4.2. Сварочная проволока. Сварочная проволока для сварки трубопроводов
4.2. Сварочная проволока
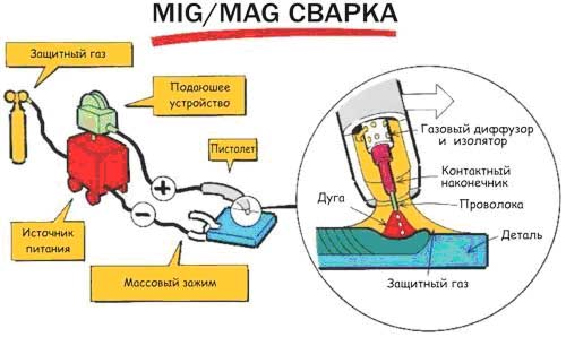
4.2.1. Для ручной и автоматической аргонодуговой сварки неплавящимся электродом, газовой (ацетиленокислородной) сварки, механизированной в углекислом газе и автоматической сварки под флюсом необходимо применять сварочную проволоку сплошного сечения, удовлетворяющую требованиям ГОСТ 2246. Марку сварочной проволоки следует подбирать по данным табл.4.4.
Химический состав сварочной проволоки сплошного сечения по ГОСТ 2246 приведен в табл.П9.1 приложения 9.
4.2.2. Поверхность проволоки сплошного сечения должна быть чистой, без окалины, ржавчины, масла и грязи. При необходимости ее очищают от ржавчины и грязи пескоструйным аппаратом или травлением в 5%-ном растворе соляной или ингибированной кислоты (3%-ный раствор уротропина в соляной кислоте). Можно очищать проволоку, пропуская ее через специальные механические устройства (в том числе через устройства, заполненные сварочным флюсом, кирпичом, осколками наждачных кругов и войлочными фильтрами). Перед очисткой бухту проволоки рекомендуется отжечь при 150- 200°С в течение 1,5-2 часов. Разрешается также очищать проволоку наждачной шкуркой или другим способом до металлического блеска. При очистке проволоки, предназначенной для автоматической сварки, нельзя допускать ее резких перегибов (переломов).
4.2.3. Для механизированной сварки порошковой проволокой следует применять самозащитные порошковые проволоки, изготовленные по ГОСТ 26271 и соответствующим техническим условиям.
Характеристика этих проволок приведена в табл.П9.2 приложения 9.
Порошковую проволоку необходимо хранить в мотках в специальной таре. Перемотка порошковой проволоки запрещается.
Перед применением порошковая проволока должна быть прокалена по режиму, приведенному в табл.4.3. После прокалки проволока может быть использована в течение 5 суток, если она хранится в соответствии с требованиями п.3.10. По истечении указанного срока порошковую проволоку перед применением следует вновь прокалить.
4.3. Флюс для автоматической сварки
4.3.1. Для автоматической сварки под флюсом поворотных стыков труб из углеродистой и низколегированной конструкционной стали следует применять флюс марок, приведенных в табл.4.4.
4.3.2. Флюс необходимо хранить в сухом помещении в соответствии с требованиями п.3.10.
4.3.3. Перед применением флюс должен быть прокален по режиму, указанному в табл.4.3, после чего его можно использовать в течение 15 суток, если хранить в соответствии с требованиями, приведенными в п.3.10. По истечении указанного срока флюс перед применением следует вновь прокалить.
4.4. Аргон, кислород, ацетилен и углекислый газ
4.4.1. В качестве защитного газа при ручной и автоматической аргонодуговой сварке неплавящимся электродом применяют аргон высшего и первого сортов с физико-химическими показателями по ГОСТ 10157. Допускается использовать газообразный и жидкий аргон.
4.4.2. Для газовой ацетиленокислородной сварки необходимо использовать газообразный кислород первого или второго сортов по ГОСТ 5583.
Таблица 4.4
4.2. Сварочная проволока
4.2.1. Для ручной и автоматической аргонодуговой сварки неплавящимся электродом, газовой (ацетиленокислородной) сварки, механизированной в углекислом газе и автоматической сварки под флюсом необходимо применять сварочную проволоку сплошного сечения, удовлетворяющую требованиям ГОСТ 2246. Марку сварочной проволоки следует подбирать по даннымтабл.4.4.
Химический состав сварочной проволоки сплошного сечения по ГОСТ 2246 приведен в табл.П9.1 приложения 9.
4.2.2. Поверхность проволоки сплошного сечения должна быть чистой, без окалины, ржавчины, масла и грязи. При необходимости ее очищают от ржавчины и грязи пескоструйным аппаратом или травлением в 5%-ном растворе соляной или ингибированной кислоты (3%-ный раствор уротропина в соляной кислоте). Можно очищать проволоку, пропуская ее через специальные механические устройства (в том числе через устройства, заполненные сварочным флюсом, кирпичом, осколками наждачных кругов и войлочными фильтрами). Перед очисткой бухту проволоки рекомендуется отжечь при 150- 200°С в течение 1,5-2 часов. Разрешается также очищать проволоку наждачной шкуркой или другим способом до металлического блеска. При очистке проволоки, предназначенной для автоматической сварки, нельзя допускать ее резких перегибов (переломов).
