TIG-сварка: приниципы осуществления. Тиг сварка
TIG-сварка: приниципы осуществления :: SYL.ru
TIG-сварка осуществляется вручную при использовании аргона. Применяются электроды из вольфрама, не подверженные плавлению. При этом в случае надобности металлический прут для заполнения шва находится во второй руке. Подобный вид применим для деталей из стали. TIG-сварка алюминия и его сплавов также возможна.
Применяется такой инертный газ, как аргон. Сварка TIG служит надежной защитой разогретого металла от кислорода, азота, водяного пара.
В редких случаях прибегают к использованию гелия, так как цена на него выше, и он расходуется в большем количестве. Показатель выделяемой энергии этого инертного газа в два раза больше, чем у аргона. Он проплавляет металл глубже, а сварка происходит быстрее.
Плюсы TIG-сварки
К преимуществам этого вида сварки можно отнести:
- чистоту и точность сварочного шва;
- широкий перечень свариваемых металлов: сталь, магний, медь, алюминий, бронза и др.;
- отсутствие брызг и искр;
- на шве не образуется шлак;
- не задымляется воздух.
Отрицательные стороны сварки
TIG-сварка имеет и свои минусы:
- непременное выполнение работы опытным специалистом;
- низкий уровень производительности;
- наличие баллона с газом.
Как выбрать и заточить электроды из вольфрама
TIG-сварка предполагает использование электродов из вольфрама, которые различаются по размеру и составу. Данный металл обладает высоким уровнем плавления (3380 °C).
При покупке электродов будьте предельно внимательны, так как они могут иметь одинаковый состав легирующей добавки, но быть произведенными разными фирмами. Работа их может заметно отличаться. Немаловажными являются величина зерна, содержание и распределение оксида.
Обратите внимание и на заточку электродов. С течением времени она подвержена деформации, и форму кончиков нужно будет обновить. При постоянном токе применяется форма конуса, при переменной подаче – круглый наконечник.
Длина заточки отражается на глубине и ширине шва. Если она короткая, то глубина проплавления снижена.
Стабильность дуги также зависит от рисков при обработке концов. Для стабильности горения дуги они должны находиться только вдоль оси электрода, а их размер должен быть минимальным. Оптимальный вариант — отполировать электрод после его затачивания. Также горение дуги зависит от притупления на конце. Его диаметр берется в соответствии с диаметром электрода и силы подаваемого тока для сварки.
Основные правила выполнения сварки TIG
TIG-сварка осуществляется на чистой металлической поверхности. Следует устранить всю грязь и коррозию. Обеспечьте обезжиривание посредством ацетона или же другого растворителя.
Напряжение на дуге находится в прямой зависимости от ее длины. Рекомендуется вести сварку на короткой дуге. При ее удлинении увеличивается ширина шва, и уменьшается глубина плавления. Зона сварки защищена не в достаточной степени. Лучший показатель дуги составляет от 1,5 мм до 3 мм. При сваривании стыковых соединений вылет окончания электрода должен составлять от 3 до 5 мм, а угловых и тавровых – от 5 до 8 мм.
Распределение газа по сечению сопла должно быть одинаковым. С этой целью в горелке располагают газовые линзы, поддерживающие ламинарный поток. Если при сварке дует ветер или сквозит, то уровень защиты зависит от жесткости струи. Этот показатель находится в прямой зависимости от типа подаваемого газа и возрастает с увеличением скорости его выхода. При увеличении диаметра сопла следует повысить и расходование газа. Для того чтобы аргонодуговая сварка TIG отличалась высоким качеством, советуется подавать газ в большем количестве и увеличить диаметр сопла. Также следует приблизить горелку к свариваемой детали. Для оптимальной защищенности металла прибегают к использованию специальных приспособлений.
