







Подготовка и разделка кромок под сварку. V образная разделка кромок при сварке
Сварка и сварные соединения. Сварные швы с разделкой кромок (Часть 1). |
Условный знак вид шва содержит представленные в миниатюризованной форме детальные характеристики части изделия или поверхности, на которую он указывает. Швы с разделкой кромок требуют, как правило, некоторой подготовки кромок стыка, и зазор между свариваемыми кромками во всех соединениях с разделкой влияет на подготовку изделия, если задан размер зазора. Согласно стандарту AWS A2.4, для швов с разделкой кромок применяются восемь видов условных знаков, которые представлены на рис.1.
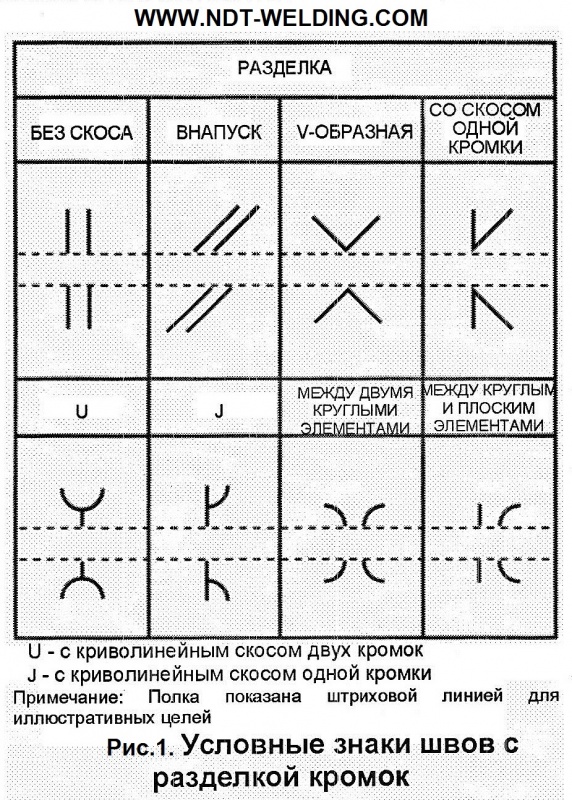
У всех условных знаков швов с разделкой кромок существует смысловая привязка к стороне, указанной стрелкой, к обратной стороне и к обеим сторонам вместе. Знаки швов без скоса кромки могут не иметь привязки ни к стороне, указанной стрелкой, ни к обратной стороне, в том случае, если наложение шва можно начинать с любой стороны. Как и в других условных знаках вида шва, положение шва задается в зависимости от стороны полки, на которой проставлен знак вида шва.
Стрелка с изломом применяется с условными знаками сварки швом, выполняемым со скосом кромок, сварки швом с криволинейным скосом кромки и сварки между закругленным и плоским элементами. Применение стрелки с изломом для этих трех условных знаков означает необходимость разделки элемента соединения. Применение стрелки с изломом не требуется, если на чертеже приводится детализация соединения.
Размерные параметры V-образного шва проставляются на той же стороне полки где находится знак вида шва. Размерные параметры шва с двусторонней разделкой кромок проставляются по обе стороны полки для каждой кромки, за исключением зазора между свариваемыми кромками, который указывается только один раз, рис.2.
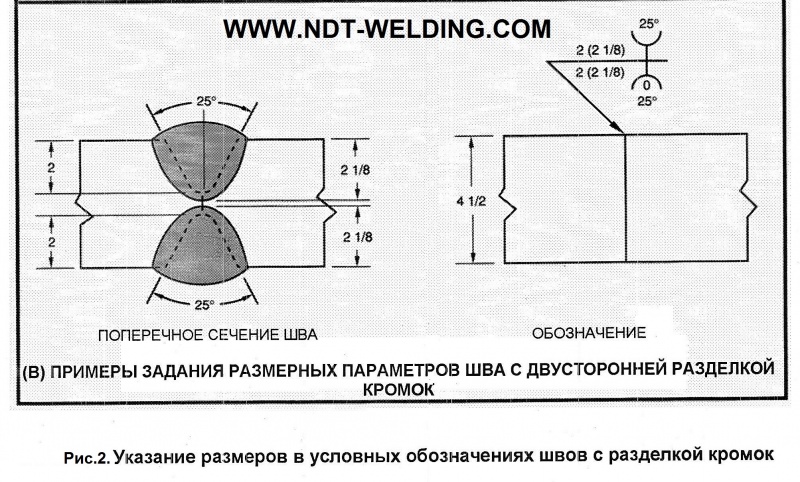
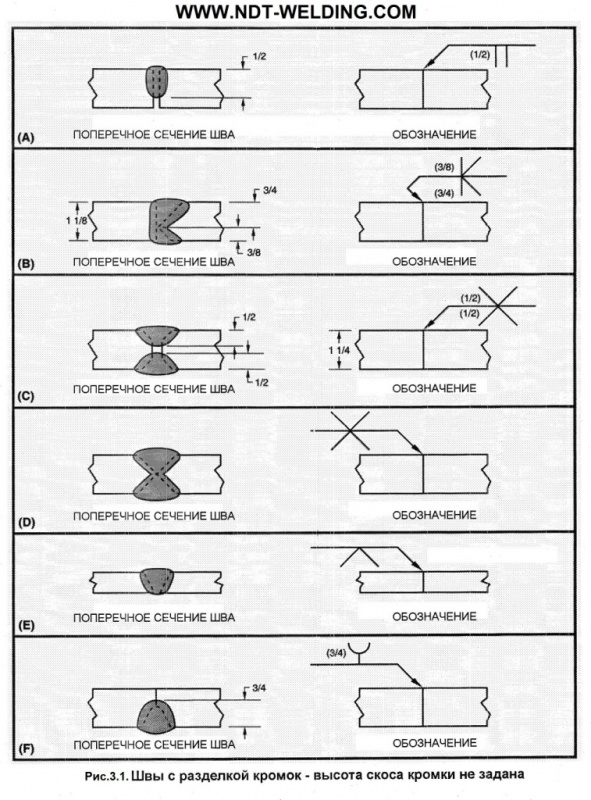
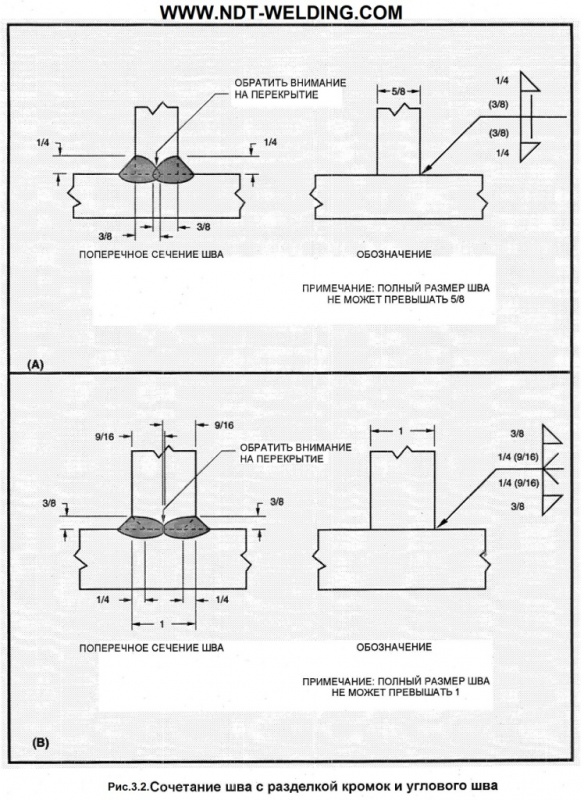
Размерные параметры, общие для всех швов с разделкой кромок, включают в себя высоту скоса кромки, размер шва, размер зазора между свариваемыми кромками и угол разделки кромки. Дополнительные размерные параметры, применимые к швам с криволинейным скосом кромки и V-образным швам с криволинейным скосом двух кромок включают в себя радиус и размер притупления в вершине угла разделки. Радиус используется также при задании размерных параметров швов между закругленным и плоским элементами или между двумя закругленными элементами рис.3.1 и 3.2.
ndt-welding.com
Сварка с V-образным скосом кромок
При небольшой толщине металла V-образный шов может заполняться за один проход (см. табл. 46). В этом случае надлежит электродам делать сложные движения вдоль и поперек шва в виде треугольника (фиг. 50). Дугу возбуждают на верхней части скоса, спускают вниз, проплавляют вершину кромок и поднимают вверх. Затем вновь дугу переводят на прежнюю кромку, и процесс сварки продолжают в той же последовательности.
Внешний вид шва в большей степени зависит от частоты колебательных движений электрода и быстроты его продвижения вдоль шва.
Слишком замедленные поперечные колебательные движения приводят к грубой чешуйчатости. Быстрое продвижение электрода может вызвать непровар кромок, а также наружные и внутренние шлаковые включения, которые портят внешний вид и значительно ослабляют шов. Умение выбирать нужное сочетание движений электрода приобретается сварщиком путем длительной тренировки.
Сварка в стык V-образных швов большой толщины осуществляется в несколько слоев. Особо тщательно необходимо выполнять провары первого слоя шва. Этот шов трудно доступен для сварочной дуги, и для хорошего проваоа применяют электроды меньшего диаметра. Для первого слоя обычно применяют электроды диаметром 4 мм. Последующие слои наплавляются электродами диаметром 4 мм. Каждый наплавленный слой необходимо тщательно зачищать от шлака, брызг и окалины.
Последовательность заполнения V-образного стыкового шва показана на фиг. 38.
Верхний слой шва заканчивается наложением уширенного валика, а с обратной стороны V-образного шва производится подварка узким валиком на повышенном сварочном токе. Рекомендуется перед подваркой шва предварительно корень шва подрубать зубилом или подрезать путем кислородной резки или воздушно-электродуговой резкой. При этом устраняется непровар, получившийся при сварке первого слоя.