4.2.3. Для механизированной сварки порошковой проволокой следует применять самозащитные порошковые проволоки, изготовленные по ГОСТ 26271 и соответствующим техническим условиям.
Характеристика этих проволок приведена в табл.П9.2 приложения 9.
Порошковую проволоку необходимо хранить в мотках в специальной таре. Перемотка порошковой проволоки запрещается.
Перед применением порошковая проволока должна быть прокалена по режиму, приведенному в табл.4.3. После прокалки проволока может быть использована в течение 5 суток, если она хранится в соответствии с требованиямип.3.10. По истечении указанного срока порошковую проволоку перед применением следует вновь прокалить.
4.3. Флюс для автоматической сварки
4.3.1. Для автоматической сварки под флюсом поворотных стыков труб из углеродистой и низколегированной конструкционной стали следует применять флюс марок, приведенных втабл.4.4.
4.3.2. Флюс необходимо хранить в сухом помещении в соответствии с требованиямип.3.10.
4.3.3. Перед применением флюс должен быть прокален по режиму, указанному втабл.4.3, после чего его можно использовать в течение 15 суток, если хранить в соответствии с требованиями, приведенными вп.3.10. По истечении указанного срока флюс перед применением следует вновь прокалить.
4.4. Аргон, кислород, ацетилен и углекислый газ
4.4.1. В качестве защитного газа при ручной и автоматической аргонодуговой сварке неплавящимся электродом применяют аргон высшего и первого сортов с физико-химическими показателями по ГОСТ 10157. Допускается использовать газообразный и жидкий аргон.
4.4.2. Для газовой ацетиленокислородной сварки необходимо использовать газообразный кислород первого или второго сортов по ГОСТ 5583.
Таблица 4.4
Области применения сварочной проволоки и флюсов
┌──────────┬─────────┬───────────────────────────────────────────────────────────┐
│ Группа │ Сталь │ Марка проволоки (ГОСТ 2246) и флюсов для сварки │
│ основных │ труб ├───────────────────┬──────────┬───────┬────────────────────┤
│материалов│ │ ручной и │ газовой │механи-│ автоматической под │
│по ПБ 03-1│ │ автоматической │ │зирова-│ флюсом │
│ 64-97 │ │ аргонодуговой │ │нной в ├────────┬───────────┤
│ │ │ │ │углеки-│проволо-│ флюс │
│ │ │ │ │ слом │ ка │ │
│ │ │ │ │газе*(1│ │ │
│ │ │ │ │ ) │ │ │
├──────────┼─────────┼───────────────────┼──────────┼───────┼────────┼───────────┤
│ 1 │08,10,20,│Св-08ГА-2*(2), │Св-08, │Св-08Г2│Св-08, │OCЦ-5, │
│ │Ст2, Ст3,│Св-08Г2С, Св-08ГС │Св-08А, │С │Св-08А, │ОСЦ-45М, │
│ │Ст4, │ │Св-08ГА, │ │Св-08АА,│АН-348А, │
│ │Ст3Г, │ │Св-08ГС, │ │Св-08ГА │АН-42, │
│ │15Л, 20Л,│ │Св-08Г2С, │ │ │АН-42М, │
│ │25Л │ │Св-08МХ │ │ │АНЦ-1, │
│ │ │ │ │ │ │АН-348АМ │
│ │ │ │ │ ├────────┼───────────┤
│ │ │ │ │ │Св-08ГА,│АН-43*(2) │
│ │ │ │ │ │Св-10НМА│ │
│ │ │ │ │ ├────────┼───────────┤
│ │15ГС, │Св-08Г2С, Св-08ГС │Св-08ГС, │Св-08Г2│Св-08ГС,│ФЦ-11, │
│ │16ГС, │ │Св-08Г2С │С │Св-12ГС │ФЦ-16, │
