой для сварки.

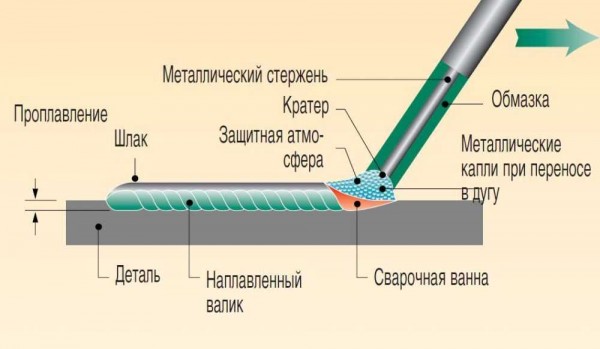
Во время процесса вольфрамовой сварки важно следить, чтобы газовое облако покрывало полностью сварочную ванну, а также рабочий электрод. Если требуется выполнение сварочных работ на высокой скорости, придётся заранее нарастить скорость подачи инертных газов.
Технологические особенности сварки
При сварке вольфрама между собой либо с прочими металлами, когда состыковываются элементы с толщиной порядка 10 мм, направление движения сварочной дуги всегда влево. Конкретные случаи могут иметь свои особенности.
Так, при работе с тонкими металлами важно не превышать 60-градусного угла между горелкой и рабочей деталью. Когда необходимо соединить отдельные элементы со значительной толщиной посредством сварки вольфрама с другими металлами, угол устанавливается в 90 градусов.
Если идёт работа с вольфрамовыми электродами с тонким материалом, в том числе при использовании вольфрама для сварки алюминия, присадочную проволоку располагают по боковой стороне от дуги. При выполнении движений возвратно-поступательной направленности она будет постепенно сближаться со сварной зоной.
Когда идёт работа со значительной толщиной, проволока должна исполнять возвратно-поступательное движение.
Возможна работа с вольфрамовыми электродами с автоматической или полуавтоматической сваркой. В ходе такой работы строго выдерживается угол между электродом и прутком, подбирается направленность движений.

Способы сварки вольфрама
На практике сварка вольфрама может выполняться по различным методикам, каждый из них имеет собственные характерные особенности. Чаще всего обращаются:
- к аргонодуговой сварке;
- пайке вольфрама с последующей выдержкой при определённой температуре;
- диффузионной сварке в условиях вакуума.
Особенности аргонодуговой сварки
Когда выполняется аргонодуговая сварка вольфрама с волфрамом или иными металлами, важно изначально учесть наличие склонности к растрескиванию. Поэтому изначально сырье подогревается приблизительно до 500 градусов. От жёсткой фиксации деталей вполне можно отказаться.
Далее для повышения пластичности готовых соединений, выполняется часовой отжиг в условиях вакуума, когда температура поднимается до 1800 градусов.
Не так давно специалисты разработали специализированную разновидность порошкового вольфрама. При его практическом применении не происходит формирования трещин на поверхности, что немаловажно.
В условиях наполненной аргоном камеры возможно проведение сварки различных пластин и листов толщиной не более 16 мм. Если идёт работа с материалом, толщина которого достигает 3,2 мм, важно придерживаться рекомендованной скорости выполнения сварки – не более 9 км/ч.
Особенности пайки вольфрама, за которой следует длительная выдержка материала при температурах пайки
Этот вариант имеет много общего и с аргонодуговой сваркой вольфрама. Результатом рабочего процесса в таком случае выступает явление взаимодиффузии, в результате которой образуется новое соединение, характеризующееся особенно высокими температурами для повторного расплавления.