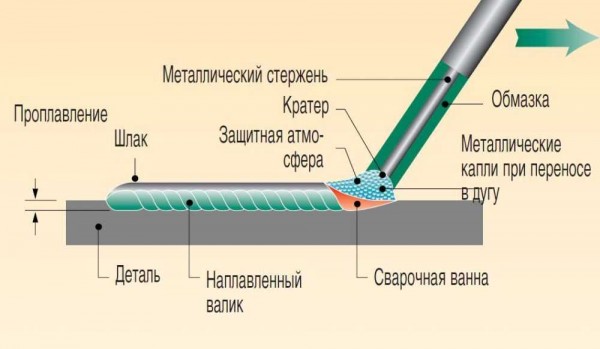
Чтобы металл шва не наполнялся кислородом или азотом, надо регулировать положение присадочного прута. Он должен находиться в зоне защитного газа. Для устранения металлических брызг его конец подается в ванну для сварки с плавностью. О степени проплавления говорит форма ванны металла. Показателем оптимальности процесса является ванна, которая вытянута по направлению сварки. Если работа выполнена недостаточно хорошо, то она приобретает форму овала или круга.
Сварка производится справа налево. Электрод должен быть расположен перпендикулярно к поверхности металла. А с присадочным материалом он располагается под углом. Прут для присадки перемещают впереди грелки без колебаний.
Если привариваются валики нижних швов в горизонтальном направлении, то присадочный прут принимает два направления: вниз или вдоль кромок. Процесс осуществляется таким образом, чтобы металл поступал в ванну одинаковыми порциями.
Зажигание дуги контактным и бесконтактным способом
Контактное зажигание дуги обеспечивает прикосновение электрода из вольфрама к изделию. При поднятии горелки происходит возбуждение дуги. Данный способ зажигания не подходит для такого процесса, как аргонная сварка TIG, так как на металле остаются вольфрамовые включения, приводящие к дефектам шва.
Бесконтактный способ зажигания осуществляется посредством генератора с высокой частотой. Сварочная дуга вызывается нажатием на кнопку горелки. Расстояние между изделием и электродом должно составлять от 1,5 мм до 3 мм.
Выбор аппарата для сварки TIG
При выборе аппарата для сварки TIG вы должны руководствоваться требуемой мощностью источника. Оцените объем работ с учетом прогноза на будущее.
Решите, нуждаетесь ли вы в переменном токе, или же для проведения сварки достаточно поступления постоянного.
Запомните, что сварка методом TIG алюминия и магния производится посредством переменного тока (AC). Для работ с нержавейкой и обычной сталью потребуется подача постоянного тока (DC). Если вам требуется варить разные металлы, то используют аппараты линейки AC/DC.
Аппараты для сварки TIG обычно обладают диапазоном подаваемого тока от 150 до 500 А и могут функционировать от 3A. Их применяют для сварки и спаивания штучными электродами.
www.syl.ru
Tig-сварка: особенности применения
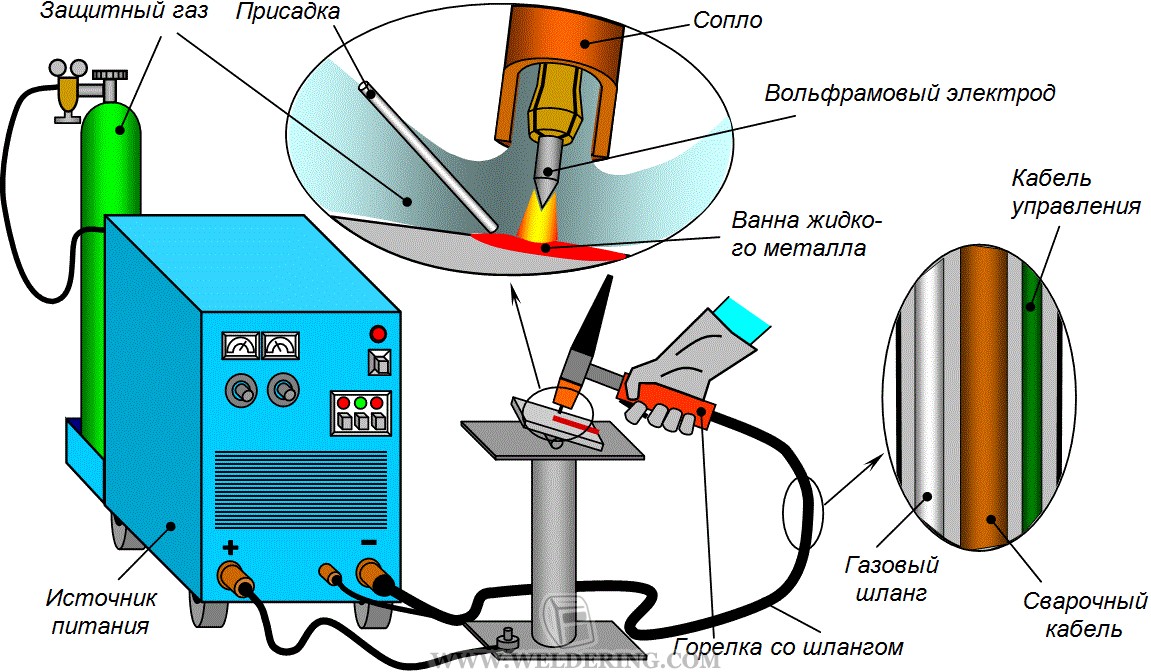
Аргонодуговая сварка tig (Tungsten Inert Gas), или же сварка неплавящимся электродом - это когда дуга загорается между электродом из вольфрама и свариваемыми деталями. Таким образом, в дуговом промежутке не происходит перенос расплавленного металла. Это позволяет облегчить горение электрической дуги и значительно увеличить ее стабильность. Кроме того, tig-сварка позволяет уменьшить потери на испарение, исключает возможное разбрызгивание металла и ограничивает воздействие газа из столба дуги на расплавленным металл. Вследствие этого качество сварного шва поднимается на новый, более совершенный уровень.