│ │17ГС, │ │ │ │ │ФЦ-22 │
│ │14ГН, │ │ │ │ │ │
│ │16ГН, │ │ │ │ │ │
│ │09Г2С, │ │ │ │ │ │
│ │10Г2С1,14│ │ │ │ │ │
│ │ХГС, │ │ │ │ │ │
│ │20ГСЛ, │ │ │ │ │ │
│ │17Г1С, │ │ │ │ │ │
│ │17Г1СУ │ │ │ │ │ │
│ │ │ │ │ ├────────┼───────────┤
│ │ │ │ │ │Св-10Г2 │ФЦ-22 │
│ │ │ │ │ ├────────┼───────────┤
│ │ │ │ │ │Св-08ГА,│ОСЦ-45, │
│ │ │ │ │ │Св-10ГА,│ОСЦ-45М, │
│ │ │ │ │ │Св-10Г2 │АН-348А, │
│ │ │ │ │ │ │АН-42, │
│ │ │ │ │ │ │АН-348АМ, │
│ │ │ │ │ │ │АН-42М, │
│ │ │ │ │ │ │АНЦ-1 │
│ │ │ │ │ ├────────┼───────────┤
│ │ │ │ │ │Св-10НМА│АН-43*(2) │
│ │ │ │ │ │, │ │
│ │ │ │ │ │Св-08ГСМ│ │
│ │ │ │ │ │Т │ │
├──────────┼─────────┼───────────────────┼──────────┼───────┼────────┼───────────┤
│ 4 │12МХ, │Св-08МХ*(3), │Св-08МХ, │ - │ - │ - │
│ │15ХМ, │Св-08ХМА-2*(2), │Св-08ХМ, │ │ │ │
│ │12Х2М1, │Св-08XM*(3), │Св-08ХМФА │ │ │ │
│ │20ХМЛ │Св-08ХГСМА │ │ │ │ │
│ ├─────────┼───────────────────┼──────────┼───────┼────────┼───────────┤
│ │12Х1МФ │Св-08ХМФА*(3), │Св-08МХ, │ - │ - │ - │
│ │ │Св-08ХМФА-2*(2), │Св-08ХМ, │ │ │ │
│ │ │Св-08ХГСМФА, │Св-08ХМФА │ │ │ │
│ │ │Св-08ХМ*(4), │ │ │ │ │
│ │ │Св-08ХМА-2*(4), │ │ │ │ │
│ │ │Св-08МХ*(5), │ │ │ │ │
│ │ │Св-08ХГСМА*(4) │ │ │ │ │
│ ├─────────┼───────────────────┼──────────┼───────┼────────┼───────────┤
│ │15Х1М1Ф, │Св-08ХМФА-2*(2), │ - │ - │ - │ - │
│ │20ХМФЛ, │Св-08ХМФА, │ │ │ │ │
│ │15Х1М1ФЛ,│Св-08ХГСМФА │ │ │ │ │
│ │15Х1М1Ф-Ц│ │ │ │ │ │
│ │Л, │ │ │ │ │ │
│ │12Х2МФБ, │ │ │ │ │ │
│ │12Х2МФСР │ │ │ │ │ │
├──────────┼─────────┼───────────────────┼──────────┼───────┼────────┼───────────┤
│ 5 │10Х9МФБ │Св-10Х9НМФА*(2), │ - │ - │ - │ - │
│ │(ДИ 82-Ш)│Св-10Х9ГСНМФ*(2) │ │ │ │ │
├──────────┼─────────┼───────────────────┼──────────┼───────┼────────┼───────────┤
│ 6 │12Х11В2МФ│Св-10Х11НВМФ, │ - │ - │ - │ - │
│ │ │Св-12Х11НМФ │ │ │ │ │
│ │ ├───────────────────┤ │ │ │ │
│ │ │Св-04Х19Н11М3, │ │ │ │ │
│ │ │Св-08Х19Н10Г2Б, │ │ │ │ │
│ │ │Св-04Х20Н10Г2Б*(2) │ │ │ │ │
├──────────┼─────────┼───────────────────┼──────────┼───────┼────────┼───────────┤
│ 9 │12Х18Н12Т│Св-04Х19Н11М3, │ - │ - │ - │ - │
│ │, │Св-08Х19Н10Г2Б, │ │ │ │ │
│ │12Х18Н10Т│Св-04Х20Н10Г2Б*(2),│ │ │ │ │
│ │ │Св-01Х19Н9, │ │ │ │ │
│ │ │Св-04Х19Н9, │ │ │ │ │
│ │ │Св-06Х19Н9Т │ │ │ │ │
│ ├─────────┼───────────────────┤ │ │ │ │
│ │10Х13Г12Б│Св-08Х19Н10Г2Б, │ │ │ │ │
│ │С2Н2Д2 │Св-04Х20Н10Г2Б*(2) │ │ │ │ │
│ │(ДИ 59) │ │ │ │ │ │
└──────────┴─────────┴───────────────────┴──────────┴───────┴────────┴───────────┘
*(1) В том числе с добавкой в углекислый газ до 25% аргона.
*(2) Проволока марок Св-08ГА-2, Св-08ХМА-2, Св-08ХМФА-2 изготавливается по ТУ 14-1-4369-87; Св-10Х9НМФА, Св-10Х9ГСНМФ - по ТУ 14-130-275-95 с изм. 1; Св-04Х20Н10Г2Б - по ТУ 14-1-4591-89. Флюс АН-43 изготавливается по ТУ 14-1-2434.
*(3) Проволоку марок Св-08МХ, Св-08ХМ и Св-08ХМФА допускается применять для аргонодуговой сварки только при содержании кремния в проволоке не менее 0,22%.
