Процесс сварки. Виды сварки. Классификация основных процессов сварки. Сварка это процесс
Сварка. Понятие, сущность процесса.
Сварка представляет собой процесс получения неразъемного соединения посредством установления непрерывных межатомных связей между соединяемыми деталями при их нагревании и (или) пластическом деформировании.
Всего существует около 200 способов.
Все существующие способы сварки, можно разделить на две основные группы: сварку давлением (контактная, газопрессовая, трением, холодная, ультразвуком) и сварку плавлением (газовая, термитная, электродуговая, электрошлаковая, электронно-лучевая, лазерная).
Самое широкое распространение получили различные способы электрической сварки плавлением, а ведущее место занимает дуговая сварка, при которой источником теплоты служит электрическая дуга.
Наибольший объём среди других видов сварки занимает ручная дуговая сварка - сварка плавлением штучными электродами, при которой подача электрода и перемещение дуги вдоль свариваемых кромок производится вручную.
Электрическую сварку плавлением в зависимости от характера источников нагрева и расплавления свариваемых кромок можно разделить на следующие основные виды сварки:
1. электрическая дуговая, где источником тепла является электрическая дуга;
2. электрошлаковая, где основным источником теплоты является расплавленный шлак, через
который протекает электрический ток;
3. электронно-лучевая, при которой нагрев и расплавление кромок соединяемых деталей производят направленным потоком электронов, излучаемых раскалённым катодом;
4. лазерная, при которой нагрев и расплавление кромок соединяемых деталей производят направленным сфокусированным мощным световым лучом микрочастиц - фотонов.
При электрической дуговой сварке основная часть теплоты, необходимая для нагрева у плавления металла, получается за счет дугового разряда, возникающего между свариваемым металлом и электродом. Под действием теплоты дуги кромки свариваемых деталей и тори плавящегося электрода расплавляются, образуя сварочную ванну, которая некоторое время находится в расплавленном состоянии. При затвердевании металла образуется сварное соединение. Энергия, необходимая для образования и поддержания дугового разряда, получаете; от источников питания дуги постоянного или переменного тока. Классификация дуговой сварю производится в зависимости от степени механизации процесса сварки, рода тока и полярности типа дуги, свойств электрода, вида защиты зоны сварки от атмосферного воздуха и др.
По степени механизации различают ручную, полуавтоматическую и автоматическую сварку. Отнесение процессов к тому или иному способу зависит от того, как выполняются зажигание и поддержание определенной длины дуги, манипуляция электродом для придания шву нужной формы, перемещение электрода по линии наложения шва и прекращения процесса сварки.
По роду защиты зоны сварки от окружающего воздуха различают следующие способы сварки: без защиты (голым электродом, электродом со стабилизирующим покрытием), со шлаковой защитой (толстопокрытыми электродами, под флюсом), шлакогазовой (толстопокрытыми электродами), газовой защитой (в среде защитных газов – аргон, азот, углекислый газ и др.), с комбинированной зашитой (газовая среда и покрытие или флюс). Стабилизирующие покрытия представляют co6oй материалы, содержащие элементы, легко ионизирующие сварочную дугу. Наносятся тонким слоем на стержни электродов (тонкопокрытые электроды), предназначенных для ручной дуговой сварки. Защитные покрытия представляют собой механическую смесь различных материалов предназначенных ограждать расплавленный металл от воздействия воздуха, стабилизировать горение дуги, легировать и рафинировать металл шва.
Наибольшее применение имеют средне - и толстопокрытые электроды, предназначенные для ручной дуговой сварки и наплавки, изготовляемые в специальных цехах или на заводах.
Применяются также магнитные покрытия, которые наносятся на проволоку в процесс сварки за счёт электромагнитных сил, возникающих между находящейся под током электродной проволокой и ферромагнитным порошком, находящемся в бункере, через который проходи электродная проволока при полуавтоматической или автоматической сварке. Иногда это ещё сопровождается дополнительной подачей защитного газа.
При ручной сварке указанные операции, необходимые для образования шва, выполняются рабочим-сварщиком вручную без применения механизмов.
При полуавтоматической сварке плавящимся электродом механизируются операции п подаче электродной проволоки в сварочную зону, а остальные операции процесса сварки осуществляются вручную.