Сварка стыковых швов с Х-образной разделкой кромок.
Сварка Х-образных швов выполняется с соблюдением тех же правил, что и при сварке V-образных швов. Поскольку Х-образный шов по конструкции симметричен и дает незначительное коробление, заполнение его нужно осуществлять поочередно с обеих сторон. Еще лучше заваривать Х-образный шов одновременно с двух сторон, что часто применяется при выполнении швов в вертикальном положении.
www.prosvarky.ru
Подготовка и разделка кромок под сварку
Сварочные деформации
 Сварочные деформации Ю.А. Дементьев Краевое государственное бюджетное профессиональное образовательное учреждение «Бийский промышленно-технологический колледж» Изменение формы и размеров твердого тела
Сварочные деформации Ю.А. Дементьев Краевое государственное бюджетное профессиональное образовательное учреждение «Бийский промышленно-технологический колледж» Изменение формы и размеров твердого тела
Правила подготовки изделий под сварку
 Правила подготовки изделий под сварку Подготовка металла под сварку это один из основных этапов сварочного процесса при любом методе сварки. Тщательная подготовка изделий в итоге поможет получить качественный,
Правила подготовки изделий под сварку Подготовка металла под сварку это один из основных этапов сварочного процесса при любом методе сварки. Тщательная подготовка изделий в итоге поможет получить качественный,
РАБОЧАЯ ПРОГРАММА УЧЕБНОЙ ПРАКТИКИ
 МИНИСТЕРСТВО ОБРАЗОВАНИЯ НИЖЕГОРОДСКОЙ ОБЛАСТИ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ «СЕМЕНОВСКИЙ ИНДУСТРИАЛЬНО - ХУДОЖЕСТВЕННЫЙ ТЕХНИКУМ» РАБОЧАЯ ПРОГРАММА УЧЕБНОЙ ПРАКТИКИ
МИНИСТЕРСТВО ОБРАЗОВАНИЯ НИЖЕГОРОДСКОЙ ОБЛАСТИ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ «СЕМЕНОВСКИЙ ИНДУСТРИАЛЬНО - ХУДОЖЕСТВЕННЫЙ ТЕХНИКУМ» РАБОЧАЯ ПРОГРАММА УЧЕБНОЙ ПРАКТИКИ
досрочный ответ 2 балла 1
 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 1 Укажите марку стали, которая сваривается без особых ограничений, независимо от толщины
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 1 Укажите марку стали, которая сваривается без особых ограничений, независимо от толщины
ГОСТ Группа В05. Дата введения
 ГОСТ 8713-79 Группа В05 МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ СВАРКА ПОД ФЛЮСОМ. СОЕДИНЕНИЯ СВАРНЫЕ Основные типы, конструктивные элементы и размеры Flux welding. Welded joints. Maih types design elements and dimensions
ГОСТ 8713-79 Группа В05 МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ СВАРКА ПОД ФЛЮСОМ. СОЕДИНЕНИЯ СВАРНЫЕ Основные типы, конструктивные элементы и размеры Flux welding. Welded joints. Maih types design elements and dimensions
Изготовление боковых стен :37
 Общая характерная особенность конструкций боковых стен кузовов пассажирских и грузовых вагонов заключается в использовании плоских или гофрированных листовых полотнищ, соединенных сваркой с элементами
Общая характерная особенность конструкций боковых стен кузовов пассажирских и грузовых вагонов заключается в использовании плоских или гофрированных листовых полотнищ, соединенных сваркой с элементами
OPENGOST.RU Портал нормативных документов
 Портал нормативных документов [email protected] МЕЖГОСУДАСТВЕННЫЙ СТАНДАТ СОЕДИНЕНИЯ СВАНЫЕ СТАЛЬНЫХ ТУБОПОВОДОВ ГОСТ 16037-80 ОСНОВНЫЕ ТИПЫ, КОНСТУКТИВНЫЕ ЭЛЕМЕНТЫ И АЗМЕЫ ИПК ИЗДАТЕЛЬСТВО СТАНДАТОВ Москва
Портал нормативных документов [email protected] МЕЖГОСУДАСТВЕННЫЙ СТАНДАТ СОЕДИНЕНИЯ СВАНЫЕ СТАЛЬНЫХ ТУБОПОВОДОВ ГОСТ 16037-80 ОСНОВНЫЕ ТИПЫ, КОНСТУКТИВНЫЕ ЭЛЕМЕНТЫ И АЗМЕЫ ИПК ИЗДАТЕЛЬСТВО СТАНДАТОВ Москва
Компания ООО «КРОН-СПБ»
 Компания ООО «КРОН-СПБ» Керамические подкладки для односторонней сварки Керамические подкладки для односторонней сварки являются технологией для быстрой и экономичной сварки крупных металлоконструкций,
Компания ООО «КРОН-СПБ» Керамические подкладки для односторонней сварки Керамические подкладки для односторонней сварки являются технологией для быстрой и экономичной сварки крупных металлоконструкций,
Проект урока учебной практики
