Холодная сварка и "холодная сварка". Холодная сварка титан
Клей холодная сварка белый Титан kr-105:инструкция к применению
На рынке клея типа «холодная сварка» имеются как отечественные, так и зарубежные производители. Для тех, кто ценит высокое качество продукции, будет интересно ознакомиться с одним из наиболее крепких видов клея. Это холодная сварка Титан, которая в сравнение с остальными показывает очень достойные результаты. Одним из главных показателей в данном случае является возможность выдерживать высокие нагрузки. Также стоит отметить отличную твердость данного состава после застывания. Клей Титан не зря получил свое название, так как в сравнение с остальными он действительно на порядок крепче остальных, даже если брать в расчет зарубежные аналоги.

Внешний вид холодной сварки «Титан»
Он поставляется в двух емкостях в одной упаковке. В каждой емкости находится свой компонент. Перед использованием из следует смешать до получения однородной массы. Состав содержится в небольших банках с крышками, что удобно в хранении. Встречается также холодная сварка Белый Титан, которая поставляется в виде стержня, содержащего два компонента. для того, чтобы использовать такой вариант, его достаточно перемешать.
Помимо высокой крепости стоит также отметить температурную стойкость. В данном случае она составляет более двухсот градусов, тогда как в остальных случаях этот показатель не превышает 150.
Преимущества «Титана» 
- Данная марка имеет одни из наиболее высоких показателей, которые обеспечивают возможность применения даже в сложных эксплуатационных условиях;
- Клей может применяться как высокотемпературная холодная сварка для металла;
- Работа может вестись не только с металлическими изделиями, но и с другими материалами, при сохранении всех качеств стойкости;
- Поставка осуществляется в изолированной упаковке, которая обеспечивает надежную сохранность до вскрытия;
- Легкость применения, вне зависимости от опыта пользователя;
- Высокий уровень адгезии;
- Схватывание материала в течение 5 минут;
- Достаточно большой объем поставки, так что одной пачки может хватить на несколько раз использования.
Недостатки «Титана»
- Холодная сварка Титан KR-105 не так широко распространена на рынке, как остальные варианты;
- Эта марка имеет более высокую стоимость, в сравнении с конкурентами;
- Во время приготовления требуется соблюдать точные пропорции, так как отклонения в данном плане могут привести к ухудшению качества соединения.
Область применения
Благодаря своим свойствам клей применяется чаще всего как холодная сварка для металла, так как дает лучшие свойства соединения именно в этой сфере. Титан может использоваться как дома, для обыкновенных бытовых ремонтов, так и в различных мастерских, где требуется высокая надежность. После затвердевания смесь образует очень плотную структуру, которая может служить для замещения утраченных частей металлических деталей и конструкций. Пластичность вещества позволяет лепить с него разнообразные формы, которые сохраняются после полного затвердевания. Это происходит через несколько часов после нанесения.
Основные свойства, среди которых отличное схватывание поверхности, что обеспечивает универсальность склейки, а также большая прочность, что дает возможность восстановительных работ. Раскрывают широкую область применения во всех тех местах, где невозможно использовать обыкновенную сварку. Ведь этот клей не требует температурного вмешательства. Он хорошо совмещается с материалами при заделке треб сантехники и других сложных операциях.
Виды
«Титан» поставляется в двух вариантах. Первым является стержень, в котором соединены два компонента, один внутри другого. Это разновидность называется «Белый Титан».

Холодная сварка «Белый Титан»
Второй разновидностью является раздельное содержание материалов, где каждый компонент находится в своей емкости, но в общей упаковке.

Клей «Титан» в разных емкостях
Технические характеристики
| Параметр | Значение |
| Максимальные нагрузки,Н | 1686 |
| Напряжение среза среднее,МПа | 4,04 |
| Нагрузки на сдвиг,Н | 438 |
| Нагрузки на отрыв,Н | 381 |
| Сила клеевого соединения,МПа | 9,5 |
| Время схватывания,мин. | 5 |
| Время первичного засыхания,мин. | 20 |
| Максимальная рабочая температура | 260 |
Особенности применения
Инструкция к холодной сварке Титан не многим отличается от остальных материалов подобного типа. Перед размешиванием смеси нужно подготовить металлическую, или любую другую, поверхность. Для этого нужно удалить весь мусор с нее, ликвидировать налеты и прочие лишние вещи. Металлические детали можно дополнительно обработать наждачной бумагой, что улучшит свойства схватывания.
Следующим этапом будет подготовка состава. Если используется двухкомпонентная смесь, то каждый из компонентов следует отмерить, чтобы было равное количество. Это очень важный момент, так как правильное соотношение пропорций обеспечивают заявленные производителем качества. В ином случае свойства могут ухудшиться.