*(4) Проволока марок Св-08ХГСМА, Св-08ХМ и Св-08ХМА-2 применяется для сварки стыков трубопроводов, работающих при температуре среды до 510°С включительно, а также для сварки стыков труб поверхностей нагрева и корневого слоя стыков трубопроводов независимо от параметров рабочей среды.
*(5) Проволока марки Св-08МХ применяется для сварки корневого слоя стыков трубопроводов, работающих при температуре среды до 510°С включительно, и для сварки стыков труб поверхностей нагрева независимо от параметров рабочей среды.
В качестве горючего газа следует применять растворенный и газообразный технический ацетилен по ГОСТ 5457, поставляемый потребителю в баллонах или получаемый из карбида кальция, отвечающего требованиям ГОСТ 1460.
4.4.3. Для механизированной сварки в углекислом газе в качестве защитного газа следует применять газообразный и жидкий углекислый газ высшего и первого сортов по ГОСТ 8050.
studfiles.net
Сварочная проволока
Сварочную проволоку сплошного сеченияприменяют в качестве присадка при ручной аргонодуговои сварке W-электродом, газовой ацетилено-кислородной сварке. Поверхность проволоки должна быть чистой, без окалины, ржавчины, масла и грязи.
Проволоки Св-08МХ, Св-08ХМ и Св-09ХМФАприменяют для аргонодуговои сварки только легированных сталей с содержанием кремния не более 0,25%.
Проволоки Св-08МХ,Св-08ХМ и Св-08ХМА-2применяют для сварки трубопроводов с температурой среды до 510 °С включительно, а также для сварки корневого шва независимо от параметров рабочей среды.
При ручной аргонодуговои сварке корневого шва трубопроводов с толщиной стенки более 10 мм из хромомолибденовых и хромомолибде-нованадиевых сталей используют проволоку Св-08Г2С или Св-08ГС.
Область применения
| Тип и марка стали | Марка проволоки | ||
| Ручная аргонодуговая сварка W-электродом | Ручная газовая сварка ацетиленокис-лородным пламенем | ||
| Углеродистая Ст2; СтЗ; Ст4; СтЗГ; 08; 10; 20; 15Л; 20Л;25Л | Св-08ГА-2; Св-08Г2С; Св-08ГС | Св-08; Св-08А; СВ-08ГА; Св-08ГС;Св-08Г2С; Св-08МХ | |
| Низколегированная конструкционная 15ГС; 16ГС; 17ГС; 14ГН; 16ГН; 09Г2С;10Г2С1;14ХГС; 20ГСЛ; 17Г1С; 17Г1СУ | Св-08ГС; Св-08Г2С | Св-08ГС; Св-08Г2С | |
| Легированная теплоустойчивая | 12МХ; 15ХМ; 20ХМЛ; 12Х2М1 | Св-08МХ; Св-08ХМА-2;Св-08ХМ; Св-08ХГСМА | Св-08МХ; Св-08ХМ; СВ-08ХМФА |
| 12X1МФ | СВ-08ХГСМФА; Св-08ХМ; Св-08ХМФА; Св-08МХ; Св-08ХМА-2 | Св-08МХ; Св-08ХМ; Св-08ХМФА | |
| 15Х1М1Ф;20ХМФЛ; 15Х1М1ФЛ;12Х2МФСР; 15Х1М1Ф-ЦЛ; 12Х2МФБ | Св-08ХМФА;СВ-08ХГСМФА: Св-08ХГСМФА2; СВ-08ХМФА2 | ||
| Высоколегированнаякоррозионностойкая, жаростойкая и жаропрочная 08Х18Н10Т; 12Х18Н12Т; 12Х18Н10Т; | Св-04Х19Н11МЗ; Св-08Х19Н10Г2Б;Св-04Х20Н10Г2Б: СВ-01Х19Н9; Св-04Х19Н9;СВ-06Х19Н9Т | ||
| 12Х11В2МФ | Св-10Х11НВМФ; Св-12Х11НМФ |
Газы
В качестве защитного газа приручной аргонодуговой сварке W-электродом используют аргон высшего и первого сортовпо ГОСТ 10157-79. Допускается газообразный или жидкий аргон.
Перед использованием защитный газ необходимо проверить. На пластину или трубу наплавляют контрольный валик длиной 100-150 мм и по внешнему виду поверхности наплавки определяют качество защиты. Если в наплавленном металле шва обнаружат поры, газ бракуется.
Для газовой сварки используют технический ацетилен по ГОСТ 5457-75,поставляемый в баллонах или получаемый в газогенераторах из карбида кальция по ГОСТ 1460-81.
Карбид кальция СаС2 - твердое вещество темно-серого или коричневого цвета, при взаимодействии которого с водой образуется ацетилен С2Н2 . В зависимости от грануляции карбида кальция различен выход ацетилена.
| Ориентировочные размеры кусков карбида кальция, ммхмм | Выход ацетилена, л /мин | |
| I сорта | II сорта | |
| 2x8 | ||
| 8x15 | ||
| 15x25 | ||
| 25x80 |
Допускается использовать газообразный кислород только первого или второго сортапо ГОСТ 5583-78.