 Проект урока учебной практики Специальность: 150709.02 Сварщик (электросварочные и газосварочные работы). Мастер п/о: Рыжова Валентина Васильевна. ПМ.01 Подготовительно-сварочные работы. Тема урока: «Дуговая
Проект урока учебной практики Специальность: 150709.02 Сварщик (электросварочные и газосварочные работы). Мастер п/о: Рыжова Валентина Васильевна. ПМ.01 Подготовительно-сварочные работы. Тема урока: «Дуговая
РАБОЧАЯ ПРОГРАММА УЧЕБНОЙ ПРАКТИКИ
 МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования «ТЮМЕНСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЕГАЗОВЫЙ УНИВЕРСИТЕТ»
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования «ТЮМЕНСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЕГАЗОВЫЙ УНИВЕРСИТЕТ»
ПМ.01 ПОДГОТОВИТЕЛЬНО-СВАРОЧНЫЕ РАБОТЫ
 ПМ.01 ПОДГОТОВИТЕЛЬНО-СВАРОЧНЫЕ РАБОТЫ 1.1. Область применения программы Рабочая программа профессионального модуля (далее программа) является частью образовательной программы среднего профессионального
ПМ.01 ПОДГОТОВИТЕЛЬНО-СВАРОЧНЫЕ РАБОТЫ 1.1. Область применения программы Рабочая программа профессионального модуля (далее программа) является частью образовательной программы среднего профессионального
С О ЕДИ Н ЕН И Я СВАРНЫ Е
 ГОСТ 14771-76 М Е Ж Г О С У Д А Р С Т В Е Н Н Ы Й С Т А Н Д А Р Т ДУГОВАЯ СВАРКА В ЗАЩИТНОМ ГАЗЕ С О ЕДИ Н ЕН И Я СВАРНЫ Е ОСНОВНЫЕ ТИПЫ, КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ И РАЗМЕРЫ Издание официальное Москва Стандартинформ
ГОСТ 14771-76 М Е Ж Г О С У Д А Р С Т В Е Н Н Ы Й С Т А Н Д А Р Т ДУГОВАЯ СВАРКА В ЗАЩИТНОМ ГАЗЕ С О ЕДИ Н ЕН И Я СВАРНЫ Е ОСНОВНЫЕ ТИПЫ, КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ И РАЗМЕРЫ Издание официальное Москва Стандартинформ
Визуальный и измерительный контроль ПНАЭ Г

Контроль качества сварки. Илья Мельников
 Контроль качества сварки Илья Мельников 2 3 Илья Мельников Контроль качества сварки 4 КЛАССИФИКАЦИЯ ДЕФЕКТОВ В процессе образования сварного соединения в металле шва и зоне термического влияния могут возникать
Контроль качества сварки Илья Мельников 2 3 Илья Мельников Контроль качества сварки 4 КЛАССИФИКАЦИЯ ДЕФЕКТОВ В процессе образования сварного соединения в металле шва и зоне термического влияния могут возникать
КОНТРОЛЬНО-ОЦЕНОЧНЫЕ СРЕДСТВА
 МИНОБРНАУКИ РОССИИ Федеральное государственное бюджетное образовательное учреждение высшего образования «Ухтинский государственный технический университет» Индустриальный институт (СПО) КОНТРОЛЬНО-ОЦЕНОЧНЫЕ
МИНОБРНАУКИ РОССИИ Федеральное государственное бюджетное образовательное учреждение высшего образования «Ухтинский государственный технический университет» Индустриальный институт (СПО) КОНТРОЛЬНО-ОЦЕНОЧНЫЕ
Сравнительный анализ

МЕТОДИЧЕСКАЯ РАЗРАБОТКА
 МИНИСТЕТСТВО ОБРАЗОВАНИЯ РЕСПУБЛИКИ БАШКОРТОСТАН ПРОФЕССИОНАЛЬНЫЙ ЛИЦЕЙ 128 МЕТОДИЧЕСКАЯ РАЗРАБОТКА ОТКРЫТОГО УРОКА ПРОИЗВОДСТВЕННОГО ОБУЧЕНИЯ ПО ТЕМЕ «СБОРКА И СВАРКА СТЫКОВЫХ СОЕДИНЕНИЙ БЕЗ РАЗДЕЛКИ
МИНИСТЕТСТВО ОБРАЗОВАНИЯ РЕСПУБЛИКИ БАШКОРТОСТАН ПРОФЕССИОНАЛЬНЫЙ ЛИЦЕЙ 128 МЕТОДИЧЕСКАЯ РАЗРАБОТКА ОТКРЫТОГО УРОКА ПРОИЗВОДСТВЕННОГО ОБУЧЕНИЯ ПО ТЕМЕ «СБОРКА И СВАРКА СТЫКОВЫХ СОЕДИНЕНИЙ БЕЗ РАЗДЕЛКИ
РАСЧЕТ ПАРАМЕТРОВ РЕЖИМОВ СВАРКИ
 Министерство образования и науки Российской Федерации Федеральное государственное автономное образовательное учреждение высшего профессионального образования «Национальный исследовательский ядерный университет
Министерство образования и науки Российской Федерации Федеральное государственное автономное образовательное учреждение высшего профессионального образования «Национальный исследовательский ядерный университет
РАБОЧАЯ ПРОГРАММА УЧЕБНОЙ ПРАКТИКИ

docplayer.ru
Сварка пластин без разделки кромок. — КиберПедия
Стыковое соединение обеспечивает возможность передачи усилия непосредственно от одной детали к другой без использования промежуточных элементов. Оно является оптимальным по количеству затрачиваемого металла и условиям работы соединения под нагрузкой. Стыковой шов должен гарантировать провар металла по всей его толщине. Наиболее рационален стыковой шов, образованный за счет расплавления только основного металла. На практике такие швы применяют в небольшом объеме из-за ограничения предельной глубины проплавления при используемых источниках сварочного нагрева, невозможности сборки соединяемых деталей без зазора, а при наличии зазора — из-за "потребности дополнительного металла для его заполнения. Наиболее характерен такой тип шва для электроннолучевой