«Важно!Для большей точности процедур можно использовать весы.»
Далее можно приступать к разминанию. Два компонента разминаются в однородную смесь, в которой не должно быть комков, скоплений одного компонента и прочих лишних вещей. Достигнув нужной консистенции, следует нанести клей на вещество и дать засохнуть в течение 20 минут.
Производитель
Производителем является компания «Эльф Филлинг», офис которой находится в Москве, а сама производственная база в Электроуглях.
svarkaipayka.ru
Холодная сварка быстрая сталь Hi Gear от высокой температуры
Американский продукт холодная сварка Hi Gear является достаточно популярным на рынке, так как обладает хорошими показателями качества и имеет несколько специализированных ответвлений, которые будут более подходящими для той или иной операции. В целом же она является универсальной и подходит для склеивания и соединения самых разнообразных твердых поверхностей. Это может быть дерево, пластмасса, керамика, разнообразные виды металла и так далее. Все склеивается, вне зависимости от однородности, благодаря чему холодная сварка и получила столь широкое распространение. Особенно это проявляется при работе с металлами. Не всегда есть возможность применять настоящую сварку, так как она может вызвать температурную деформацию или металл слишком тонкий.

Клей холодная сварка Hi Gear
Используя этот клей можно не только соединять разные детали, получая крепкое соединение, но и заделывать в материале трещины, дыры, сколы и прочие дефекты. Крепость склеивания достигается за счет высокого уровня схватывания и затвердевания вещества. При заделке дефектов используются те же свойства, но нужно потратить большее количество материала, чтобы создать латку. По крепости она будет уступать основному металлу, но ни одно другое вещество не сможет дать такой же результат. Готовое изделие может подвергаться обработке, выдерживать вибрационные нагрузки, ударные нагрузки и температуру более 150 градусов Цельсия.
Преимущества Hi Gear 
- Это универсальное средство, которое пригодится как в домашнем хозяйстве, так и для серьезных ремонтных работ в мастерских;
- Удобная упаковка, в которой содержится стержень, объединяющий в себе два компонента;
- Достаточно большая емкость для использования, которой может хватить на несколько раз;
- Оптимальное время засыхания при различных температурах;
- Есть несколько разновидностей, имеющих свою специализацию и различные добавки;
- Хорошие показатели технических характеристик, что позволяет применять клей и для ответственных соединений.
Недостатки Hi Gear
- Клей имеет более высокую стоимость, чем его прямые конкуренты;
- Низкие показатели крепости на сдвиг;
- Необходимо придерживаться специальных условий хранения, чтобы сохранялись свойства до использования.
Область применения
Холодная сварка применяется при ремонте автомобилей. Во внутренних деталях могут возникать трещины и сколы, которые можно восстановить при помощи данного клея, что будет более просто и дешево, чем любым другим способом, а также убережет от покупки новых деталей. Клей может служить как временным средством ремонта, так как он быстро засыхает и может использоваться в дороге, так же он применяется для основного ремонта.

Холодная сварка компании Hi Gear в ремонте автомобиля
В быту им можно заделывать трещины в емкостях, склеивать небольшие металлические детали, восстанавливать элементы декора и прочее. Благодаря своей универсальности он подходит практически для всех подобных процедур. В особую отрасль стоит выделить ремонт сантехники, так как склеивание керамики, заделка течи в трубах и укрепление мест соединения происходит очень просто и без вмешательства мастера. Также может происходить восстановление резьбы холодной сваркой.
Виды
Одним из наиболее часто используемых видов является клей холодная сварка Hi Gear быстрая сталь. Это марка со стальным наполнителем, которая лучше всего подходит для ремонта стальных изделий. Она также может применяться как холодная сварка для нержавейки.

Холодная сварка Hi Gear быстрая сталь
Hi Gear супер бронза – это смесь, предназначенная для склеивания и восстановления бронзовых изделий. Она обладает наполнителем из данного металла, что улучшает свойства соединения и делает более схожую структуру и характеристики.

Холодная сварка Hi Gear супер бронза
Hi Gear Белый Титан – здесь используется титановый наполнитель, что получается достаточно высокие механические характеристики. Помимо повышенных свойств крепости, состав холодной сварки Hi Gear защищен от высокой температуры, так как может выдерживать более 200 градусов Цельсия.