Этот способ особенно актуален, когда ведётся работа с обширными рабочими поверхностями отдельных элементов. Эта методика подойдёт для сварки вольфрама с молибденом.
По этой технологии возможно соединение танталовой фольги. Особенность этого способа состоит в том, что предварительного нагрева исходного сырья заранее не требуется.
Вольфрам для аргонной сварки
Работа по технологии аргонной сварки ведётся с применением специальных вольфрамовых электродов. Они могут изготавливаться не только из очищенного металла, но и из вольфрама, подвергшегося лантанировке либо тарированию. Электроды последних двух типов обеспечивают не только стабильность, но и высокое качество сварочной дуги.
При сварке вольфрама конкретные марки электродов различаются на основании присутствия в них всевозможных добавок и примесей. Современные специалисты выделяют три наиболее часто используемые на практике категории.
При выполнении сварки вольфрама со сталью задача электродов состоит в том, чтобы выдержать максимальные токи, не допуская плавления. Это объясняется тем, что, если сам вольфрам расплавится, качество соединения существенно снизится.
Если сварка ведётся в условиях переменного тока, происходит резкая смена полярности, необходима подача сильного тока, который бы поддерживал окончание электрода в расплавленном виде.
Популярные марки электродов
На практике чаще всего применяются следующие вольфрамовые электроды:
- Из чистого вольфрама. Они имеют зелёное окрашивание, применяются при работе в условиях переменного тока. Актуальны для выполнения сварки с алюминием, магнием, бронзой.
- Из циркониевого вольфрама. Они имеют белое окрашивание. Лучше всего себя зарекомендовали в условиях переменного тока, при повышенном токе отличаются прекрасной зажигаемостью дуги. Лучше всего подходит для сварки никеля, бронзы, алюминия.
- Из лантанированного вольфрама. Они имеют золотистое либо синее окрашивание. Актуальны для выполнения сварочных работ в условиях переменного либо постоянного тока, содержат окисную добавку. Такие электроды подходят для напыления, сварки и резки.

Сварка с медью
На фоне развития современной технической отрасли периодически возникает необходимость в изготовлении конструктивных элементов, выполненных из различных материалов и их сочетаний. Изредка требуется сварка вольфрама с медью. Но работа с любым тугоплавким металлом сопряжена с рядом сложностей.
Для таких случаев обычно применяется диффузионная сварка. Она позволяет добиться соединения различных материалов, в том числе меди и вольфрама.
Достоинство указанной методики состоит в том, что она гарантирует соединение таких металлов, которые при прочих условиях сварить не представляется возможным.
Сварка с рением
Возможно применение самых разных элементов в качестве легирующих. Они необходимы для изменения свойств во время работы с различными тугоплавкими металлами. Лучше всего нормализует свариваемость указанных металлов рений. Он наилучшим образом нормализует механические свойства как при повышении, так и при понижении температуры в ходе работы с молибденом и вольфрамом. Для таких случаев характерна самая низкая свариваемость.

Когда речь идёт об оптимальных составах, сварка вольфрама с рением протекает нормально. Материал пластичен и нормально сваривается даже при низком температурном режиме.
Итоги
Для современной промышленности характерно активное и динамичное развитие. Это становится причиной более активного практического применения разнообразных сплавов на основе вольфрама и иных тугоплавких металлов. Но работа с ним – процесс сложный. В первую очередь, это обуславливается трудоёмкостью процесса, сложностью и, конечно, тугоплавкостью исходного сырья.
Труднее всего ведётся работа со сплавами на основе металлов, классифицирующихся как тугоплавкие, когда их сформировали посредством прессования.
Чтобы гарантировать наилучший результат, желательно приступать непосредственно к сварке вольфрама только по завершении предварительного этапа – нагрева рабочего участка металла до температуры в 500 градусов.
загрузка...
worldfb.ru
Сварка вольфрама с другими металлами
На протяжении последних лет массовое применение в различном качестве находят тугоплавкие металлы, к категории которых относится и вольфрам. Сварка вольфрама имеет свои особенности, которые обусловлены высокой температурой плавления – порядка 3400 градусов.
Особенности сварки
Особенности процесса обусловливаются повышенными температурами плавления вольфрама. Специалисты напоминают, что качество сварки вольфрама во многом зависит от чистоты самого металла. Она должна быть максимально высокой. Для самой процедуры необходимо подготовить источники, дающие достаточную концентрацию при нагреве.
Ещё один важный нюанс состоит в том, что при обычном температурном режиме соединения с вольфрамом, полученные путём сварки, проявляют склонность к растрескиванию, выраженную хрупкость. Поэтому до начала сварочных работ с участием этого металла нужно заблаговременно подогревать основное сырье. Требуется температура от +500 градусов и выше.