сварки, однако отсутствие дополнительного металла ограничивает область применения и этого способа. Поэтому ведутся работы по сварке электронным лучом с дополнительным металлом.
В зависимости от количества слоев (проходов), необходимых для образования стыкового шва с полным проваром основного металла, различают однослойные и многослойные стыковые швы. При сварке изделия с одной стороны швы называют односторонними (рис. 5-20, а, б)у с двух сторон — двусторонними (рис 5-21, а—в). Односторонние и двусторонние швы могут быть однослойными и многослойными (рис. 5-20 и 5-21).
Если сечения обоих швов при двусторонней сварке примерно равны между собой, то такой шов называют симметричным (рис. 5-21, а, б), если сечение шва с одной стороны больше сечения шва с другой стороны —несимметричным (рис 5-21, в) Слой большего сечения называют основным, а слой меньшего сечения — под-варочным. Какой из швов должен быть сварен первым, зависит от конкретных условий сварки. Один из швов в несимметричном шве может быть многослойным, а другой — однослойным (рис. 5-21, в).
Стыковые однослойные швы. Наиболее целесообразно выполнять стыковые швы в один слой. Конфигурация однослойного стыкового шва характеризуется следующими параметрами
(рис 5-22)* общая толщина шва Я; глубина провара h ширина провара Ь; максимальная высота усиления а. Кроме этих основных параметров конфигурация стыкового шва характеризуется углом перехода от металла шва к основному металлу; сечением шва, образованным за счет расплавленного основного металла и вводимого в сварочную ванну дополнительного металла; суммарной площадью шва, коэффициентом формы шва (отношение ширины шва к глубине проплавления) и коэффициентом формы усиления (отношение ширины шва к высоте усиления).
Сварку однослойных швов можно вести без зазора, в этом случае максимальная величина зазора определяется точностью подготовки кромок и колеблется в пределах 0—3 мм с обязательным зазором или со скосом кромок (рис. 5-23, а—в).
Толщина металла, при которой возможна дуговая сварка стыковых швов без разделки кромок, зависит от мощности источника нагрева и от возможности обеспечения нормального формирования шва (табл. 5-1)
Как видно из табл. 5-1, предельная толщина металла, при которой возможна сварка в один слой с одной или двух сторон, может быть увеличена за счет применения обязательного зазора между свариваемыми кромками или скоса кромок. Это достигается за счет увеличения глубины проплавления на величину, равную усилению (рис 5-23, а—в). Конфигурация разделки может быть любой, но она не должна выходить за пределы проплавления, типичные для данного режима Глубина провара определяется условиями равновесия между давлением дуги и гидростатическим
давлением, оказываемым жидкими металлом и шлаком. Следовательно, на сколько снизится точка Ах по сравнению с точкой Л, на столько же снизится и точка Бх относительно точки £. Величина Н при этом останется постоянной (рис. 5-23).
Недостатком сварки с разделкой кромок, по сравнению со сваркой с обязательным зазором, является большая стоимость работ по подготовке деталей к сварке. Ее преимущество заключается в улучшении условий формирования шва за счет равномерного отвода теплоты от его корня при сварке первого слоя двусторонних швов, что снижает вероятность образования кристаллизационных трещин и шлаковых каналов, наблюдаемых при сварке с обязательным зазором.
Хорошее формирование шва обеспечивается при сечении разделки или зазора, равном 50—70% сечения вводимого в шов электродного металла. При этом избыточный дополнительный металл образует небольшое усиление, обеспечивающее плавность перехода от шва к основному металлу (рис. 5-24, а). Если сечение разделки или зазора равно сечению вводимого в шов электродного металла, то шов формируется без усиления, заподлицо с основным металлом (рис. 5-24, б). Если сечение разделки или
зазора больше сечения вводимого в шов электродного металла, то толщина шва будет меньше толщины основного металла (рис. 5-24, в).