Холодна сварка Hi Gear белый титан
Технические характеристики Hi Gear
Параметр | Значение параметра |
| Прочность на срез | 1230 Н |
| Среднее напряжение среза | 2,54 МПа |
| Нагрузка на отрыв | 335 Н |
| Напряжение отрыва | 6 МПа |
Особенности применения
Перед приготовлением смеси нужно подготовить рабочую поверхность материала. Она не должна содержать частичек грязи, каких-либо пленок, налетов и прочих лишних вещей. Для этого ее можно обработать наждачной бумагой и растворителями.
После нужно отрезать требуемое количество материала от общей массы. После этого можно приступать к разминанию. Масса должна стать однородной и приобрести пластичность. В таком состоянии она может пробыть около 5 минут, так что после достижения нужной консистенции следует сразу приступать к склеиванию или восстановлению.
«Важно!
Соотношение пропорций обоих компонентов должно быть одинаковым.»
При склеивании материалы нужно сдавить, чтобы клей мог лучше схватиться. При заделке трещин также нужно сделать так, чтобы клей попал вглубь дефекта. При восстановительных работах нужно просто создать форму и прикрепить ее на место. Затем нужно выждать от 20 минут до 1 часа, пока большая часть материала застынет. Полное засыхание происходит через сутки, тогда уже можно вводить изделие в эксплуатацию на полную мощность.
Производитель
Производителем данного продукта является американская компания Hi Gear, которая специализируется на различных материалах для автомобилей.
svarkaipayka.ru
Холодная сварка титана
Многие специалисты в промышленной отрасли склоны считать что холодный вид сварки пришел в современный технический мир из древности. В эпоху бронзовго века умели делать изделия из золота в форме коробка и применяли при этом холодное сваривание частей изделия. Чему существует подтверждение в виде музейного экспоната того времени.
После того как Английские ученые провели ряд исследований связанных с видами холодной сварки, она получила распространение сначала в пределах Англии, а по истечению короткого отрезка времени завоевала уважение и широкое применение в промышленности всего мира. Существенной отличительной чертой холодной сварки от других видов служит тот факт что сваривание деталей происходит без внешнего нагрева частей конструкции. Также положительным является тот факт что работы по сварке можно выполнять при комнатной температуре или при температуре более низкого значения. Выполняется сваривание деталей за счет их деформирования под воздействием давления.
При использовании сварки титановых сталей и сплавов методом давления происходит деформация частиц под воздействием давления. У слоев разрушается и смещается кристаллическая решетка и образуется новая (общая), как следствие мы имеем крепкое соединение двух слоев титана. В машиностроении и промышленной отрасли производства титан сваривают методом холодной сварки давлением используя три технологии принципиально отличающиеся друг от друга.
Холодную сварку титана применяют в твердой фазе. Этот вид сварочных работ осуществляется на обычном воздухе с применением повышенного давления. Холодную сварку при приложении нормальных не чрезмерных усилий осуществляют внахлест. Детали зажимают при помощи специальных зажимов и производят холодную сварку, при снятии зажимов возникает деформация листов титана которые в свою очередь надежно скрепляются между собой.
Одним из главных способов сварки титана давлением это использование листов которые подвергаются совместной пластической деформации и при приложении тангенциальных усилий приложенных относительно поверхности. Сварку давлением при приложении усилий на зажатые внахлест детали, или встык зафиксированные при помощи пуасон, при окончании сварочных работ давлением приводят к деформации и получается надежное сварочное соединение.
3g-svarka.ru
Полезная информация — Холодная сварка
Наверное, многие помнят рекламу, которой пару лет назад был заполнен эфир телеканалов: два здоровенных грузовика разрывают склеенные бетонные кольца, при этом кольца лопаются, а клеевой шов остается целым. Кольца как раз и склеивали составом, похожим на известные многим автолюбителям холодные сварки.Настолько ли они хороши, как показывается в рекламе?Задавшись этим вопросом, мы пошли закупать в автомагазинах составы и готовить тест.Таким образом, представляем на суд читателей проведенные журналом «ПОТРЕБИТЕЛЬ. АвтоДела» механические испытания на сдвиг и отрыв восьми образцов холодных сварок. Тестировались препараты следующих производителей:
• ABRO — Abro Steel• Hi-Gear — «Быстрая сталь»• Permatex — Сold Weld• VersaChem — Magnum Steel• „Эльф Филлинг“ — „Титан“• HENKEL — „Момент СуперЭпокси“• ADEFAL TRADING S.A. — Poxipol• WURTH — Liquid Metal Fe 1
Как мы тестировали
Для получения образцов клеевых соединений были использованы стальные пластины размером 20 х 45 мм и толщиной 4 мм. Для увеличения адгезии между клеевыми составами и пластинами поверхности последних были ошлифованы шкуркой с абразивом средней зернистости. Перед нанесением клеевого состава проводилась двухступенчатая очистка всех пластин: вначале их обрабатывали очищенным бензином, после — ацетоном.