Если сваривать отдельные элементы, не допуская их жёсткого скрепления между собой, можно не допустить последующего формирования на поверхности металла трещин.
Изредка специалисты делают упреждающий ход, повышая пластичность сварной области. Для этого уже по окончании термообработки деталь сначала нагревается до 1800 градусов, а по прошествии часа подвергается охлаждению с применением специализированных печей.
Чтобы гарантировать чистоту рабочих элементов, их обрабатывают с применением электрополировки либо травят горячей массой, состоящей из четырёх кислот – хромовой, серной, плавиковой и азотной.
Необходимые условия
Важные аспекты получения качественных швов по итогам выполнения сварки, особенно актуальные для тонколистовых конструкций, таковы:
- сборка кромочной части при использовании вольфрамовых электродов;
- соблюдение точных измерений;
- применение по мере необходимости сборочно-сварочных инструментов.
Во время сварки вольфрама электроды должны быть чистыми. Это, в свою очередь, повысит качество готового шва. В противном случае будет формироваться другой сплав, характеризующийся пониженной температурой для плавления, что негативно отражается на качестве шва как такового.

Работа с вольфрамовыми электродами
Электроды, выполненные из вольфрама, нашли широкое практическое применение. Для возбуждения дуги применяется осциллятор. Причём раскалённый торец не должен соприкасаться с присадочной проволокой либо металлом.
Чтобы обеспечить сохранность заточки используемого электрода и не допустить его искусственного перерасхода, важно верно подбирать величину силы тока. Результат будет тем лучше, чем надёжнее из рабочей зоны будет выведен воздух.
Когда используется вольфрам для аргонной сварки в виде электродов или других способов работы, обычно обращаются к применению таких газов, которые характеризуются достаточной инертностью. Речь идёт об углекислом газе либо аргоне. Причём затраты такого газа определяются составом металла и его толщиной в совокупности с выбранной методикой для сварки.

Во время процесса вольфрамовой сварки важно следить, чтобы газовое облако покрывало полностью сварочную ванну, а также рабочий электрод. Если требуется выполнение сварочных работ на высокой скорости, придётся заранее нарастить скорость подачи инертных газов.
Технологические особенности сварки
При сварке вольфрама между собой либо с прочими металлами, когда состыковываются элементы с толщиной порядка 10 мм, направление движения сварочной дуги всегда влево. Конкретные случаи могут иметь свои особенности.
Так, при работе с тонкими металлами важно не превышать 60-градусного угла между горелкой и рабочей деталью. Когда необходимо соединить отдельные элементы со значительной толщиной посредством сварки вольфрама с другими металлами, угол устанавливается в 90 градусов.
Если идёт работа с вольфрамовыми электродами с тонким материалом, в том числе при использовании вольфрама для сварки алюминия, присадочную проволоку располагают по боковой стороне от дуги. При выполнении движений возвратно-поступательной направленности она будет постепенно сближаться со сварной зоной.
Когда идёт работа со значительной толщиной, проволока должна исполнять возвратно-поступательное движение.
Возможна работа с вольфрамовыми электродами с автоматической или полуавтоматической сваркой. В ходе такой работы строго выдерживается угол между электродом и прутком, подбирается направленность движений.

Способы сварки вольфрама
На практике сварка вольфрама может выполняться по различным методикам, каждый из них имеет собственные характерные особенности. Чаще всего обращаются:
- к аргонодуговой сварке;
- пайке вольфрама с последующей выдержкой при определённой температуре;
- диффузионной сварке в условиях вакуума.
Особенности аргонодуговой сварки
Когда выполняется аргонодуговая сварка вольфрама с волфрамом или иными металлами, важно изначально учесть наличие склонности к растрескиванию. Поэтому изначально сырье подогревается приблизительно до 500 градусов. От жёсткой фиксации деталей вполне можно отказаться.
Далее для повышения пластичности готовых соединений, выполняется часовой отжиг в условиях вакуума, когда температура поднимается до 1800 градусов.
Не так давно специалисты разработали специализированную разновидность порошкового вольфрама. При его практическом применении не происходит формирования трещин на поверхности, что немаловажно.
В условиях наполненной аргоном камеры возможно проведение сварки различных пластин и листов толщиной не более 16 мм. Если идёт работа с материалом, толщина которого достигает 3,2 мм, важно придерживаться рекомендованной скорости выполнения сварки – не более 9 км/ч.
Особенности пайки вольфрама, за которой следует длительная выдержка материала при температурах пайки
Этот вариант имеет много общего и с аргонодуговой сваркой вольфрама. Результатом рабочего процесса в таком случае выступает явление взаимодиффузии, в результате которой образуется новое соединение, характеризующееся особенно высокими температурами для повторного расплавления.

