Жидкая сварка для пластмасс: универсальное склеивающее средство. Сварка пластика
|
Инструкция по сварке пластика
Ошибки при сварки пластика. В таблице представлены основные ошибки при сварке пластика.
Причина ошибок. Плохое проникновения прутка в шов/плохая адгезия. - Плохая подготовка шва для сварки.- Слишком большая скорость сварки/ температура слишком мала. - Сварка происходит не соответствующими материалами.- Нужно больше практики.
Подбор пластикового прутка для сварки. В своем большинстве в авто производстве используется термопластик. При нагреве термопластику можно придать форму или сварить его. Ниже приведены различные виды термопластика, каждый имеет свои параметры при сварке(см. таблицу температур при сварке), при сварке нужно подбирать соответствующий пруток.
| |||||











krepcraft.ru
Сварка пластика

О простом надёжном способе сварки пластмассовых деталей, в том числе, изготовленных из «жирных» пластмасс.
Самые интересные ролики на Youtube
Близкие темы

Простые технологии обработки пластмассы и металла при изготовлении корпусов радиоаппаратуры

Как заточить паяльнмк?
Как восстановить сломанные пластиковые детали, подвергающиеся большим нагрузкам?
При ремонте бытовой техники и радиоаппаратуры часто приходится восстанавливать поломанные или треснувшие пластмассовые детали. В некоторых случаях, эти детали изготовлены из так называемых «жирных» пластмасс типа полиэтилен, полиамид, полиэтилентерефталат, полипропилен и им подобным. К этим пластикам либо сложно подобрать клей, либо клеевое соединение оказывается не столь прочным, как этого бы хотелось.

На картинке пример – сломанный каркас комнатной дециметровой антенны. Пластмассовая часть каркаса лопнула в том месте, где через неё приходил один из директоров* антенны, тем самым снижая прочность каркаса.
Я в таких случаях применяю технологию, проверенную многолетним опытом. С её помощью можно восстанавливать даже пластмассовые детали, подвергающиеся очень большим нагрузкам.

Суть технологии заключается в том, что сначала в сварной шов вплавляется металлическая арматура.

А затем место стыка покрывается слоем расплавленного полипропилена или другой прочной пластмассы.
Если требуется изготовить ещё более прочный шов, то все операции просто повторяются необходимое количество раз.

В качестве арматуры я использую оплётку от экранированного кабеля подходящего сечения.

Чтобы с оплёткой было удобнее работать, я придаю ей сначала нужную форму.

Для сварки можно использовать припой на основе любого прочного пластика. Хорошие результаты даёт полипропилен. Это прочный пластик, позволяющий получать очень прочные сварные соединения. Палочки из полипропилена можно нарезать из цилиндров одноразовых шприцев.

На картинке каркас антенны, восстановленный с использованием армированного сварного шва.

А это дециметровая антенна после произведённого ремонта.
Процесс получения сварного армированного соединения можно увидеть в видео-иллюстрации. Разверните плеер на весь экран и выберите наивысшее разрешение (HD 1280x720px).
-----------------------
* директор – элемент антенны типа "Волновой канал", расположенный впереди вибратора.
7 Декабрь, 2013 (15:16) в Ремонт техники, Технологииoldoctober.com
Сварка пластмассы.