При автоматической и полуавтоматической сварке однослойных швов форму разделки определяют по нижеприведенной схеме. Исходя из принятого режима сварки, при котором обеспечивается необходимая глубина проплавления основного металла, рассчитывают сечение вводимого в шов электродного металла (при односторонней или двусторонней сварке) по формуле
где F3n — сечение электродной проволоки, мм2; иэл—скорость подачи электродной проволоки, м/ч; vCB — скорость сварки, м/ч. Сечение разделки определяют по формуле
где ky— коэффициент, учитывающий усиление шва, обычно равный 1,4—1,6.
По площади сечения разделки, задаваясь углом раскрытия кромок 50—70° (в зависимости от ширины шва), определяем ее глубину. Глубина разделки должна быть меньше глубины провара. Ширину зазора а при сварке с обязательным зазором определяют по формуле
При односторонней сварке п равно толщине свариваемого металла; при двусторонней сварке п равно 0,7 этой толщины. Однослойная сварка под флюсом наиболее целесообразна для соединения металла толщиной 5—42 мм. Дальнейшее увеличение толщины металла, свариваемого в один слой, ограничивается сложностью обеспечения нормального формирования шва большого сечения, а не отсутствием источников нагрева необходимой мощности. Плохое формирование шва проявляется в неравномерном бугристом очертании его поверхности, узком и глубоком проваре, способствующем снижению стойкости металла шва против образования кристаллизационных трещин.
Для предупреждения появления шлаковых каналов при сварке с обязательным зазором рекомендуется заполнять зазор металлическим наполнителем (железным порошком, рубленой проволокой, окатышами и др.)- Это обеспечивает существенное уменьшение вероятности образования шлаковых каналов и несколько улучшает металлургическую обработку сварочной ванны. Однако стоимость шва вследствие относительно высокой цены наполнителя и дополнительной операции по его засыпке в зазор повышается. Применение наполнителя обычного состава не дает возможности повысить линейную скорость сварки, увеличить максимальную толщину металла, свариваемую за один проход, и снизить вероятность появления кристаллизационных трещин. Поэтому более перспективна сварка без зазора со скосом кромок.
Первый слой двусторонних швов можно сваривать любым способом, обеспечивающим удержание сварочной ванны в зазоре между кромками, применяя ручную подварку, временную подкладку, флюсовую подушку, заделку зазора асбестом, ременную или медную подкладку и др. Шов со второй стороны сваривают на весу. Выполнение первого слоя на весу возможно для ручной и полуавтоматической сварки при зазоре не более 2 мм, а для автоматической сварки под флюсом—-при зазоре не более 1 мм. Ручную подварку не удаляют, а переваривают в процессе наложения последующего шва.
При двусторонней сварке оба слоя, как правило, сваривают с одинаковым проваром, составляющим 60—70% толщины основного металла. Это обеспечивает достаточно большое перекрытие проваров. При необходимости можно сваривать двусторонние швы так, чтобы провар одного слоя составлял 30—35% толщины металла, а второго—70—80%. Такой способ используют в том случае, если первый слой сваривают вручную покрытыми электродами, полуавтоматом под флюсом или в углекислом газе, а второй — автоматом под флюсом. Дальнейшее уменьшение глубины провара первого шва недопустимо, так как если глубина провара при сварке второго шва, который выполняют на весу, превысит 80% толщины металла, неизбежен прожог соединения, что связано со скачкообразным нарастанием глубины проплавления.
Сварка односторонних швов с полным проваром металла и качественным формированием обратного валика представляет сложную, до сих пор не решенную до конца задачу. При сварке односторонних швов для обеспечения полного провара кромок металл необходимо доводить до расплавления на всю толщину свариваемых деталей. Если не принять специальных мер, то ничем не удерживаемая сварочная ванна вытечет из стыка и вместо шва образуются прожоги. Для предотвращения вытекания сварочной ванны под стык устанавливают специальные приспособления, получившие название подкладок и подушек. В зависимости от материала различают медные, флюсомедные, флюсо-керамические и стальные подкладки и подушки. Находят также применение подкладки из стекловолокна и других материалов.
Сварка с полным проваром без принятия специальных мер для удержания сварочной ванны, т. е. на весу, возможна для тонкого металла с подачей аргона со стороны корня шва. Аргон резко увеличивает поверхностное натяжение жидкого металла, способствуя удержанию сварочной ванны. Возможна сварка покрытыми электродами на малой погонной энергии, когда сварочная ванна удерживается силами поверхностного натяжения.
Флюсо-медная подкладка представляет собой медную полосу, поджимаемую к основанию стыка, на поверхность которой в специальную канавку обычно треугольной формы насыпают слой флюса. Подкладку устанавливают стационарно или передвигают по мере сварки шва (скользящая подкладка). Флюс улучшает формирование обратного валика и предохраняет подкладку от непосредственного воздействия дуги.
Стальные подкладки приваривают к свариваемым деталям (остающиеся подкладки) или удаляют после сварки (временные или технологические подкладки). Толщина стальной подкладки должна составлять 30—40% толщины свариваемого металла (а при многослойной сварке — толщины слоя). Непременным условием для качественной сварки является точная подгонка подкладок. Зазор между стыком и подкладкой любого типа не должен превышать 1 мм. Медная и флюсо-медная подкладки, остающиеся и временные стальные подкладки служат не только для механического удержания жидкой сварочной ванны, но и изменяют характер теплоотвода от основания сварочной ванны, как бы увеличивая толщину свариваемого металла.
Флюсовая подушка не изменяет характера теплоотвода от основания сварочной ванны и служит только для механического удержания жидкого металла путем принудительного поджатия флюса к основанию стыка. Поэтому при сварке на флюсовой подушке полное проплавление основного металла достигается при меньшей силе тока, чем при сварке на подкладках. Это связано с тем, что при ограниченном теплоотводе от основания сварочной ванны глубина провара скачкообразно увеличивается до полного проплавления кромок. Флюсовые подушки бывают однородными и комбинированными.