Этот способ особенно актуален, когда ведётся работа с обширными рабочими поверхностями отдельных элементов. Эта методика подойдёт для сварки вольфрама с молибденом.
По этой технологии возможно соединение танталовой фольги. Особенность этого способа состоит в том, что предварительного нагрева исходного сырья заранее не требуется.
Вольфрам для аргонной сварки
Работа по технологии аргонной сварки ведётся с применением специальных вольфрамовых электродов. Они могут изготавливаться не только из очищенного металла, но и из вольфрама, подвергшегося лантанировке либо тарированию. Электроды последних двух типов обеспечивают не только стабильность, но и высокое качество сварочной дуги.
При сварке вольфрама конкретные марки электродов различаются на основании присутствия в них всевозможных добавок и примесей. Современные специалисты выделяют три наиболее часто используемые на практике категории.
При выполнении сварки вольфрама со сталью задача электродов состоит в том, чтобы выдержать максимальные токи, не допуская плавления. Это объясняется тем, что, если сам вольфрам расплавится, качество соединения существенно снизится.
Если сварка ведётся в условиях переменного тока, происходит резкая смена полярности, необходима подача сильного тока, который бы поддерживал окончание электрода в расплавленном виде.
Популярные марки электродов
На практике чаще всего применяются следующие вольфрамовые электроды:
- Из чистого вольфрама. Они имеют зелёное окрашивание, применяются при работе в условиях переменного тока. Актуальны для выполнения сварки с алюминием, магнием, бронзой.
- Из циркониевого вольфрама. Они имеют белое окрашивание. Лучше всего себя зарекомендовали в условиях переменного тока, при повышенном токе отличаются прекрасной зажигаемостью дуги. Лучше всего подходит для сварки никеля, бронзы, алюминия.
- Из лантанированного вольфрама. Они имеют золотистое либо синее окрашивание. Актуальны для выполнения сварочных работ в условиях переменного либо постоянного тока, содержат окисную добавку. Такие электроды подходят для напыления, сварки и резки.

Сварка с медью
На фоне развития современной технической отрасли периодически возникает необходимость в изготовлении конструктивных элементов, выполненных из различных материалов и их сочетаний. Изредка требуется сварка вольфрама с медью. Но работа с любым тугоплавким металлом сопряжена с рядом сложностей.
Для таких случаев обычно применяется диффузионная сварка. Она позволяет добиться соединения различных материалов, в том числе меди и вольфрама.
Достоинство указанной методики состоит в том, что она гарантирует соединение таких металлов, которые при прочих условиях сварить не представляется возможным.
Сварка с рением
Возможно применение самых разных элементов в качестве легирующих. Они необходимы для изменения свойств во время работы с различными тугоплавкими металлами. Лучше всего нормализует свариваемость указанных металлов рений. Он наилучшим образом нормализует механические свойства как при повышении, так и при понижении температуры в ходе работы с молибденом и вольфрамом. Для таких случаев характерна самая низкая свариваемость.

Когда речь идёт об оптимальных составах, сварка вольфрама с рением протекает нормально. Материал пластичен и нормально сваривается даже при низком температурном режиме.
Итоги
Для современной промышленности характерно активное и динамичное развитие. Это становится причиной более активного практического применения разнообразных сплавов на основе вольфрама и иных тугоплавких металлов. Но работа с ним – процесс сложный. В первую очередь, это обуславливается трудоёмкостью процесса, сложностью и, конечно, тугоплавкостью исходного сырья.
Труднее всего ведётся работа со сплавами на основе металлов, классифицирующихся как тугоплавкие, когда их сформировали посредством прессования.
Чтобы гарантировать наилучший результат, желательно приступать непосредственно к сварке вольфрама только по завершении предварительного этапа – нагрева рабочего участка металла до температуры в 500 градусов.
загрузка...
buk-journal.ru
Сварка вольфрама с другими металлами
На протяжении последних лет массовое применение в различном качестве находят тугоплавкие металлы, к категории которых относится и вольфрам. Сварка вольфрама имеет свои особенности, которые обусловлены высокой температурой плавления – порядка 3400 градусов.
Особенности сварки
Особенности процесса обусловливаются повышенными температурами плавления вольфрама. Специалисты напоминают, что качество сварки вольфрама во многом зависит от чистоты самого металла. Она должна быть максимально высокой. Для самой процедуры необходимо подготовить источники, дающие достаточную концентрацию при нагреве.
Ещё один важный нюанс состоит в том, что при обычном температурном режиме соединения с вольфрамом, полученные путём сварки, проявляют склонность к растрескиванию, выраженную хрупкость. Поэтому до начала сварочных работ с участием этого металла нужно заблаговременно подогревать основное сырье. Требуется температура от +500 градусов и выше.