Пластмассовые изделия под воздействие механической силы или какой либо большой нагрузки могут сломаться, расколоться на куски или появятся трещины.
Сварка пластмассы поможет соединить куски вместе и заплавить трещины. Отремонтированное пластмассовое изделие может еще послужить вам долгое время. При поломки пластмассового изделия не стоит сразу выкидывать его на свалку, трещины, отколотые или треснутые части можно сварить или сплавить между собой феном при помощи горячего воздуха.
Если на пластмассовом изделии после удара образовалась вмятина, то для ее устранения применяется постепенное нагревание деформированной части поверхности, затем к ней прикладывается какое либо механическое усилие до тех пор, пока не восстановится первоначальная форма материала.
Сломанный пластмассовый предмет от которого откололись осколки при желании можно отремонтировать, сварить их вместе.
Сварка - пайка пластмассы.
Для получения монолитного, неразъемного соединения осколков поврежденной пластмассы применяется их сплавление - сварка. Для того чтобы сделать хороший ремонт пластмассового изделия своими руками лучше использовать фен с горячим воздухом затем производя сварку пластмассы - сплавить трещины или осколки вместе.
Такой метод является более надежным способом ремонта своими руками пластмассового изделия по сравнению склеивания или механическим крепежом.
Соединенные вместе при помощи фена для сварки пластмассы отколотые куски или заплавленые трещины по своей надежности не уступают новому материалу, это изделие может послужить вам еще какое то время.
Все что требуется для этого простого ремонта изделия своими руками нагревание пластмассовых материалов до нужной температуры, соединить - сплавить их вместе затем дать остыть. Для сварки пластмассы рекомендуется подобрать именно ту температуру при которой материал только плавится но не горит.
При сварке пластмассы феном с горячим воздухом важным моментом является нагревание материала до нужной температуры - температуры плавления.
Нагревая материал до температуры пластичности можно придать ему определенную форму или выправить деформированное место.
Так же применив такой способ можно сплавить отколотые осколки между собой или за плавить трещины в изделии.
Подготовка пластмассы.
В магазинах есть специальные фены, на которых присутствует устройство плавной регулировки температуры (от 50 до 650 градусов) и регулировка подачи воздуха.
Чтобы сделать хороший ремонт своими руками пластмассового изделия, перед тем как приступить к сварке осколков пластика или заварке трещины нужно зачистить будущий сварочный шов. Удалить пятна масла или жира, грязь, придать кромкам шва углубление до 4 мм. Подбирается электрод из пластика шириной 5 - 15 мм в зависимости от ширины шва или трещины на изделии. Электрод для сварки должен иметь такую же однородность какой имеет свариваемый материал.
Электроды для сварки пластмассы можно нарезать ножницами по металлу из любого ненужного пластмассового изделия но одной и той же однородности чтобы было совмещение материала.
Для проверки однородности материалов делают пробную сварку пластмассы.
Для этого нагревают феном электрод из пластика затем делают пробную сварку на поверхности ремонтируемого изделия для определения однородности - совместимости электрода и подлежащее ремонту основания. Нагревая основание и электрод до температуры плавления соединяют их вместе.
Если электрод скользит по основанию материала не прилипает тогда он не подходит для ремонта. Электрод считается однородным если он при пробной сварке пластмассы прилип к основанию материала и после охлаждения понадобится большое усилие чтобы его оторвать или совсем не оторвется.
Встречаются изделия к которым трудно подобрать электрод из такого же материала, в этом случае отрезается полоска с внутренней стороны ремонтируемой пластмассы или с места незаметного для глаз. Используя такой электрод производится сварка пластмассы до полного устранения дефекта.

Производя пробную сварку подбирают температуру нагрева и поток воздуха для оптимального плавления пластмассы. Для стабилизации температуры воздуха фен прогревают в течении 5 минут.
Сварка пластмассового изделия.
Сваривать пластмассы легче если края поврежденного участка скреплены между собой при помощи скрепляющей сварки - прихватками. С помощью прихваток феном фиксируют отколотые фрагменты на том месте где их нужно спаять вместе. Так же при помощи прихваток есть возможность исправить их деформацию.
В процессе сварки пластмассы феном электрод из пластика должен быть наклонен под углом в 45 градусов по отношению к основанию материала. Приложив электрод в зону плавления после его размягчения и основания пластмассы его нужно (не прилагая больших усилий) вдавливать в шов. При появлении наплыва электрод следует продвигать по шву до полного его заполнения.
При сварке пластмассы отдельные фрагменты материала можно соединять между собой в стык со скосом кромок под углом 45 градусов или внахлестку со скосом кромок или без скосов.
В зависимости от характера повреждения сварку пластмассы производят с внутренней и с наружной стороны.
Чтобы на лицевой стороне поврежденное место не было заметным, сварочный шов после ремонта изделия следует зачистить, загрунтовать и покрасить.
Как видим сварка пластмассы при помощи фена это простая операция но требующая определенных навыков. Перед тем как сделать хороший ремонт своими руками пластмассового изделия и набрать немного опыта можно потренироваться в сварке пластмассы на отдельных, ненужных фрагментах и научится подбирать однородность материалов.
www.stif555.ru
Жидкая сварка для пластмасс: универсальное склеивающее средство