При сварке на стальной привариваемой подкладке изменяется характер кристаллизации металла шва в его корне (рис. 5-25, а) по сравнению с характером кристаллизации этого участка при сварке на флюсовой подушке (рис. 5-25, б) или флюсо-медной подкладке. Это, как указывалось выше, благоприятно отражается на стойкости металла против возникающих по оси шва кристаллизационных трещин. При сварке на остающейся подкладке иногда наблюдаются трещины, берущие начало от щели между сопрягаемыми элементами.
Сварка стыковых швов при соединении в замок (рис. 5-25, в) не обеспечивает полного провара основного металла. Соединение в замок применяется в круговых швах толстостенных труб и сосудов. Характер кристаллизации тот же, что и при сварке на остающейся подкладке, но возможно образование трещины от щели.
Применение подкладок и подушек позволяет получать односторонние швы. Однако, несмотря на большое количество используемых для этой цели технологических приемов и приспособлений, не всегда удается обеспечить надлежащее и стабильное формирование обратного валика. Бывают случаи, когда форма обратного валика даже в пределах одного стыка изменяется в широких пределах. Поэтому стыковые швы ответственных конструкций, как правило, сваривают с двух сторон. При этом качество сварки значительно более стабильное и возможно получение однослойных (двусторонних) швов на металле большей толщины (см. табл. 5-1).
Переход на одностороннюю сварку пока оправдан только в случае действительной необходимости, например при изготовлении громоздких узлов, когда затруднена или вообще невозможна их кантовка, или для изделий, размеры которых не позволяют проводить сварку со второй стороны. При односторонней сварке следует в большем объеме проводить контроль качества. Возрастает время, затрачиваемое на исправление дефектов, а при некоторых условиях и на правку конструкций.
При автоматической сварке однослойных швов любой длины и при сварке коротких швов (до 300 мм) вручную их заваривают от начала до конца — напроход. При ручной сварке швов средней длины для уменьшения сварочных деформаций и напряжений их заваривают двумя участками (рис. 5-26, а), или так называемым обратноступенчатым способом (рис. 5-26, б), или же от середины к концам шва (рис. 5-26, в). При обратноступенчатом способе сварки весь шов разбивают на отдельные участки длиной 100—-300 мм. Сварку каждого участка (ступени) выполняют в направлении, обратном общему направлению сварки (рис. 5-26, 6).
При этом конец каждой последующей ступени совпадает с началом предыдущей. При полуавтоматической сварке под флюсом применяют как сварку напроход, так и сварку ступенями.
Производительность при выполнении однослойных стыковых швов определяется линейной скоростью сварки, равной скорости перемещения источника нагрева, и величиной коэффициента использования сварочной установки. Максимальная скорость, при которой возможно качественное выполнение стыкового однослойного шва, зависит от вида и режима сварки, толщины свариваемого металла, возможной точности направления конца электрода по месту стыка и от формы сварочной ванны. Она практически не зависит от количества вводимого в шов за единицу времени дополнительного металла. Важные показатели для этого случая — проплавляющая способность источника теплоты и возможность качественного выполнения швов на повышенных скоростях, для чего широкое применение находит многодуговой процесс.
При однослойной сварке необходимы тщательная зачистка металла и точная сборка под сварку, повышенная стабильность режима, точное направление электрода, применение только кондиционных сварочных материалов, т. е. наличие высокой культуры производства. Поэтому на практике подчас даже вопреки технической целесообразности применяют многослойную сварку, при которой дефекты, образовавшиеся в одном из слоев, устраняются при наложении последующих.
Стыковые многослойные швы. Если проплавляющая способность источника теплоты не обеспечивает возможности провара основного металла с одной или двух сторон на всю толщину, то производят специальную подготовку свариваемых кромок. В этом случае между соединяемыми элементами оставляют пространство, позволяющее приблизить источник теплоты к самой отдаленной от поверхности точке основного металла. Достигается это за счет скоса кромок с оставлением небольшого нескошенного участка — притупления, которое проплавляется в процессе сварки (рис. 5-27, а—г).
К многослойной сварке со скосом кромок даже для толщин, которые могут быть сварены в один слой, прибегают и в тех случаях, когда отсутствуют
источники питания достаточной мощности, необходимо уменьшить долю основного металла в металле шва (например при сварке среднеуглеродистых, среднелегированных и других марок стали), создать благоприятный термический цикл или снизить вероятность образования дефектов и пр. Очевидно, что такое решение вопроса менее целесообразно, чем сварка без разделки кромок, так как в этом случае искусственно удаляется часть основного металла, а образовавшаяся полость заполняется другим, более дорогим, электродным или присадочным металлом. При этом металл шва на 60—80% состоит из электродного и только на 20—40% из основного металла. Производительность сварки существенно снижается.
Условия, благодаря которым осуществляется провар корня шва при многослойной сварке, ясны из схем, приведенных на рис. 5-28. При сварке без разделки кромок при данной мощности источника нагрева шов будет формироваться так, как показано на рис. 5-28, а. Если раздвинуть кромки на расстояние, превосходящее ширину шва, то при той же мощности источника нагрева шов погрузится в разделку до такого положения, при котором ширина его совпадет с шириной разделки (рис. 5-28, б).
При увеличении угла раскрытия кромок произойдет дальнейшее понижение уровня сварочной ванны и при той же мощности источника нагрева и форме шва будет достигнут провар соединяемых деталей в корне шва (рис. 5-28, в). При малом угле разделки кромок трудно обеспечить провар и при многослойном шве.
Кромки под сварку разделывают путем удаления части металла по плоскости, расположенной под некоторым углом к вертикальной оси (V-образная разделка кромок, рис. 5-27, а), или же по специально подобранной криволинейной поверхности (рюмко-образная разделка кромок, рис. 5-27, б). Характер подготовки кромок под сварку при V-образной разделке определяется углом
раскрытия кромок а или углом скоса кромок, величиной
притупления р и расстоянием (зазором) между свариваемыми деталями а (см. рис. 5-27, а).