Tig-сварка бывает на переменном или на постоянном токе, причем, в случае последней используется только прямая полярность, то есть когда на клемму «плюс» подключаются свариваемые детали, а на клемму «минус» - неплавящийся электрод. Необходимость подключения именно таким способом обусловлена тем, что если поменять клеммы местами, то появляется вероятность перегрева тугоплавкого металла вольфрама и, следовательно, значительно снизится его стойкость. Помимо этого, может произойти выкрашивание или оплавление электрода, что приведет к неизбежным дефектам сварного шва.
Сварка tig подразумевает наличие следующих основных элементов в конструкции установки: источник питания переменного либо постоянного тока, стабилизатор дугового разряда, осциллятор, устройство регулирования величины тока, генератор токовых импульсов, газовый электромагнитный клапан, а также устройство для подавления составляющих тока.

Tig-сварка является наиболее универсальным видом соединения металлов, поскольку позволяет производить сварку самых различных материалов при любом положении в пространстве.
Высококачественный процесс сваривания деталей достигается за счет того, что на него затрачивается чуть больше времени, чем на любой другой вид сварки. В связи с этим tig-сварка используется лишь в том случае, когда качественные характеристики получаемого сварного шва имеют определяющее значение.
Отличительной особенностью этого вида сварки является и то, что чистый аргон применяется для соединения абсолютно любых материалов, в то время как при остальных типах сварки необходимо подбирать газ в соответствии со свариваемыми металлами.
Tig-сварка представляет собой достаточно сложный и кропотливый процесс. Поэтому для его проведения необходим специально обученный квалифицированный сварщик. Технологический процесс потребует от него достаточной сноровки, поскольку необходимо одной рукой обеспечивать достаточную и своевременную подачу присадочного материала, в то время как в другой руке будет находиться сварочная горелка.

При выборе сварочного аппарата подобного рода необходимо руководствоваться следующими соображениями:
Нужно определить мощность источника питания сварочного аппарата.
Оценить сложность и объем предстоящей работы.
Учитывать род потребляемого тока: постоянный или переменный.
Необходимо также знать, что некоторые сварочные аппараты могут использовать сразу и постоянный, и переменный ток. Это необходимо для сваривания разных материалов, например, алюминия и стали. Сварочные агрегаты обладают достаточно широким диапазоном величин тока от 3 до 500 А.
fb.ru
ТИГ сварка: что это такое?