При автоматической сварке под флюсом механизируются операции по возбуждению дуги, поддержанию определённой длины дуги, перемещению дуги по линии наложения шва. Автоматическая сварка плавящимся электродом ведётся сварочной проволокой диаметром 1-6 мм, при этом режим сварки (ток, напряжение, скорость перемещения дуги и др.) более стабилен, что обеспечивает однородность качества шва по его длине, в то же время требуется большая точность в подготовке и сборке деталей под сварку.
Возникновение сварочной дуги

Читайте также:
- V этап. Сестринский анализ эффективности проводимого сестринского процесса.
- Административно-правовые нормы: понятие, структура, виды. Дискуссионность по понятию структуры правовой нормы.
- АДМИНИСТРАТИВНО-ЮРИСДИКЦИОННОЕ ПРОИЗВОДСТВО: ПОНЯТИЕ, ЧЕРТЫ, ВИДЫ.
- АДМИНИСТРАТИВНЫЙ НАДЗОР: ПОНЯТИЕ, ОСОБЕННОСТИ, МЕТОДЫ, СУБЪЕКТЫ, ПОЛНОМОЧИЯ.
- Акты применения права:понятие,признаки,виды.Н,П,А.и акты примен.права:сходство,различия.
- Бюджетная классификация (понятие, принципы, виды). Бюджетный кодекс РФ.
- В-13. Административные процедуры как действия юридического характера: понятие, принципы осуществления, правовое регулирование.
- В-56. Понятие, назначение и виды органов местного управления
- Введение. Понятие, роль и этапы математического моделирования в экономике и финансах
- Вещественные доказательства: понятие, виды и особенности хранения.
- Вещественные доказательства: понятие, виды, процессуальный порядок их приобщения к уголовному делу
- ВИТАМИНЫ И МИКРОЭЛЕМЕНТЫ. РОЛЬ В БИОМЕХАНИЗМЕ РОДОВОГО ПРОЦЕССА.
lektsia.com
Процесс сварки. Виды сварки. | МеханикИнфо
Процесс сварки. Виды сварки. Классификация основных процессов сварки. 4.67/5 (93.33%) проголосовало 15

Процесс сварки заключается в соединении двух или нескольких твердых тел, благодаря силам сцепления между атомами. Твердые тела могут быть как металлические, так и неметаллические (пластмасс, керамика, стекло)
Возможно вам будут интересные другие мои статьи:
Электроды для ручной сварки. Подбираем сварочные электроды;
Сварочные электроды АНО-4 технические характеристики;
Электроды УОНИ-13/55 технические характеристики;
Электроды ОК 46.00 технические характеристики;
Сварочные электроды ЦЛ-11 технические характеристики.
Сейчас применяют разнообразные виды и методы сварки. Под видом сварки понимается группа процессов сварки, характеризуемых единым видом энергии, необходимой для образования сварного соединения, а также условиями введения её в металл. По виду сварки ее можно подразделить на электродуговую, электрошлаковую, контактную, газовую, электронно-лучевую, ультразвуковую, трением и др.
По методам защиты сварочной ванны от воздуха сварочные процессы подразделяются на сварку под флюсом, в защитных газах, покрытыми электродами, в водяном паре, в вакууме и т. д.
По степени автоматизации различают автоматическую, полуавтоматическую и ручную сварки.
Все виды сварки, перечисленные ранее, в свою очередь, делятся на группы. В зависимости от состояния металла и технологического процесса, можно выделить несколько основных групп сварки:
— Сварка плавлением;
— Сварка давлением.
Процесс сварки плавлением заключается в расплавлении кромок свариваемых деталей при нагреве. Благодаря чему образуется общая ванна, в которую, как правило, вводится присадочный материал. В результате совместной кристаллизации основного и присадочного металла образуется сварной шов. При отбортовке кромок или плотной сборке без зазоров сварку можно производить и без присадочного металла. К сварке плавлением относятся такие виды сварок, как электродуговая, электрошлаковая, газовая, плазменная, электронно-лучевая и др.