Подготовка клеевых составов к применению проводилась в четком соответствии с инструкцией к каждому средству. После склеивания место соединения помещалось под десятикилограммовый груз, где выдерживалось в течение следующих 24 часов при температуре окружающей среды +24—26 ºС и относительной влажности воздуха 60—65%. В зависимости от вязкости клеевого состава толщина клеевого шва колебалась от 0,2 до 0,5 мм.
Площадь склеиваемой поверхности для всех образцов равнялась 400 кв. мм, соответственно, на единицу поверхности клеевого стыка приходилось давление, рассчитанное по формуле:
P = Fo/Aст., где Fo = m x g = 10 x 9,81 = 98,1H; Aст. = 400 кв. мм — площадь стыка. P = 98,1 / 400 = 0,25 Н/кв. мм.
Такой показатель, как среднее напряжение среза в предположении равномерного распределения касательных сил по поверхности клеевого соединения, вычислялся по формуле Тср = Fср. / Aст.
Механические испытания проводились на универсальной испытательной машине, у которой скорость перемещения активного захвата равняется 5—6 мм/мин.
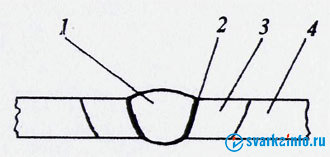
Испытания на срез проводились по схеме односрезного соединения (рис. 1).
Испытания на отрыв проводились по схеме, приведенной на рис. 2.
При проведении испытаний на отрыв согласно этой схеме, в клеевом стыке возникает неравномерное напряженное состояние (рис. 3):
М = F х a.
Напряжение в клеевом стыке распределено по закону:
Σ (max/min) = +/– M / Wст. + F / Aст., где Wст. = b3/6 — момент сопротивления площади стыка изгибу; Аст. = b2.

ABRO Abro Steel
Испытания на срез: под первым номером взахваты испытательной машины были помещены образцы соединений, скрепленных составом Abro Steel американской компании ABRO.
Максимально прочное соединение Abro Steel сумело справиться ссилой, равной 1050Н, но при расчете среднего значения силы среза во внимание принимались величины всех трех показаний. Витоге после усреднения сила среза для Abro Steel составила 957Н.
Среднее напряжение среза для образцов Abro Steel составило 2,39мПа.
Испытания на сдвиг: наиболее прочный образец клеевого соединения холодной сварки ABRO выдержал приложенную кнему силу отрыва 258Н.?Среднее же значение силы отрыва для данной сварки составило 235Н.
Максимальное напряжение отрыва Σ (max) клеевого соединения ABRO— 5,9мПа.
Витоге: испытания на сдвиг— 6?е место, испытания на отрыв— 4?е место.
Общий результат тестирования— 5?е место.
Резюме
«Abro Steel»— это универсальная иудобная виспользовании холодная сварка, со стабильными показателями при работе на сдвиг ина разрыв.
Кстати, этот баллончик вам поможет даже если вы решили купить шифер для дачного дома. Такая автохимия применяется повсюду!
Hi-Gear «Быстрая сталь»
Испытания на срез: под вторым номером мы тестировали состав холодной сварки «Быстрая сталь» компании Hi-Gear. Свое характерное название данная холодная сварка получила благодаря содержащейся вее составе фракции стали.
Максимальная сила, скоторой смог справиться один из образцов «Быстрой стали» во время испытания его прочности на срез, составила 1230Н.?Вто же время по итогам всех трех испытаний среднее значение силы среза составило 1016Н.
Среднее напряжение среза для образцов «Быстрой стали»— 2,54мПа.
Испытания на сдвиг: максимальная нагрузка, скоторой справился один из опытных образцов «Быстрой стали» при испытании на отрыв, составила 335Н, среднее же значение силы отрыва не намного превысило аналогичный показатель предыдущего состава— всего 239Н.
Максимальное напряжение отрыва Σ (max) клеевого соединения «Быстрой стали»— 6,0мПа.
Витоге: испытания на сдвиг— 4?е место, испытания на отрыв— 3?е место.
Общий результат тестирования— 3?е место.
Резюме
Входе обоих этапов испытаний состав холодной сварки «Быстрая сталь» продемонстрировал хорошую истабильную работу. Благодаря удобной упаковке ибыстрой полимеризации „Быстрая сталь“ может стать незаменимым помощником для автомобилиста вдальней дороге.
PERMATEX Cold Weld
Испытания на срез: под третьим номером тестировался состав холодной сварки Cold Weld компании Permatex. Одному из испытываемых образцов клеевого соединения удалось перешагнуть рубеж в1500Н исправиться ссилой, эквивалентной 1520Н.? Среднее же значение силы среза для данного образца составило 1243Н.