Угол раскрытия кромок выбирают с таким расчетом, чтобы были обеспечены провар вершины угла притупления и оптимальный коэффициент формы провара. При малом угле раскрытия возможны непровар вершины угла (см. рис. 5-28, б) и возникновение кристаллизационных трещин. Последнее связано с тем, что для достижения провара при этих условиях слой должен иметь малый коэффициент формы. Угол раскрытия кромок практически не зависит от толщины свариваемого металла и мало зависит от способа сварки. При любой толщине необходимо создать условия для качественного выполнения первого слоя.
Форма подготовки кромок при рюмкообразной разделке определяется величиной притупления р и величиной зазора а, назначаемыми из тех же соображений, что и для V-образной разделки, радиусом г, изменяемым в пределах 5—8 мм, и углом скоса кромок а, равным 10—14°. По условиям формирования металла первого слоя и по сечению разделки предпочтительна рюмкообразная подготовка кромок. Однако в этом случае увеличивается сложность подготовки под сварку и требуется более точное направление электрода по оси соединения для обеспечения провара кромок.
Для уменьшения сечения разделки применяют двустороннюю V-образную разделку, называемую Х-образной (см. рис. 5-27, <?), и двустороннюю рюмкообразную разделку (см. рис. 5-27, г). Они могут быть симметричными и несимметричными по отношению к горизонтальной оси.
Применение двусторонней разделки позволяет на 30—40% сократить сечение шва. Благодаря симметричности сечения шва при двусторонней разделке значительно уменьшается угловая деформация конструкции по сравнению со сваркой одностороннего многослойного шва. Недостатками двусторонней разделки кромок является трудность провара вершины угла, особенно при сварке вручную, и сложность обеспечения совпадения притупления в обеих кромках.
Величина зазора зависит от толщины металла, способа сварки и диаметра электрода. Опыт показал, что для обеспечения высокого качества сварного соединения важно не столько абсолютное значение зазора, сколько постоянство его по длине соединения. При значительных колебаниях ширины зазора трудно обеспечить стабильность провара, постоянство сечения шва и хорошее его формирование. Величина притупления определяется глубиной проплавления металла, достигаемой при сварке первого слоя. Она зависит от способа сварки, режима сварки и формы подготовки кромок. С разделкой кромок можно сварить металл любой толщины.
Иногда применяют одностороннюю или двустороннюю разделку только одной кромки (рис. 5-29). В этом случае сечение разделки уменьшается незначительно, так как угол скоса одной кромки практически равен углу раскрытия при симметричной разделке, а доступ к вершине шва и направление электрода по оси соединения значительно затруднены. Поэтому такой вид подготовки кромок следует рекомендовать только для специальных случаев, например при сварке швов в горизонтальном положении
(рис. 5-30). Наличие нижней нескошенной кромки облегчает формирование шва.
Параметры различных видов разделки и выбор способов подготовки кромок для различных методов дуговой сварки регламентированы ГОСТ 8713—70, 14771—69 и 5264—69. Однако эти рекомендации не всегда бывают оптимальными, и поэтому следует продолжать работы по уточнению существующих и созданию новых вариантов подготовки кромок. Для автоматической сварки многослойных швов в защитных газах возможно применение сварки с щелевой разделкой (рис. 5-31). Опыт ее использования еще невелик. Первые данные свидетельствуют о повышенной вероятности образования дефектов. При толщине металла до 60 мм сварка с щелевой разделкой по производительности процесса и расходу электродной проволоки не имеет преимуществ перед автоматической сваркой под флюсом с двусторонней рюмкообраз-ной подготовкой кромок.
Общий принцип, который должен быть положен в основу выбора формы разделки кромок для данных конкретных условий, сводится к применению разделки минимального сечения, обеспечивающей необходимое качество шва при принятом способе сварки и имеющемся сварочном оборудовании.
Сборка с зазором между кромками типична для электрошлаковой сварки. Величина зазора в этом случае определяется конструкцией и размерами токоподводящих мундштуков и необходимостью создания шлаковой ванны оптимального объема. Если требуется сварить шов электрошлаковой сваркой без полного провара при отсутствии доступа со стороны внутренней поверхности шва, то иногда применяют разделку кромок. Параметры разделки кромок для электрошлаковой сварки выбирают в соответствии с ГОСТ 15164—69.
Сварку многослойных швов вне зависимости от толщины металла следует, как правило, выполнять на одних и тех же режимах. Толщина металла сказывается только на количестве слоев. Все слои, кроме первого, рекомендуется выполнять на одном режиме. Это особенно важно при автоматической и полуавтоматической сварке: при этом отпадает необходимость в переналадке режима. При наложении первого слоя требуются такие же меры для удержания сварочной ванны, как и при однослойных швах. Формирование обратного валика при односторонней сварке многослойных швов тоже не отличается стабильностью.
Сечение слоя при сварке многослойных швов выбирают исходя из необходимости стабильного провара корня шва и хорошего формирования остальной его части. Сечение слоя определяется положением шва в пространстве и способом сварки. Во всех случаях следует стремиться к максимальному сечению слоя, что дает возможность уменьшить число слоев, снизить затраты времени на зачистку шлака, установку автомата и другие вспомогательные работы. При сварке стыковых швов вручную площадь поперечного сечения первого слоя (в мм2) выбирают по следующей установленной практически зависимости:
При автоматической сварке под флюсом площадь сечения слоя обычно не превышает 70—80 мм2, однако может достигать 100 мм2
где ky— коэффициент, учитывающий усиление шва, принимают равным 1,2—1,3; Fp — площадь сечения разделки, мм2.
При многослойной дуговой сварке особенно тщательно следует выполнять первый проход, обеспечивающий провар корня шва. При всех способах сварки его накладывают строго по оси соединения без колебательных движений конца электрода. Смещение шва на одну из кромок повышает стойкость против образования кристаллизационных трещин, но при этом возможны непровары.