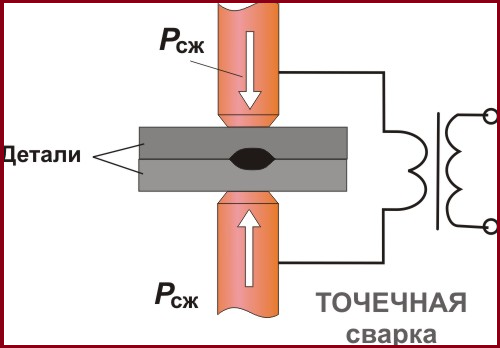
Процесс сварки давлением заключается в нагреве свариваемых деталей до пластичного состояния либо до оплавления, а образование сварного соединения происходит при сдавливании их внешним усилием. В ряде случаев при соединении пластичных метал тов сварка производится без нагрева, а при помощи только одного давлення (например, холодная сварка). К сварке давлением относятся следующие виды сварок: контактная, ультразвуковая, трением, диффузионная, газопрессовая, взрывом и др.
Классификация основных процессов сварки.
Классификация основных процессов сварки изображена на рисунке 1.
Рис.1. Классификация основных процессов сварки.

Если статья оказалась вам полезна — поделитесь ею в социальных сетях.
mechanicinfo.ru
это процесс получения монолитного соединения материалов за счет введения и термодинамического необратимого преобразования энергии и вещества в месте соединения.
Склеивание, цементирование и другие соединительные процессы, обеспечивающие монолитность соединения, в отличие от сварки и пайки, как правило, не требуют введения энергии. Они реализуются обычно за счет введения и преобразования вещества (клея, цемента и т. д.) - рис. 1.5.
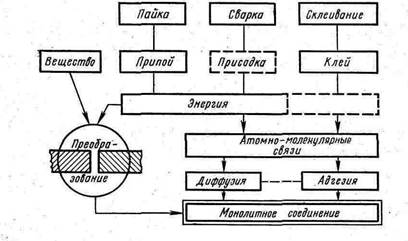
Рис. 1.5. Схема получения монолитного соединения при сварке, пайке и склеивании
Кроме самого общего, термодинамического, возможны и другие определения сварки. Например, сварка - как технологический процесс создания сварных конструкций или - как металлургический процесс и т. д. Однако именно энергия и пути ее преобразования, являются доминирующими факторами, определяющими характер процесса сварки как физико-химического явления.
Рассмотрение термодинамической структуры процессов сварки (см. рис. 1.4.) позволяет классифицировать их по виду введенной энергии на термические Т, термомеханические ТМ и механические М процессы.
Пользуясь первым началом термодинамики, можно подсчитать изменение внутренней энергии dU системы соединяемых элементов, теоретически необходимое для образования монолитного соединения при конкретных условиях: источнике энергии, материале изделий, конструкции соединения и т. д.
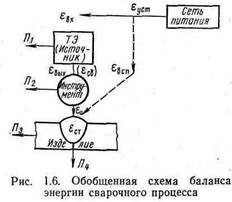 |
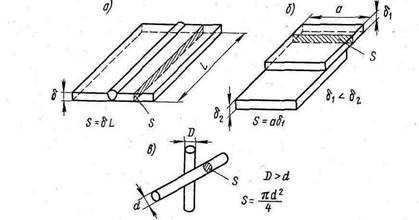
Рис. 1.7. Схема выбора рабочей площади S для расчета удельной энергии сварки стыковых (а),
нахлесточных (б) и крестообразных (в) соединений
Обозначение удельной энергии на различных стадиях ее преобразования в схеме баланса принято следующим:
eуст - энергия, получаемая сварочной установкой от сети питания; она может использоваться непосредственно на сварку
eсв и вспомогательные операции eвсп, необходимые для обеспечения сварки, например на вакуумирование;
eвх - энергия на входе трансформатора энергии ТЭ;
П1 - потери энергии в трансформаторе;
eвых или eсв - энергия на выходе ТЭ, передаваемая источником инструменту, вводящему ее затем в зону сварки:
eвых = eвх -П1;
П2 - потери при передаче энергии к изделию;
eи - энергия, введенная в изделие;
eи = eсв –П2;
П3 - потери энергии на теплопроводность в изделие;
eст - энергия, аккумулированная в зоне стыка:
eст = eи –(П3 + П4);
П4 - потеря уноса (с испарившимся или выплавленным материалом).
Потери уноса характерны главным образом для резки,номогут иметь место и при высокоинтенсивных процессах лучевой сварки.
Отдельные элементы в схеме передачи энергии в зависимости от вида процесса могут существенно измениться и даже отсутствовать совсем. Например, носителем энергии (инструментом) в термических процессах является луч, дуга или пламя, а при контактной сварке - сам нагретый металл в зоне контакта.