Среднее напряжение среза для образцов Cold Weld— 3,11мПа.
Испытания на сдвиг: клеевое соединение Cold Weld оказалось прочнее первых двух сварок. Один из опытных образцов клеевого соединения выдержал силу 340Н, что не намного больше аналогичного показателя «Быстрой стали». Вто же время образцы клеевых соединений продемонстрировали лучшую стабильность, благодаря чему среднее значение силы отрыва составило 273Н.
Максимальное напряжение отрыва Σ (max) клеевого соединения Cold Weld— 6,8мПа.
Витоге: испытания на сдвиг— 3?е место, испытания на отрыв— 2?е место.
Общий результат тестирования— 2?е место.
Резюме
Универсальный ивысокоэффективный состав Cold Weld способен одинаково успешно справляться снагрузками как на сдвиг, так ина отрыв.
VersaChem Magnum Steel
Испытания на срез: четвертым участником тестирования стал Magnum Steel американской компании VersaChem. На фоне предыдущих участников состав Magnum Steel выглядел не лучшим образом: максимальная сила, скоторой сумел справиться один из ее образцов, не превысила 661Н.?Среднее же значение силы среза составило всего 586Н.
Среднее напряжение среза для образцов Magnum Steel— 1,47мПа.
Испытания на сдвиг: результаты испытаний состава Magnum Steel на срез, увы, не позволяли надеяться на его успешное прохождение теста на отрыв. Так оно ипроизошло: максимальная сила отрыва, скоторой совладал один из образцов Magnum Steel, не превысила 83Н, асреднее значение силы отрыва составило 79Н.
Максимальное напряжение отрыва Σ (max) клеевого соединения Magnum Steel— 2,0мПа.
Витоге: испытания на сдвиг— 8?е место, испытания на отрыв— 7?е место.
Общий результат тестирования— 8?е место.
Резюме
Явный аутсайдер нашего теста, который ивпервом, иво втором случае продемонстрировал одинаково низкие результаты.
«Эльф Филлинг»„Титан“
Испытания на срез: среди восьми составов холодных сварок, принимавших участие втесте, был иодин отечественный препарат, проявивший себя по ходу испытаний самым наилучшим образом.
Итак, участник номер пять— холодная сварка «Титан» компании „Эльф Филлинг“. „Титанические“ усилия первого же опытного образца клеевого соединения позволили ему выдержать приложенную кнему силу, равную 1686Н,— лучший показатель среди уже прошедших испытания составов холодных сварок. Правда, остальные опытные образцы оказались несколько слабее, ипоэтому среднее значение силы среза составило 1616Н.
Среднее напряжение среза для образцов «Титана»— 4,04мПа.
Испытания на сдвиг: признаться, от явного фаворита нашего теста по результатам первой части испытаний мы ина этот раз ожидали хорошего результата. И»Титан» нас не разочаровал: 438Н— такое усилие потребовалось развить испытательной машине, чтобы разрушить наиболее прочный образец клеевого соединения. Среднее же значение силы отрыва по сумме испытаний всех образцов составило 381Н.
Максимальное напряжение отрыва Σ (max) клеевого соединения холодной сварки «Титан»— 9,5мПа.
Витоге: испытания на сдвиг— 1?е место, испытания на отрыв— 1?е место.
Общий результат тестирования— 1?е место.
Резюме
Абсолютный победитель нашего теста. Состав «Титана» формирует исключительно прочный, со стабильными эксплуатационными характеристиками соединительный слой, способный одинаково хорошо справляться сразличными механическими нагрузками.
HENKEL «Момент CуперЭпокси»
Испытания на срез: шестой номер достался эпоксидному клею «Момент СуперЭпокси» компании Henkel. Наиболее прочное из всех клеевых соединений „Момент СуперЭпокси“ справилось сусилием 1488Н, пропустив вперед по этому показателю лишь Cold Weld и»Титан». Но вотличие от Cold Weld, состав „Момент СуперЭпокси“ оказался значительно более стабильным, ивитоге среднее значение силы среза составило 1352Н.
Среднее напряжение среза для образцов «Момент СуперЭпокси»— 3,38мПа.
Испытания на сдвиг: вотличие от «Титана», эта холодная сварка, показавшая очень хороший результат впервом круге испытаний, плохо справилась стестом на сдвиг. Самый крепкий клеевой шов выдержал усилие, равное всего лишь 94,5Н, асреднее значение силы отрыва составило 76,3Н.