Неплавящиеся электроды
Применяют стержни как из чистого вольфрама, так и легированные тугоплавкими окислами (ГОСТ 23949-80):
ЭВЧ - чистый вольфрам;
ЭВЛ - с окисью лантана;
ЭВИ - с окисью иттрия;
ЭВТ - с окисью тория.
Электроды марки ЭВЧ используют для сварки на переменном токе, а прочие - для сварки на переменном и постоянном токах прямой и обратной полярности.
Перед сваркой неплавящийся электрод затачивают. Сварочные материалы должны соответствовать требованиям стандартов и технических условий, подтвержденным сертификатом изготовителя. Марки, сортамент, условия хранения и подготовки должны соответствовать технической документации на сварку.
 АТТЕСТАЦИЯ СВАРЩИКОВ
АТТЕСТАЦИЯ СВАРЩИКОВ
К сварке трубопроводов пара и горячей воды, поднадзорных Госгортехнадзору России, допускаются сварщики, аттестованные в соответствии с «Правилами аттестации сварщиков и специалистов сварочного производства» ПБ 03-273-99.
Первичнуюаттестацию проходят сварщики, не имевшие ранее допуска к сварке трубопроводов, подконтрольных Госгортехнадзору.
Дополнительнойаттестации подлежат сварщики, прошедшие первичную аттестацию, перед их допуском к сварочным работам, не указанным в их аттестационных удостоверениях, а также после перерыва свыше 6 месяцев в выполнении этих работ. При этом сварщики сдают специальный и практический экзамены.
Периодическуюаттестацию проходят все сварщики с целью продлить срок действия их аттестационных удостоверений на выполнение соответствующих работ. При периодической аттестации сварщики сдают также специальный и практический экзамены.
Внеочереднуюаттестацию должны проходить сварщики перед допуском к работе после временного отстранения от нее. При этом сдают общий, специальный и практический
Сварка экзамены контрольных соединений выполняется в присутствии членов аттестационной комиссии. Контрольные сварные соединения подвергают неразрушающему и разрушающему контролю качества.
Область распространения аттестации:
• аттестация по сварке стыковых сварных соединений труб распространяется на сварку стыковых сварных соединений листов;
• аттестация по сварке стыковых сварных соединений листов во всех пространственных положениях распространяется на сварку неповоротных стыковых сварных соединений труб с наружным диаметром 500 мм и более;
• аттестация по сварке стыковых сварных соединений листов в нижнем (HI) или в горизонтальном (Г) положениях, а также угловых сварных соединений листов «в лодочку» (HI) с полным проваром или без него распространяется на сварку стыковых и угловых соединений труб с наружным диаметром более 150 мм в тех же положениях.
Аттестационный центр оформляет сварщику отдельные по каждому способу сварки аттестационные удостоверения
 |  | ||
 |  | ||
 |  |  | |||
Наружный Число
диаметр контрольных
труб, мм соединений
не менее:
Свыше 100......................... 1
Свыше 25 до 100............... 2
До 25.................................. 5
 |  | ||
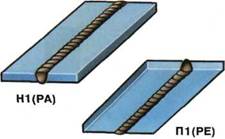
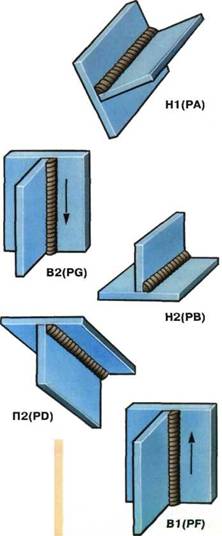
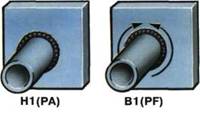
Н1 - нижнее при горизонтальном расположении осей труб (трубы), свариваемых с поворотом;
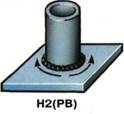
Н2 - нижнее при вертикальном расположении трубы, привариваемой без поворота или с поворотом;
81 - переменное при горизонтальном расположении осей труб (трубы), свариваемых (привариваемой) без поворота «на подъем»;
82 - переменное при горизонтальном расположении осей труб (трубы), свариваемых (привариваемой) без поворота «на спуск»;
Г - горизонтальное при вертикальном расположении осей труб, свариваемых без поворота или с поворотом;
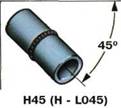
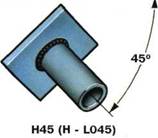
Н45 - переменное при наклонном расположении осей труб (трубы), свариваемых (привариваемой) без поворота.