Каждая ступень передачи энергии от источника к изделию может иметь свой коэффициент полезного действия. Из теории распространения теплоты при сварке известны эффективный и термический к.п.д. процесса, которые в обозначениях данной схемы выражаются следующим образом:
hи = eи /eсв , ht = ecт /eи .
Кроме того, по мере накопления данных по энергетическому анализу всех процессов сварки в дальнейшем целесообразно ввести термодинамический к. п. д. процесса:
hтд = ecт /eсв .
Этот к.п.д. по форме аналогичен к.п.д. процесса проплавления (например, при дуговой сварке листов), однако он имеет здесь более общий характер, так как показывает отношение минимальной удельной энергии ecт , необходимой в зоне сварки Для выполнения данного соединения, к требуемой энергии источника на выходе трансформатора ТЭ. Удельная энергия ecт дж/м2,соответствует в данном случае изменению энергосодержания dH зоны стыка, отнесенному к площади получаемого за счет этой энергии соединения.
Представляет интерес также сравнение введенной энергии eи и энергииeр ,необходимой для разрушения полученного соединения. Отношение этих показателей будет приближенно характеризовать некоторый физический к. п. д. процесса соединения материалов:
hф = eр /eи .
В связи с изложенным, целесообразно сравнивать по вводимой энергию все существующие процессы сварки. Этот критерий поможет выявить общие физические закономерности, связывающие их между собой.
Похожие статьи:
poznayka.org
процесс сварки - это... Что такое процесс сварки?
3.2 процесс сварки (welding process): В настоящем стандарте использованы процессы сварки, перечень и определения которых приведены в ИСО 857-1, и система нумерации процессов сварки по ЕН ИСО 4063.
Словарь-справочник терминов нормативно-технической документации. academic.ru. 2015.
- процесс резания при ручном управлении
- процесс сертификации
Смотреть что такое "процесс сварки" в других словарях:
процесс сварки — Процесс соединения материалов с нагревом их до определенных температур, как с применением давления и присадочного металла, так и без них. [http://www.manual steel.ru/eng a.html] Тематики металлургия в целом EN welding process … Справочник технического переводчика
Процесс сварки — Welding process Процесс сварки. Процесс соединения материалов с нагревом их до определенных температур, как с применением давления и присадочного металла, так и без них. (Источник: «Металлы и сплавы. Справочник.» Под редакцией Ю.П. Солнцева; НПО… … Словарь металлургических терминов
процесс — 4.25 процесс (process): Совокупность взаимосвязанных или взаимодействующих видов деятельности, преобразующих входы в выходы. [ИСО 9000:2005] Источник … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р ИСО 15607-2009: Технические требования и аттестация процедур сварки металлических материалов. Общие правила — Терминология ГОСТ Р ИСО 15607 2009: Технические требования и аттестация процедур сварки металлических материалов. Общие правила оригинал документа: 3.22 дефект (imperfection): Нарушение сплошности сварного шва или отклонение от установленной… … Словарь-справочник терминов нормативно-технической документации
Режим сварки — 34. Режим сварки Совокупность основных контролируемых параметров, определяющих процесс сварки. Источник: ВСН 003 88: Строительство и проектирование трубопроводов из пластмассовых труб … Словарь-справочник терминов нормативно-технической документации
РД 153-006-02: Инструкция по технологии сварки при строительстве и капитальном ремонте магистральных нефтепроводов — Терминология РД 153 006 02: Инструкция по технологии сварки при строительстве и капитальном ремонте магистральных нефтепроводов: 1.2.3 Автоматическая сварка сварочный процесс, при котором подача сварочной проволоки и перемещение сварочной головки … Словарь-справочник терминов нормативно-технической документации
процедура сварки — 3.1 процедура сварки (welding procedure): Установленный порядок действий для выполнения сварного шва, включая указания на процесс(ы) сварки, основные и сварочные материалы, подготовку под сварку, предварительный нагрев (при необходимости), метод… … Словарь-справочник терминов нормативно-технической документации
технологический производственный процесс — 3.82 технологический производственный процесс: Операции механической обработки, сварки, термообработки или другие процессы, используемые для полного изготовления изделия. Источник: ГОСТ Р 51365 99: Оборудование нефтепромысловое добычное устьевое … Словарь-справочник терминов нормативно-технической документации
Электрошлаковый процесс — собирательное название технологий: электрошлакового литья (ЭШЛ), электрошлаковой наплавки (ЭШН), электрошлаковой сварки (ЭШС) и электрошлакового переплава. Аббревиатура ЭШП расшифровывается и как электрошлаковый процесс, и как электрошлаковый… … Википедия
Газовая сварка — процесс сварки с местным расплавлением металла пламенем горючих газов сварочной горелки (См. Сварочная горелка). Для повышения температуры пламени применяют смесь горючего газа с технически чистым кислородом. Кислород обычно находится в… … Большая советская энциклопедия
normative_reference_dictionary.academic.ru
процесс сварки - это... Что такое процесс сварки?