Максимальное напряжение отрыва Σ (max) клеевого соединения холодной сварки «Момент СуперЭпокси»— 1,91мПа.
Витоге: испытания на сдвиг— 2?е место, испытания на отрыв— 8?е место.
Общий результат тестирования— 4?е место.
Резюме
Клеевое соединение, сформированное спомощью «Момент CуперЭпокси», способно хорошо справляться смеханическими нагрузками, направленными вдоль клеевого соединения (испытания на срез). Вто же время состав не следует использовать вместах, где клеевое соединение будет подвергаться значительным нагрузкам на разрыв.
На всякий случай: Avto.pro — запчасти для иномарок: hyundai, subaru, toyota, лада, skoda, mercedes benz.
Adefal Trading S. A. Poxipol
Испытания на срез: седьмым участником теста стал широко известный Poxipol уругвайской компании Adefal Trading S. A.
По вполне понятным причинам, заочно холодная сварка Poxipol рассматривалась нами как один из явных фаворитов данного теста. Но проведенные испытания внесли существенные коррективы внаши ожидания.
Вначале первый образец просто не хотел застывать. Так, смешав согласно инструкции содержимое двух тюбиков, мы втечение следующих трех суток ждали, когда наконец полученная композиция затвердеет— тщетно! Принимая во внимание прежний, достаточно успешный опыт обращения схолодной сваркой данной марки, мы ввиде исключения решили протестировать еще один, точно такой же комплект холодной сварки Poxipol.
Врезультате проведенных испытаний дублирующего состава мы получили следующую картину. Значение максимальной силы среза клеевого соединения холодной сварки не превысило 993Н, апо сумме трех испытаний среднее значение силы среза составило 864Н.
Среднее напряжение среза для образцов Poxipol— 2,2мПа.
Испытания на сдвиг: на этот раз застывшему (дублирующему) составу Poxipol удалось гораздо лучше продемонстрировать свои полезные свойства. Так, одно из клеевых соединений выдержало силу отрыва 237Н.?Преодолев планку в200Н, по этому показателю он вплотную приблизился кгруппе лидеров. Среднее значение силы отрыва для образцов Poxipol составило 214Н.
Максимальное напряжение отрыва Σ (max) клеевого соединения холодной сварки Poxipol— 5,4мПа.
Витоге: испытания на сдвиг— 7?е место, испытания на отрыв— 5?е место.
Общий результат тестирования— 7?е место.
Резюме
Охарактеризовать работу Poxipol можно одним словом: разочарование. Седьмое место для холодной сварки сгромким именем— это не результат, тем более что ион был достигнут лишь со второй попытки.
WURTH Liquid Metal Fe 1
Испытания на срез: заключительным, восьмым по счету, внашем тестировании стала холодная сварка Liquid Metal Fe 1немецкой компании Wurth.
Испытания на срез образцов Liquid Metal Fe 1показали такие результаты: максимальная сила среза клеевого соединения составила 1042Н, асреднее значение этого показателя— 980Н.
Среднее напряжение среза для образцов Liquid Metal Fe 1— 2,4мПа.
Испытания на сдвиг: после сравнительно неплохого результата при испытаниях на срез проверка прочности клеевого соединения Liquid Metal Fe 1на отрыв обернулась практически полным провалом. Наиболее прочный образец его клеевого соединения справился сусилием 84,5Н, среднее же значение силы отрыва составило 79Н.
Максимальное напряжение отрыва Σ (max) клеевого соединения холодной сварки Liquid Metal Fe 1— 2,0мПа.
Витоге: испытания на сдвиг— 5?е место, испытания на отрыв— 6?е место.
Общий результат тестирования— 6?е место.
Резюме
Клеевой шов, сформированный спомощью состава Liquid Metal Fe 1,способен достаточно хорошо справляться смеханическими нагрузками, направленными вдоль клеевого соединения (испытания на срез). Однако состав не следует использовать втех местах, где клеевое соединение будет подвергаться значительным нагрузкам на отрыв.
11 ноября, 2013, 2482 просмотра.
zamenamasla74.ru
Холодная сварка для глушителя автомобиля abro: характеристики
Ремонт автомобиля при помощи такого материала как холодная сварка стал более простым и доступным. Дело в том, что практически в любой машине встречаются тонкие детали, которые выполняются из специальных сплавов. Если они оказываются поврежденными, то ремонт может оказаться сложным за счет того, что не так просто подобрать состав электрода или проволоки для сварки, а также не всегда можно ее применять, так как тонкий металл может деформироваться, не говоря уже о риске пережечь все. Обыкновенная сварка также не всегда доступна и целесообразна к применению. Холодная сварка для глушителя оказывается более доступным и простым в применении вариантом.