Если сваривать отдельные элементы, не допуская их жёсткого скрепления между собой, можно не допустить последующего формирования на поверхности металла трещин.
Изредка специалисты делают упреждающий ход, повышая пластичность сварной области. Для этого уже по окончании термообработки деталь сначала нагревается до 1800 градусов, а по прошествии часа подвергается охлаждению с применением специализированных печей.
Чтобы гарантировать чистоту рабочих элементов, их обрабатывают с применением электрополировки либо травят горячей массой, состоящей из четырёх кислот – хромовой, серной, плавиковой и азотной.
Необходимые условия
Важные аспекты получения качественных швов по итогам выполнения сварки, особенно актуальные для тонколистовых конструкций, таковы:
- сборка кромочной части при использовании вольфрамовых электродов;
- соблюдение точных измерений;
- применение по мере необходимости сборочно-сварочных инструментов.
Во время сварки вольфрама электроды должны быть чистыми. Это, в свою очередь, повысит качество готового шва. В противном случае будет формироваться другой сплав, характеризующийся пониженной температурой для плавления, что негативно отражается на качестве шва как такового.

Работа с вольфрамовыми электродами
Электроды, выполненные из вольфрама, нашли широкое практическое применение. Для возбуждения дуги применяется осциллятор. Причём раскалённый торец не должен соприкасаться с присадочной проволокой либо металлом.
Чтобы обеспечить сохранность заточки используемого электрода и не допустить его искусственного перерасхода, важно верно подбирать величину силы тока. Результат будет тем лучше, чем надёжнее из рабочей зоны будет выведен воздух.
Когда используется вольфрам для аргонной сварки в виде электродов или других способов работы, обычно обращаются к применению таких газов, которые характеризуются достаточной инертностью. Речь идёт об углекислом газе либо аргоне. Причём затраты такого газа определяются составом металла и его толщиной в совокупности с выбранной методикой для сварки.

Во время процесса вольфрамовой сварки важно следить, чтобы газовое облако покрывало полностью сварочную ванну, а также рабочий электрод. Если требуется выполнение сварочных работ на высокой скорости, придётся заранее нарастить скорость подачи инертных газов.
Технологические особенности сварки
При сварке вольфрама между собой либо с прочими металлами, когда состыковываются элементы с толщиной порядка 10 мм, направление движения сварочной дуги всегда влево. Конкретные случаи могут иметь свои особенности.
Так, при работе с тонкими металлами важно не превышать 60-градусного угла между горелкой и рабочей деталью. Когда необходимо соединить отдельные элементы со значительной толщиной посредством сварки вольфрама с другими металлами, угол устанавливается в 90 градусов.
Если идёт работа с вольфрамовыми электродами с тонким материалом, в том числе при использовании вольфрама для сварки алюминия, присадочную проволоку располагают по боковой стороне от дуги. При выполнении движений возвратно-поступательной направленности она будет постепенно сближаться со сварной зоной.
Когда идёт работа со значительной толщиной, проволока должна исполнять возвратно-поступательное движение.
Возможна работа с вольфрамовыми электродами с автоматической или полуавтоматической сваркой. В ходе такой работы строго выдерживается угол между электродом и прутком, подбирается направленность движений.

Способы сварки вольфрама
На практике сварка вольфрама может выполняться по различным методикам, каждый из них имеет собственные характерные особенности. Чаще всего обращаются:
- к аргонодуговой сварке;
- пайке вольфрама с последующей выдержкой при определённой температуре;
- диффузионной сварке в условиях вакуума.
Особенности аргонодуговой сварки
Когда выполняется аргонодуговая сварка вольфрама с волфрамом или иными металлами, важно изначально учесть наличие склонности к растрескиванию. Поэтому изначально сырье подогревается приблизительно до 500 градусов. От жёсткой фиксации деталей вполне можно отказаться.
Далее для повышения пластичности готовых соединений, выполняется часовой отжиг в условиях вакуума, когда температура поднимается до 1800 градусов.
Не так давно специалисты разработали специализированную разновидность порошкового вольфрама. При его практическом применении не происходит формирования трещин на поверхности, что немаловажно.
В условиях наполненной аргоном камеры возможно проведение сварки различных пластин и листов толщиной не более 16 мм. Если идёт работа с материалом, толщина которого достигает 3,2 мм, важно придерживаться рекомендованной скорости выполнения сварки – не более 9 км/ч.
Особенности пайки вольфрама, за которой следует длительная выдержка материала при температурах пайки
Этот вариант имеет много общего и с аргонодуговой сваркой вольфрама. Результатом рабочего процесса в таком случае выступает явление взаимодиффузии, в результате которой образуется новое соединение, характеризующееся особенно высокими температурами для повторного расплавления.