При сварке под флюсом ответственных конструкций режим обычно выбирают так, чтобы первый слой, в котором наиболее вероятно возникновение дефектов, при двусторонней сварке полностью, а при односторонней сварке почти полностью переваривался последующими слоями (рис. 5-32, а—в и 5-33, а, б). Сечение и форма первого слоя должны обеспечивать возможность погружения его в разделку (см. рис. 5-28, в) Второй, а иногда и третий слой также накладывают по оси соединения Все последующие слои выполняют со смещением электрода от оси соединения на одну из кромок с таким расчетом, чтобы каждый последующий
слой перекрывал предыдущий примерно на V3 его ширины. В такой последовательности сварку ведут до полного заполнения разделки. При автоматической сварке под флюсом расчистку кромок корня шва перед сваркой со второй стороны не производят.
При сварке вручную кроме схемы наложения слоев, приведенной на рис. 5-20, б, применяют схему, показанную на рис. 5-34. Для получения уширенных слоев конец электрода перемещают в поперечном направлении (рис. 5-35).
При автоматической сварке все слои многослойного шва выполняют напроход последовательно один за другим. При ручной сварке с целью уменьшения сварочных деформаций, снижения скорости остывания металла шва и околошовной зоны и уменьшения возможности образования трещин, связанных с недостаточным сечением слоя, применяют сварку секциями, каскадом и горкой (выполненную двумя сварщиками). Сущность этих методов ясна из схем, приведенных на рис. 5-36, а—в. Длина каждой ступени в зависимости от состава основного металла колеблется в пределах 300—600 мм. Каждый последующий слой накладывают на еще не успевший остыть предыдущий слой. Скорости охлаждения околошовной зоны и металла шва невелики, так как нагрев основного металла при наложении каждого слоя является как бы предварительным подогревом перед сваркой последующего слоя. В наихудших термических условиях находится первый слой, поэтому длину ступени
и режим сварки выбирают так, чтобы перед наложением второго слоя первый не успел остыть ниже температуры 200° С.
При сварке склонной к закалке стали толщиной более 30— 40 мм перед наложением первого слоя кромки подогревают. Подогрев до температуры 200—250° С обычно осуществляют газовыми горелками или индукторами. При сварке низкоуглеродистых, не склонных к закалке сталей длина ступеней значительно увеличивается. При сварке секциями или горкой каждый слой металла шва и окружающий его металл околошовной зоны проходят цикл закалки (нагрев при сварке и охлаждение после нее) и цикл отпуска (нагрев и охлаждение при сварке последующего слоя). После сварки последнего слоя шва по границе сплавления с основным металлом накладывают дополнительный, так называемый отжигающий валик.
Сварку вертикальных швов с двусторонней подготовкой кромок обычно ведут с двух сторон одновременно (сварка в две дуги). При сварке вертикальных и горизонтальных швов силу тока обычно снижают на 15—20% по сравнению с силой тока при сварке в нижнем положении. Применяют электроды диаметром не более 5 мм, обеспечивающие получение сварочной ванны небольшого размера. При сварке потолочных швов с целью облегчения переноса электродного металла используют электроды диаметром не более 4 мм и снижают силу тока на 20—25% по сравнению с силой тока при сварке в нижнем положении. Сварку ведут при низком напряжении дуги — короткой дугой.
Производительность процесса при выполнении многослойных швов определяется скоростью сварки, которая зависит от величины притупления, сечения разделки, количества вводимого в шов за единицу времени дополнительного металла и коэффициента использования установки. Если скорость перемещения
источника нагрева для всех слоев шва одинакова, то скорость сварки определяется зависимостью
где ип.и — скорость перемещения источника теплоты, и/ч.
Если скорость перемещения источника нагрева от слоя к слою изменяется, то скорость сварки определяется зависимостью
— скорости перемещения источника теплоты
при сварке первого, второго и последующих слоев.
Для повышения производительности сварки стремятся максимально увеличить величину притупления (рис. 5-37 и табл. 5-2), применить разделку кромок наименьшего возможного сечения и повысить количество вводимого в сварочную ванну за единицу времени дополнительного металла. Чтобы повысить последний показатель, увеличивают силу тока и число одновременно горящих дуг, повышают коэффициент наплавки (за счет роста плотности тока и предварительного подогрева электрода) или вводят в разделку металл в виде стержней, порошка, крупки, окатышей,
Таблица 5-2
Величина притупления кромок ири различных способах сварки, мм
полос и т п Иногда дополнительный металл вводят во флюс или в покрытие электродов Все эти меры имеют свои преимущества и недостатки и повышают производительность процесса (по основному времени) примерно на 30—40% Выбор наиболее пригодного способа увеличения количества вводимого за единицу времени дополнительного металла зависит от конкретных условий сварки.
Приложение № 5
Сменное задание
| № | Ф.И.О. | Наименование производственных работ | Норма времени 15' | Оценка |
| Стыковое соединение пластин 200x150 мм в нижнем положении S=3 мм. | ||||
| Стыковое соединение пластин S=3 мм , 200x150 мм в нижнем положении без зазора. | ||||
| Стыковое соединение пластин S=3 мм, 200x150 мм в нижнем положении без зазора. | ||||
| Стыковое соединение пластин S=3 мм, 200x150 мм в нижнем положении без зазора. | ||||
| Стыковое соединение пластин 200x150 мм, S=3 мм в нижнем положении. | ||||
| Стыковое соединение пластин S=3 мм, 200x150 мм в нижнем положении без зазора. | ||||
| Стыковое соединение пластин S=3 мм, 200x150 мм в нижнем положении без зазора. | ||||
| Стыковое соединение пластин S=3 мм, 200x150 мм в нижнем положении без зазора. | ||||
| Стыковое соединение пластин S=3 мм, 200x150 мм в нижнем положении без зазора. | ||||
| Стыковое соединение пластин S=3 мм 200x150 мм в нижнем положении без зазора | ||||
| Стыковое соединение пластин S=3 мм, 200x150 мм в нижнем положении сварного шва, без зазора, без скоса кромок. | ||||
| Стыковое соединение пластин S=3 мм, 200x150 мм в нижнем положении сварного шва, без зазора, без скоса кромок. |
Оценочный лист.
| № | Ф.И.О. | Оценка теоретической части | Подготовка под сварку | Провар | Облицовочный шов | Дефекты шва | Качество сварки | Соблюдение техники безопасности | Оценка практической части |
cyberpedia.su