 ТИГ – сварка неплавящимся электродом в среде аргона с использованием присадочной проволоки. Назначение – изготовление изделий и конструкций из легированных и цветных металлов. Также этот способ позволяет сваривать металл малой толщины (менее 1 мм), применение присадочной проволоки при этом необязательно.
ТИГ – сварка неплавящимся электродом в среде аргона с использованием присадочной проволоки. Назначение – изготовление изделий и конструкций из легированных и цветных металлов. Также этот способ позволяет сваривать металл малой толщины (менее 1 мм), применение присадочной проволоки при этом необязательно.
Технологические особенности ТИГ сварки
Основная особенность дуговой сварки в среде аргона – использование неплавящегося электрода, изготовленного из вольфрама или графита. Температура его плавления гораздо выше температуры, до которой он прогревается в процессе сварки. В качестве защитного газа используется аргон, обеспечивающий не только надежную защиту сварочной ванны от воздействия воздуха, но и стабильность горения дуги.
Присадочный материал может иметь вид проволоки, прутка или полос. При сварке в электрическую часть не включается, подается в зону дуги отдельно со стороны.
Техника TIG сварки:
- Длина дуги влияет на глубину проплавления. При уменьшении расстояния от электрода к поверхности свариваемой детали соединение получается наиболее качественным. При увеличении длины дуги – глубина проплавления уменьшается, а ширина шва увеличивается.
- Как правило, электрод ведется без поперечных колебаний вдоль оси соединения. Шов получается узким и эстетичным по внешнему виду.
- Присадочный материал в зону плавления подается очень плавно. В противном случае происходит разбрызгивание металла. В процессе сварки удерживается под небольшим углом впереди горелки.
- Заваривание кратера при окончании процесса не рекомендуется производить с помощью резкого отвода горелки. Это ведет к уменьшению количества подаваемого газа и ухудшению защиты сварочной ванны.
- Подача аргона включается за 15-20 секунд перед началом ТИГ сварки, а прекращается через 7-10 после окончания процесса.
- Перед началом сварки детали тщательно очищаются от окислов, масла и других загрязнений. Поверхность желательно обезжирить.
Плюсы и минусы аргонодуговой сварки
Основные преимущества процесса:
- Аргон является инертным газом, который на 38 % тяжелее воздуха. Благодаря этому он полностью вытесняет воздух из зоны сварки, что исключает контакт сварочной ванны с атмосферой. Это обеспечивает получение идеально чистого шва без шлаковой корки и различных дефектов (поры, оксидные и другие включения).
- Возможность соединения заготовок из различных сплавов алюминия, титана, меди, а также нержавейки и других металлов.
- Качественное формирование шва.
- Точное поддержание глубины проплавления, что особенно актуально при сварке тонколистового металла при условии одностороннего доступа к поверхности свариваемых деталей.
- Небольшой нагрев свариваемых деталей – исключает их деформацию.
- Минимальная зона термического влияния.
К недостаткам относится невысокая производительность ручного способа TIG сварки. Но с учетом повышенного качества сварных соединений, потери в скорости – допустимый ущерб.
samanka.ru
Что такое сварка TIG - ООО «Техновелд» промышленное оборудование
Если Вам нужна сварка TIG, то обращаем ваше внимание на наш каталог.
Другую дополнительную информацию можно узнать по телефону:
+7 (4712) 770-188
Особенности сварки TIG
TIG (Tungsten Inert Gas) – это универсальный метод дуговой сварки, благодаря которому удаётся достичь наиболее совершенных и качественных сварных швов при соединении различных металлов в том или ином пространственном положении. При этом важно отметить, что таким способом можно производить сварочные работы на металлах, толщина которых 0,3 мм. Так как подобный процесс всегда происходит с использованием неплавящихся вольфрамовых электродов, то можно встретить и такое обозначение, как WIG (Wolfram Inert Gas).