процесс сваркиПроцесс соединения материалов с нагревом их до определенных температур, как с применением давления и присадочного металла, так и без них.[http://www.manual-steel.ru/eng-a.html]
Тематики
- металлургия в целом
Справочник технического переводчика. – Интент. 2009-2013.
- процесс сборки топливных элементов
- процесс сероводородного брожения
Смотреть что такое "процесс сварки" в других словарях:
процесс сварки — 3.2 процесс сварки (welding process): В настоящем стандарте использованы процессы сварки, перечень и определения которых приведены в ИСО 857 1, и система нумерации процессов сварки по ЕН ИСО 4063. Источник: ГОСТ Р ИСО 15607 2009: Технические… … Словарь-справочник терминов нормативно-технической документации
Процесс сварки — Welding process Процесс сварки. Процесс соединения материалов с нагревом их до определенных температур, как с применением давления и присадочного металла, так и без них. (Источник: «Металлы и сплавы. Справочник.» Под редакцией Ю.П. Солнцева; НПО… … Словарь металлургических терминов
процесс — 4.25 процесс (process): Совокупность взаимосвязанных или взаимодействующих видов деятельности, преобразующих входы в выходы. [ИСО 9000:2005] Источник … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р ИСО 15607-2009: Технические требования и аттестация процедур сварки металлических материалов. Общие правила — Терминология ГОСТ Р ИСО 15607 2009: Технические требования и аттестация процедур сварки металлических материалов. Общие правила оригинал документа: 3.22 дефект (imperfection): Нарушение сплошности сварного шва или отклонение от установленной… … Словарь-справочник терминов нормативно-технической документации
Режим сварки — 34. Режим сварки Совокупность основных контролируемых параметров, определяющих процесс сварки. Источник: ВСН 003 88: Строительство и проектирование трубопроводов из пластмассовых труб … Словарь-справочник терминов нормативно-технической документации
РД 153-006-02: Инструкция по технологии сварки при строительстве и капитальном ремонте магистральных нефтепроводов — Терминология РД 153 006 02: Инструкция по технологии сварки при строительстве и капитальном ремонте магистральных нефтепроводов: 1.2.3 Автоматическая сварка сварочный процесс, при котором подача сварочной проволоки и перемещение сварочной головки … Словарь-справочник терминов нормативно-технической документации
процедура сварки — 3.1 процедура сварки (welding procedure): Установленный порядок действий для выполнения сварного шва, включая указания на процесс(ы) сварки, основные и сварочные материалы, подготовку под сварку, предварительный нагрев (при необходимости), метод… … Словарь-справочник терминов нормативно-технической документации
технологический производственный процесс — 3.82 технологический производственный процесс: Операции механической обработки, сварки, термообработки или другие процессы, используемые для полного изготовления изделия. Источник: ГОСТ Р 51365 99: Оборудование нефтепромысловое добычное устьевое … Словарь-справочник терминов нормативно-технической документации
Электрошлаковый процесс — собирательное название технологий: электрошлакового литья (ЭШЛ), электрошлаковой наплавки (ЭШН), электрошлаковой сварки (ЭШС) и электрошлакового переплава. Аббревиатура ЭШП расшифровывается и как электрошлаковый процесс, и как электрошлаковый… … Википедия
Газовая сварка — процесс сварки с местным расплавлением металла пламенем горючих газов сварочной горелки (См. Сварочная горелка). Для повышения температуры пламени применяют смесь горючего газа с технически чистым кислородом. Кислород обычно находится в… … Большая советская энциклопедия
technical_translator_dictionary.academic.ru