Холодная сварка для глушителя
С глушителем могут возникать различные проблемы, но основной, для которой и предназначен данный материал, является его физическое повреждение. Зачастую это трещины и сколы, которые нужно залатать. В некоторых случаях все приобретает более серьезные обороты, так как отваливаются крупные части детали. Современные разновидности клея помогают решить практически любую из этих проблем, если правильно подойти к ее решению, так как существует несколько видов ремонта, некоторые из которых можно сделать самостоятельно, не обращаясь в мастерскую. Главное только подобрать какая холодная сварка для глушителя автомобиля будет здесь лучше.
Способы ремонта глушителя
Существует несколько основных способов, как отремонтировать глушитель. Они отличаются по качеству, стоимости, простоте проведения и общей надежности крепления.
Первым способом является сварка, которая относится к самым надежным и крепким соединениям. Несмотря на качество итогового продукта, данный метод оказывается дорогостоящим и трудоемким. Далеко не каждый мастер сможет справиться с подобным заданием и тут требуется уже сварщик, специализирующийся на ремонте автомобилей.

Холодная сварка глушителя
Бандаж со специальной пропиткой, который изготовляется из стеклоткани оказывается более простым. Он помогает избавиться от трещин и снимает нагрузку с поврежденного места. Но в плане надежности он уступает другим методам. Также бандаж оказывается сильно заметным, что не всегда подходит для хозяина машины.

Наложение бандажа со специальной пропиткой для ремонта глушителя
Холодная сварка оказывается более надежной, чем бандаж, но несколько уступает по свойствам обыкновенной. Она проста в применении и обеспечивает высокий уровень качества, так как может противостоять ударным и вибрационным нагрузкам, а также хорошо проявляет себя при воздействии высоких температур.
Преимущества
- Материал обладает относительно низкой стоимостью, что делает его наиболее доступным из способов ремонта;
- Состав придает соединению высокие качества крепости и температурной стойкости, что незаменимо при использовании для автомобиля;
- Для таких целей подходит холодная сварка для металла, которая широко распространена на рынке;
- Время ремонта является относительно небольшим, так как занимает всего несколько минут самого процесса и около часа ожидания пока все засохнет;
- Может применяться также и для других металлических деталей в автомобиле;
- Поставляется в упаковках, в которых количество материала представлено с запасом.
Недостатки
- Есть риск подобрать неправильный состав или ухудшить его путем неправильного хранения;
- Надежность соединения уступает сварке, что может оказаться принципиально важным для некоторых случаев использования;
- Не подходит для масштабных ремонтных процедур;
- Токсична в применении, так что требует использования специальных средств индивидуальной защиты.
Подходящие марки
Задаваясь вопросом, можно ли холодной сваркой заварить глушитель, в первую очередь нужно обратить внимание, какой именно, ведь существует много различных марок, которые в той или иной степени подходят для этого дела. Одной из таких является холодная сварка для глушителя Abro Stell, которая производится в США. Она имеет следующие технические характеристики:
Параметр | Значение |
| Испытание на сдвиг | 257 Н |
| Напряжение на отрыв | 5,9 МПа |
| Время первичного застывания | 1 час |
| Время сохранения пластичного состояния | 7 минут |
| Время полного застывания | 24 часа |
| Максимальная сила среза соединения | 1050 Н |
| Среднее напряжение среза | 2,39 МПа |
Помимо этого есть еще отечественный аналог, который даже превосходит эту известную марку по своим характеристикам. Это холодная сварка Титан, которая производится компанией Эльф Филлинг. Она поставляется в виде двух отдельных компонентов. Характеристики холодной сварки для глушителя этой марки выглядят следующим образом:
Параметр | Значение |
| Испытание на сдвиг | 438 Н |
| Напряжение на отрыв | 95 МПа |
| Время первичного застывания | 20 час |
| Время сохранения пластичного состояния | 5 минут |
| Время полного застывания | 24 часа |
| Максимальная сила среза соединения | 1686 Н |
| Среднее напряжение среза | 4,04 МПа |
Выбор
Чтобы подобрать подходящую марку, следует обратить внимание на то, какую температуру она сможет выдержать. Глушитель часто нагревается, как и другие детали машины. Если температура нагрева будет очень близка к температуре плавления состава, то такой материал для ремонта не нужно использовать. Температура плавления должна быть намного выше фактической. В холодной сварке должен быть металлический наполнитель, так как это улучшает качество соединения с металлами. Крепость соединения относится к главным параметрам, так как постоянные вибрации и прочие нагрузки быстро повторят поломку, если соединение будет слишком слабым.
«Важно!