П2 - потолочное при вертикальном расположении оси трубы, привариваемой без поворота или с поворотом
 |  | ||
Похожие статьи:
poznayka.org
Проволока для газовой сварки - Справочник химика 21
Прн сварочных работах применяют сварку всех видов, о которых упоминалось ранее. При этом ручную электродуговую и газовую сварку применяют главным образом ирн сварке монтажных стыков и узлов сложной конфигурации. При централизованном изготовлении узлов трубопроводов применяют в основном автоматическую и полуавтоматическую виды сварки. При применении любого вида сварки особое внимание должно быть обращено на правильный выбор электродов или присадочной проволоки и флюса, их качество и режим сварки. [c.354]
Присадочная проволока для газовой сварки цветных металлов [c.71]
Расход сварочной проволоки при газовой сварке стыков труб на един стык [c.75]
Стальная проволока для дуговой и газовой сварки углеродистых, низколегированных, легированных и высоколегированных сталей выпускается по ГОСТ 2246—60 следующих диаметров 0,3 0,5 0,8 1,0 1,2 1,6 2,0 2,5 3 4 5 6 8 10 12 мм. [c.83]
Рекомендации по выбору номера горелки, марки и диаметра присадочной проволоки, характера подготовки кромок и других условий для газовой сварки стыковых соединений в зави- [c.69]
При сварочных работах применяют все виды сварки, о которых упоминалось ранее. При этом вручную электродуговой и газовой сваркой выполняют главным образом монтажные стыки и узлы сложной формы. При централизованном изготовлении узлов трубопроводов применяют в основном автоматическую и полуавтоматическую сварки. В случае применения любого вида сварки особое внимание необходимо обращать на правильный выбор электродов или присадочной проволоки и флюса, а также на их качество и режим сварки. [c.283]
При газовой сварке труб применяют сварочную проволоку марки Св-08А (ГОСТ 2246—70), механические свойства металла сварного шва должны быть следующими [c.223]
В табл. У1-51 приведены марки и назначение стальной сварочной холоднотянутой проволоки (ГОСТ 2246—60), применяемой для дуговой (ручной, автоматической под флюсом и в среде защитных газов) и газовой сварки. [c.251]
Конструктивные элементы сварных соединений листовой малоуглеродистой стали и размеры швов, выполняемых газовой сваркой приведены в табл. 10. 0. В качестве присадочного материала применяется проволока Св-08 и СВ-08А по ГОСТу 2246—60. [c.358]
В качестве присадочного материала при газовой сварке трубопроводных сталей применяют проволоку с содержанием углерода не более 0,12"о, а для легирования шва — проволоку с повышенным содержанием хрома (до 20"и), марганца (до 2"о), молибдена (до З ь), никеля (до 10 ( ) и других легирующих элементов в соответствии с маркой свариваемой стали. В некоторых случаях для присадки при газовой сварке используют так называемую лапшу , т. е. прутки или стержни, изготовленные из основного металла свариваемого изделия. [c.41]
Ручная газовая сварка применяется для соединения труб небольших диаметров (до 114 мм) с толщиной стенки до 3—5 мм. При этом виде, сварки торцы деталей нагревают пламенем газовой горелки до расплавления, а зазор между ними заполняют расплавленным металлом присадочной проволоки. В качестве горючего газа обычно используют ацетилен, который сгорает (с температурой около 3000° С), и смеси с кислородом, поступающим в зону горения. [c.195]
Газовая сварка алюминия и его сплавов. При газовой сварке также применяют присадочную проволоку и флюсы. Сварку следует вести непрерывно. В начале сварки мундштук горелки следует держать под углом 90° к поверхности свариваемого [c.200]
При газовой сварке положение горелки и проволоки может быть различными (рис. 48). Сварку неповоротных стыков производят в несколько приемов, причем один участок шва должен быть перекрыт другим на 10—15 мм. Зазор в стыке должен быть равен 0,5—2 мм. [c.75]
Присадочная проволока, применяемая при газовой сварке, выбирается в соответствии с требованиями ГОСТ 2246—70. [c.214]
Газовая сварка меди иди ее сплавов, отличающихся большой теплопроводностью, требует мощного пламени, поэтому выбираемая горелка должна соответствовать расходу ацетилена 150—200 л/ч на 1 мм толщины свариваемого металла. Для раскисления окислов применяют флюс, содержащий чистую серу или смесь буры и борной кислоты (по 50%). В качестве присадочного материала применяют проволоку М-1 и ЛК-62-05. Наплавленный шов проковывают при 250—300 °С и подвергают последующему отжигу при 500—550 °С, шов охлаждают водой. [c.215]
Ручная газовая сварка применяется для соединения труб небольших диаметров (до 114 мм) с толщиной стенки до 3—5 мм. При этом виде сварки торцы деталей нагревают пламенем газовой горелки до расплавления, а зазор между ними заполняют расплавленным металлом присадочной проволоки. В качестве [c.233]