Сварка стала важнейшим технологическим процессом, широко применяющимся в строительстве, производственной сфере и быту.

В последние годы появилось множество средств на базе эпоксидной смолы, применяемых для создания неразъемных соединений из разных материалов, способных заменить традиционную сварку.
Универсальное соединительное средство
Данное средство предназначено для соединения изделий из пластмасс, металлов, камня, дерева без термического воздействия на фиксируемые элементы. Оригинальный химический состав средств обеспечивает достаточно качественное и надежное соединение элементов.

Технология холодной сварки не предусматривает нагрева, оплавления или охлаждения заготовок, что позволяет создавать соединения без нарушения исходных характеристик материалов.
Жидкая сварка является универсальным средством, нашедшим применение в различных сферах – промышленности, быту, строительстве, приборостроении, электронике. В конструкциях, не подвергающихся критическим напряжениям, она может успешно заменять точечную сварку.

Помимо прочего, жидкая сварка является идеальным герметиком, используемым для надежной герметизации корпусов различных приборов.
Применение жидкой сварки для пластика
Среди широкого ассортимента различных марок жидкой сварки присутствует средство, предназначенное для соединения и ремонта изделий из пластмасс. Вещество может применяться для следующих операций:
- устранение дефектов, выравнивание и шпатлевка автомобильных бамперов;
- ремонт бытовых приборов и деталей из пластика;
- заделка трещин и сколов на трубопроводах;
- ремонт рыболовных снастей;
- соединение и ремонт пластиковых элементов и деталей различной формы и предназначения.
Благодаря универсальным характеристикам и свойствам, средство может применяться для работы с различными видами пластмасс и прочих материалов.
Технология применения жидкой сварки
Приступая к работе со средством, следует ознакомиться с инструкцией по применению, прилагаемой к каждой упаковке. Несмотря на некоторые особенности различных марок жидкой сварки, технология ее использования, в целом, практически одинакова и предусматривает следующие шаги:
- Подготовка соединяемых поверхностей. Участки, на которые будет нанесен состав, необходимо обработать абразивным материалом и тщательно обезжирить спиртовым раствором.
- В случае если компоненты средства (эпоксидная и аминовая смолы) расфасованы в отдельные тюбики или флаконы, следует выдавить равное количество веществ и перемешать их до получения однородной консистенции.
- Средство, поставляемое в форме пластичного бруска необходимо тщательно размять пальцами, смоченными в воде. Операцию рекомендуется проводить в резиновых перчатках. Готовая к применению смесь должна приобрести консистенцию пластилина и однородный цвет.
- Подготовленную смесь необходимо нанести на склеиваемые поверхности и закрепить элементы струбциной. При ремонте трубопроводов для закрепления стыка рекомендуется использовать жгут. По истечении времени, указанного в инструкции по применению, сварочная масса затвердевает до приемлемого для эксплуатации уровня.
Состав средства и условия хранения
Основными компонентами, входящими в состав соединительного средства являются:

- Эпоксидная смола
- Аминовая смола
- Наполнители на базе металлических или минеральных элементов
Некоторые марки жидкой сварки могут содержать в себе дополнительные вещества и присадки, улучшающие качество соединения.
Хранить средство следует в сухих, темных помещениях. Длительное воздействие ультрафиолетовых веществ и повышенная влажность оказывают отрицательное влияние на свойства продукта, приводя его в негодное состояние. Оптимальная температура хранения – от 15 до 30 градусов. В случае длительного хранения масса может потерять свою пластичность, для восстановления которой брусок можно около получаса подержать в теплом месте.
Меры безопасности при работе с жидкой сваркой
Соединительное средство содержит в себе токсичные компоненты, что требует соблюдения определенных мер безопасности.