Марки с добавлением титана оказываются наиболее крепкими, но имеют более высокую стоимость.»
Инструкция по применению
Сначала металл следует очистить от возможных загрязнений, что можно сделать при помощи наждачной бумаги или щетки по металлу. Для обезжиривания подойдет растворитель содержащий спирт. Когда поверхность будет готова, можно приступать к смешиванию двух компонентов в общую смесь.
«Важно!
Несмотря на то, что работа ведется при помощи рук, они должны быть защищены перчатками.»
Когда оба компонента превратятся в одну однородную субстанцию, ее можно наносить на место повреждения, чтобы образовалась латка или подобие сварочного шва. Для улучшения надежности это место стоит обмотать жгутом, который создаст большее давление. Благодаря этому, соединение станет более крепким. Первый этап застывания закончится через 20-60 минут, после чего будет происходить полное застывание в течение оставшихся суток.
«Обратите внимание!Для ускорения данного процесса можно использовать фен.»
svarkaipayka.ru
Холодная сварка и "холодная сварка"
Технологическое развитие, как в металлургии, так и в химической промышленности, привело к тому, что в обиход вошло понятие холодная сварка, имеющую совершенно разную суть. Первое понятие холодной сварки подразумевает соединение металлов способом давления без нагрева соединяемых металлов. Второе понятие используется, когда применяются препараты на основе эпоксидной смолы с добавлением присадок, которые при затвердевании создают очень прочное соединение, ничем не отличаемое от сварки. При этом, чтобы отличить один способ сварки от другого, «сварку» химическим способом берут в кавычки, все-таки это не настоящая сварка. Рассмотрим каждый из видов сварки по отдельности.
Холодная сварка
Как ни странно, но метод холодной сварки применялся еще в бронзовом веке. Додуматься до подобного способа соединения металлов несложно, сложнее отработать технологию подобного соединения. Первые исследования холодной сварки металлов относятся к послевоенному времени. Что послужило толчком к развитию этого направления металлургии сказать сложно. Но общее технологическое развитие подтолкнуло ученых к изучению подобного способа соединения металлов. Простое объяснение процесса холодной сварки заключается в том, что два металла соединяются друг с другом методом высокого давления, при котором образуется монолитное соединение. При этом ни один из металлов не нагревается, но происходит сильная деформация, соединяемых металлов. Вероятно, ученых на метод холодной сварки, как раз и подтолкнула невозможность некоторых металлов соединить с использованием нагрева. При холодной сварке используется очень сильное давление, которое разбивает окислы металлов, и сближение, соединение металлов происходит, практически на атомарном (молекулярном) уровне.
Схемы холодной сварки: а, б – точечной; в, г – стыковой; 1, 2 – свариваемые детали; 3 – пуансоны; а, в – положение перед сваркой; б, г – после сварки
Чаще всего холодную сварку производят точечным методом с использованием вдавливания пуансонов в соединяемые листы. Хотя листы предварительно обрабатываются, тем не менее, давление должно быть таким, чтобы разбить окислы металлов и выдавить их наружу, образовав зоны активного контакта металлов. Наиболее часто холодная сварка применяется для соединения меди, алюминия, свинца, цинка, никеля, низкоуглеродной стали, серебра и ряда других металлов. Причем, может быть как однородная сварка, так и полиметаллическая.
«Холодная сварка»
Этот термин хотя и появился давно, часто используется не по назначению. Часто производители не удосуживаются настоящую холодную сварку, как то отделить от «холодной сварки» совершенно другого типа. Основой «холодной сварки» является эпоксидная смола. «Холодная сварка» всегда двухкомпонентная – смола и затвердитель. После смешивания, эпоксидная смола приходит в твердое состояние. Это свойство и было использовано для создания «холодной сварки». Для усиления свойств подобной смеси в нее добавляются различные компоненты – модификаторы, пластификаторы, пигменты и т.д. В результате подобные «сварки» превращаются в пластилиноподобные массы. Недостаток подобных «холодных сварок» в том, что соединяют разнородные металлы или вещества, но клеющая способность у них ограничена. Применять их можно при ремонте автомобиля – радиаторы, поддоны, кузовные детали и т.д. Можно использовать при сантехнических работах – «сварка» прекрасно заполняет все ниши и от этого прочность соединения только вырастает. Ну, и ,конечно, «холодная сварка» технологична – не требуется пресс, не надо электричества, квалифицированного персонала. Развел состав или оторвал кусок «пластилина» и можно работать. К тому же ремонт можно проводить на месте поломки.
Как видим, холодная сварка и «холодная сварка совершенно разные вещи, и применять их надо там где это необходимо.
autosecret.net