Стальная труба 1 имеет на внешней поверхности специальную арматурную сетку 2, состоящую из продольных стержней и поперечных витков проволоки. Арматура прикрепляется к трубе электрической или газовой сваркой. Очевидно, что вместо стержней и витков проволоки в качестве арматуры может быть применена, например, обычная стальная сетка. Для удобства проведения сварочных работ при стыковании (соединении) отдельных звеньев труб часть торцовой поверхности трубы I) не защищается изоляцией. Таким образом оба конца трубы остаются свободными от покрытия. [c.161]
При ручной электросварке можно применять только высококачественные электроды. Присадочная проволока для автоматической сварки под слоем флюса и для газовой сварки должна удовлетворять соответствующим требованиям. Все сварные продольные швы после укладки трубопроводов следует располагать только сверху, так как при конденсации влаги по шву может начаться интенсивная коррозия. [c.385]
Рекомендации по выбору номера горелки, марки и диаметра присадочной проволоки, характера подготовки кромок и других условий для газовой сварки стыковых соединений в зависимости от толщины стенки свариваемых труб приводятся в табл. 39 и 40. [c.68]
В процессе газовой сварки сварочная ванна перемешивается погружением в нее конца присадочного прутка. В ванну время от времени добавляют новые порции флюса. Сварку ведут непрерывно в нижнем положении с поворотом трубы. Применяется левая сварка восстановительным пламенем или с небольшим избытком ацетилена. Применяют присадочную проволоку из чистого алюминия или из алюминия с примесью 5% кремния. [c.191]
Для электродуговой сварки чугуна используют стальные электроды, медностальные марки ОВЧ-2, железоннкелевые и медноникелевые марки МНЧ-2. Для газовой сварки применяют чугунные стержни, покрытые обмазкой (мел — 25%, полевой шпат — 25%, графит — 41%, ферромарганец — 9%, жидкое стекло — 20—30%), и латунные проволоки. ГОСТ 2671—80 предусматривает для газовой сварки чугуна специальные чугунные прутки. При сварке околошовная зона должна нагреваться до 700 °С при этом плавится только электрод в среде флюса. Флюс применяют и при сварке цинковым припоем с нагревом околошовной зоны до 350 °С. Флюсом может служить техническая безводная бура смесь буры—56%, карбоната нат- [c.265]
Показатели Электродуговая сварка (электроды марок ЦЛ-6 и ЦЛ-14) Газовая сварка (присадочная проволока марок СВ-12ХМ, СВ-12МХ, СВ-12М) Электродуговая сварка (электроды марок ЦМ-7, ОММ-5, МЭЗ-0,4) Газовая сварка (при садочная проволока марок Св-08. Св-ОВА. Св-15) [c.65]
Применяется для прокладок, работающих в условиях высоких давлений и температур (до 350° С). Прокладки Изготавливаются в виде плоских колец или колец круглого сечения из проволоки, сваренной газовой сваркой. После сварки кольца должны отжигаться при 700—750° С Применяется для изготовления прокладок, работающих в газовых средах (азото-водородной смеси, кислорода), при высоких давлениях, а также в среде азотной кислоты. На нефтехимических заводах листовой алюминий применяют для изготовления гофрированных прокладок с асбестовой набивкой или цельнометаллических в следующих средах нефть и нефтепродукты-Рраб до 100 кгс/см , г до 300° С пар —Рраб до 100 кгс/см , I ДО 300° С воздух и нейтральные газы — Рраб ДО 100 кгс см2, г —до 300° С Применяется для изготовления кольцевых прокладок овального сечения, а также гофрированных прокладок. На нефтехимических заводах гофрированные прокладки из углеродистой стали с асбестовой набивкой применяют в следующих средах пар —Рраб ДО 100кгс/слг2, г до 450° С [c.84]
Газовая сварка труб из латуни не отличается от процесса сварки медных труб. Основное затруднение при сварке латуни — испарение цинка, вследствие чего шов получается пористым. Для уменьшения испарения цинка сварку ведут окислительным пламенем при отношении кислорода к ацетилену 1,5 11. Перед сваркой собранный стык прогревают до 700—800° С. Для сварки применяются те же флюсы, что и для сварки меди. Во всех случаях сварки латуни широко применяют проволоку марки ЛК62-0,5. [c.247]