Качество в ущерб скорости
Однако сварка tig является одним из самых медленных известных способов дуговой сварки. Но при этом данный метод является лучшим, чем MMA или MIG. Время, затрачиваемое на сварочный процесс по технологии TIG, компенсируется высоким уровнем качества сварного шва. Как правило, такую сварку применяют именно в тех случаях, когда качество играет важную роль, а скорость исполнения не имеет значении.
При помощи такой сварки можно соединять такие лёгкие материалы, как алюминий или магний, используя переменный ток. Такие металлы, как медные сплавы и нержавеющая сталь подвергаются сварке на постоянном токе.
В данном методе аргонодуговой сварки всегда применяется чистый аргон, независимо от обрабатываемых деталей. Например, сварка MIG использует разные газовые смеси, которые соответствуют свариваемым металлам.
TIG сварка в сочетании со сваркой MIG и MAG
Но такая сварка зачастую используется совместно с полуавтоматическими видами сварки MAG и MIG, что даёт наилучший результат соединения. Так, при сваривании труб, использующихся в морской промышленности, TIG играет роль создания корневого шва, разделки шва заполняются потом при помощи MIG. Это обеспечивает создание высококачественного корневого шва и быструю заделку остальной его части.
Итак, сварочный процесс по TIG-технологии предпологае6т использование неплавящегося вольфрамового электрода и инертного газа, в роли которого выступает аргон. Использование вольфрамовых электродов обусловлено тем, что они отличаются высоким порогом температуры плавления и при этом отлично проводят электрический ток. Газ в этом случае играет защитную среду, которая не даёт взаимодействовать с внешней атмосферой сварочной дуге, электроду и ванне. Помимо этого, в сварочную ванну обязательно подаётся присадочный материал в виде проволоки.
Выбирая аппарат для осуществления сварки TIG, необходимо руководствоваться параметрами мощностей, которые нужны для проведения тех или иных работ. Тут важно иметь представления не только о текущей необходимости проведения работ, но и о том, какие будут задачи ставиться в будущем.
Не редко встаёт вопрос о том, какой ток целесообразнее использовать, постоянный (DC) или переменный (AC). Тут важно понимать, какие металлы будут обрабатываться. Если это будут сплавы типа магния или алюминия, то достаточно аппарата, который работает на переменном токе. Обычные и нержавеющие стали свариваются на постоянном токе. Поэтому, если будут обрабатываться различные типы металлов, можно выбрать оборудование, которое поддерживает использование обоих видов токов.
www.tweld.ru
Аргонодуговая сварка (TIG, GTAW) нержавеющих сталей (видео)
Это видео полностью посвящено аргонодуговой сварке (TIG, GTAW) нержавеющих сталей:
- Преимущества и недостатки данного вида сварки.
- Оборудование для аргонодуговой сварки - осциллятор (ионизатор), система управления источника питания, устройство и виды сварочных горелок, преимущества использования сварочных горелок с газовой линзой.
- Механизированная аргонодуговая сварка.
- Роботизированная аргонодуговая сварка.
- Орбитальная аргонодуговая сварка.
- Защитные газы, применяемые при TIG (GTAW) сварке – аргон, гелий, смесь аргона с гелием или аргона с водородом.
- Ориентировочный расход защитных газов и внешний вид сварного шва при разном расходе защитных газов.
- Обозначение сварочных прутков для аргонодуговой сварки по EN и ISO.
- Вольфрамовые электроды и прутки для аргонодуговой сварки (TIG, GTAW) - типы вольфрамовых электродов и их классификация по ISO, заточка вольфрамовых электродов, размеры вольфрамовых электродов, цветовое обозначение вольфрамовых электродов.
- Рекомендуемые диапазон силы сварочного тока в зависимости от полярности тока, диаметра и типа вольфрамового электрода.
- TIG (GTAW) сварка на постоянном токе.
- Катодная очистка при TIG (GTAW) сварке алюминиевых и магниевых сплавов.
- Импульсная аргонодуговая сварка.
- TIG (GTAW) сварка токами повышенной частоты.
- Точечная аргонодуговая сварка.
- Аргонодуговая сварка по слою активирующего флюса (A-TIG).
- TIG (GTAW) сварка углубленной дугой.
weldering.com