Этот способ особенно актуален, когда ведётся работа с обширными рабочими поверхностями отдельных элементов. Эта методика подойдёт для сварки вольфрама с молибденом.
По этой технологии возможно соединение танталовой фольги. Особенность этого способа состоит в том, что предварительного нагрева исходного сырья заранее не требуется.
Вольфрам для аргонной сварки
Работа по технологии аргонной сварки ведётся с применением специальных вольфрамовых электродов. Они могут изготавливаться не только из очищенного металла, но и из вольфрама, подвергшегося лантанировке либо тарированию. Электроды последних двух типов обеспечивают не только стабильность, но и высокое качество сварочной дуги.
При сварке вольфрама конкретные марки электродов различаются на основании присутствия в них всевозможных добавок и примесей. Современные специалисты выделяют три наиболее часто используемые на практике категории.
При выполнении сварки вольфрама со сталью задача электродов состоит в том, чтобы выдержать максимальные токи, не допуская плавления. Это объясняется тем, что, если сам вольфрам расплавится, качество соединения существенно снизится.
Если сварка ведётся в условиях переменного тока, происходит резкая смена полярности, необходима подача сильного тока, который бы поддерживал окончание электрода в расплавленном виде.
Популярные марки электродов
На практике чаще всего применяются следующие вольфрамовые электроды:
- Из чистого вольфрама. Они имеют зелёное окрашивание, применяются при работе в условиях переменного тока. Актуальны для выполнения сварки с алюминием, магнием, бронзой.
- Из циркониевого вольфрама. Они имеют белое окрашивание. Лучше всего себя зарекомендовали в условиях переменного тока, при повышенном токе отличаются прекрасной зажигаемостью дуги. Лучше всего подходит для сварки никеля, бронзы, алюминия.
- Из лантанированного вольфрама. Они имеют золотистое либо синее окрашивание. Актуальны для выполнения сварочных работ в условиях переменного либо постоянного тока, содержат окисную добавку. Такие электроды подходят для напыления, сварки и резки.

Сварка с медью
На фоне развития современной технической отрасли периодически возникает необходимость в изготовлении конструктивных элементов, выполненных из различных материалов и их сочетаний. Изредка требуется сварка вольфрама с медью. Но работа с любым тугоплавким металлом сопряжена с рядом сложностей.
Для таких случаев обычно применяется диффузионная сварка. Она позволяет добиться соединения различных материалов, в том числе меди и вольфрама.
Достоинство указанной методики состоит в том, что она гарантирует соединение таких металлов, которые при прочих условиях сварить не представляется возможным.
Сварка с рением
Возможно применение самых разных элементов в качестве легирующих. Они необходимы для изменения свойств во время работы с различными тугоплавкими металлами. Лучше всего нормализует свариваемость указанных металлов рений. Он наилучшим образом нормализует механические свойства как при повышении, так и при понижении температуры в ходе работы с молибденом и вольфрамом. Для таких случаев характерна самая низкая свариваемость.

Когда речь идёт об оптимальных составах, сварка вольфрама с рением протекает нормально. Материал пластичен и нормально сваривается даже при низком температурном режиме.
Итоги
Для современной промышленности характерно активное и динамичное развитие. Это становится причиной более активного практического применения разнообразных сплавов на основе вольфрама и иных тугоплавких металлов. Но работа с ним – процесс сложный. В первую очередь, это обуславливается трудоёмкостью процесса, сложностью и, конечно, тугоплавкостью исходного сырья.
Труднее всего ведётся работа со сплавами на основе металлов, классифицирующихся как тугоплавкие, когда их сформировали посредством прессования.
Чтобы гарантировать наилучший результат, желательно приступать непосредственно к сварке вольфрама только по завершении предварительного этапа – нагрева рабочего участка металла до температуры в 500 градусов.
загрузка...
fjord12.ru