Применение газовой сварки допускается для трубопро-годов из углеродистых сталей с Оу до 80 мм с толщиной стенки не более 7 мм. Газовая сварка должна проводиться в 1 слой. Газовую сварку разрешается проводить только ацетилено-кислородным пламенем. Применение газов-заменителей (пропана и др.) для сварки и прихватки не допускается. Для сварки труб необходимо применять нейтральное пламя. В процессе сварки конец присадочной проволоки все время должен находиться в расплавленном металле, так как частое удаление проволоки от расплавленного металла вызывает обогащение сварного шва кислородом и азотом из окружающей среды и тем самым снижает механические свойства сварного соединения. В процессе сварки одного стыка нельзя допускать перерыва в работе до заполнения всей разделки. При вынужденных перерывах и при окончании сварки во избежание образования трещин усадочных раковин и пор питание горелки следует отводить от расплавленного металла постепенно для более полного удаления от него газов. [c.120]
Рекомендуемая присадочная проволока для газовой сварки трубопроводов, работающих при условном избыточном давлении от 10 до 100 Мн1м (от 100 до 1000 кгскм ) и температуре от —50 до - 510° С [c.229]
При газовой сварке должны применяться сварочная проволока по ГОСТ 2246—70 марки СВ-08А, СВ-08ГА с диаметрами 0,3 0,5 0,8 1 1,2 1,4 1,6 2 2,5 3 4 5 6 8 10 12 мм кислород технический по ГОСТ 5583—78 ацетилен в баллонах по ГОСТ 5457—75 или ацетилен, получаемый на месте производства из карбида кальция по ГОСТ 1460—81. [c.123]
ГОСТ 8732—58) и стальные бесшовные холоднокатаные и холоднотянутые (ГОСТ 8734—58) трубы из углеродистой стали (Ст. 10 и Ст. 20). Алюминированные трубы могут соединяться с помощью газовой и электродуговой сварки и фланцами. При газовой сварке применяют электроды из стали Х28 и из фехраля. Рекомендуемая обмазка электродов 50% фтористого натрия, 50% мела, 120 мл жидкого стекла на 100 г смеси. Электродуговая сварка труб и приварка к ним фланцев производятся тонким плавящимся электродом в защитной среде углекислого газа. Сварка осуществляется электродной проволокой Св-07Х25Н13 (ГОСТ 2246—60) диаметром 0,8—1,5 мм. [c.111]
Для газовой сварки в качестве присадочного материала используют сварочную проволоку Св-08, Св-08А для ответственных швов рекомендуется применять низколегированную присадочную проволоку Св-08ГА, Св-ЮГА, Св-12ГС. [c.241]
Трубы сваривают усиленным У-образным швом (рис. 11-1) для труб Ьу > 60 мм используют подкладные центровочные кольца толщиной 3 мм и шириной 25—40 мм. Электросварку ведут электродами с обмазкой, выполненными из проволоки марок Св-08 или Св-15. Такая же проволока применяется и при газовой сварке труб малого диаметра. Сварные стыки подвергаются отжигу. Рекомендуется также сварка на контактных стыко-сварочных машинах с последующей термообработкой шва. [c.273]
Для газовой, а также автоматической и полуавтоматической сварки под флюсом должна использоваться сварочная проволока марки Св-08А или Св-08ГА (ГОСТ 2246—70), а для электрической сварки в среде углекислого газа — сварочная проволока марки Св-08Г2С (ГОСТ 2246—70). Углекислый газ должен иметь чистоту не менее 98,5% (ГОСТ 8050—76). Сварочные флюсы применяют марок АН-348-А, АН-348М, ОСЦ-45М, АН-60, ФЦ-Э (ГОСТ 9087—69). Для газовой сварки используют кислород технический (ГОСТ 5583—78) и ацетилен в баллонах (ГОСТ 5457—75) или ацетилен, получаемый на месте из карбида кальция по ГОСТ 1460—76. [c.32]
Электродуговую сварку чугунных деталей производят электродами— стальными, медностальными марки ОВЧ-2, железоникелевыми и медноникелевыми марки МНЧ-2. Для газовой сварки применяют чугунные стержни, покрытые обмазкой (257о мела, 25% полевого шпата, 41% графита, остальное — ферромарганец и жидкое стекло), и латунные проволоки. Для газовой сварки предусмотрены специальные чугунные прутки (ГОСТ 2671—80). [c.91]
Газовая сварка латуни производится в окислительном пламени и избытке кислорода (30—40%). Для сварки латуни применяют флюс, состоящий из борной кислоты (80%) и плавленой буры (20%) или борной кислоты (35%), фосфорнокислого натрия (15%) и плавленой буры (50%). Применяют присадочную проволоку следующих марок ЛК62-05 Л060-1 и Л0К59-1-03. [c.215]
Стали, содержащие 17—18% хро.ма, хорошо свариваются дуговым способом аустенитнымп электродами Э50Я со стержнем пз проволоки ОХ18Н9. В целях сокращения зоны образования крупнозернистой структуры процесс сварки следует вести возможно быстрее и применять медные планки под кромки для отвода тепла. Можно также производить сварку электродами Ж17 с об.мазкой НЖ1. Газовая сварка хромистых сталей должна применяться в исключительных случаях. При сварке следует пользоваться строго нормальным пламенем избыток ацетилена, повышая содержание углерода, увеличивает твёрдость и уменьшает вязкость шва избыток кислорода способствует выгоранию легирующих элементов. Метод сваркн применять только левый. Пламя горелки не должно быть направлено на сварочную ванну. При газовой сварке следует применять флюс. Лучшие результаты получаются при следующем составе флюса [c.142]
chem21.info