- необходимо избегать попадания смеси в глаза и рот, а также на открытые участки кожи;
- масштабные операции с использованием средства рекомендуется проводить в защитных очках и резиновых перчатках;
- ограничить доступ к средству детей и животных;
- предотвращать попадания компонентов состава в продукты питания и питьевую воду.
При попадании смеси в рот, глаза или кожу, пораженные участки следует немедленно промыть большим количеством воды.

Рекомендации специалистов
- При необходимости, быстрого затвердевания массы соединительного средства можно добиться с использованием строительного фена, направив струю теплого воздуха на ремонтируемый участок.
- При ремонте труднодоступных участков конструкции состав следует наносить аккуратно, стараясь избегать его попадания на исправные элементы.
- Для ремонта сантехнической продукции – раковин, унитазов, ванных – рекомендуется использовать специализированное средство, недавно появившееся на рынке. Отметим, что для получения качественного соединения элементов из различных материалов необходимо подобрать из представленного ассортимента средство с наиболее подходящими для определенного вида работ характеристиками.
- При выборе жидкой сварки отдавать предпочтение продукции известных компаний, обходя стороной дешевые подделки. Важное значение для качества имеет и срок годности средства, указанный на упаковке.
svarkagid.com
Ремонт пластиковых деталей
На главную В мастерскую
Ремонт пластмассовых деталей
В современном автомобиле множество запчастей изготовленных из пластмассы. Само собой что по ряду причин иногда они ломаются. Самое досадное в данной ситуации то что наряду с высокой ценой их довольно проблематично купить, даже под заказ. Может конечно повезти и нужная запчасть найдется на авторазборке, но чтобы не зависеть от случая будет не лишним освоить их ремонт в "домашних условиях".
Прежде чем начать разговор о собственно ремонте, давайте определимся с некоторыми терминами и понятиями принятыми в данной сфере деятельности.
Полимеры (от греч. polys — многочисленный, обширный и meros — доля, часть) — вещества, молекулы которых состоят из большого числа повторяющихся звеньев. Пластические массы (пластмассы, пластики) — материалы, представляющие собой композицию, связующую основу которой составляет полимер. Они могут содержать наполнители, пластификаторы, стабилизаторы, пигменты и др. В зависимости от характера превращений, происходящих в полимере при формовании изделий, они подразделяются на термопласты и реактопласты. Для производства пластиковых бамперов используются оба вида пластмассы. Термопласты (термопластичные пластмассы) — материалы, сохраняющие способность многократно плавиться при нагревании. Поэтому детали, изготовленные из термопласта, поддаются сварке. Реактопласты (термореактивные пластмассы) — материалы, в которых при формовании изделия происходят необратимые химические реакции, приводящие к потере способности плавиться при нагревании. Они стойки к растворителям или незначительно набухают под их воздействием. Детали из этого вида пластмасс НЕ поддаются сварке. Адгезия (от лат. adhaesio — прилипание) — способность одного материала удерживаться на другом при различных механических и климатических воздействиях. Например: лакокрасочного покрытия на стали, клея на пластмассе и т.д.
Виды повреждений, которые могут получить пластиковые детали: Царапины — несквозные дефекты поверхности в виде борозд. Бывают поверхностные — нарушающие только лакокрасочное покрытие (ЛКП), и глубокие, из-за значительной глубины которых при дальнейшей эксплуатации возможно образование трещин.Вмятины — изменение формы поверхности (деформация) из-за местного растяжения пластмассы. Трещины — узкие сквозные повреждения различной длины и конфигурации. Они не только снижают прочность и жесткость конструкции, но и увеличивают свою длину ("растут") под действием вибрации. Проломы — сквозное разрушение, при котором происходит отламывание фрагментов и образуется отверстие.
Определение типа полимера
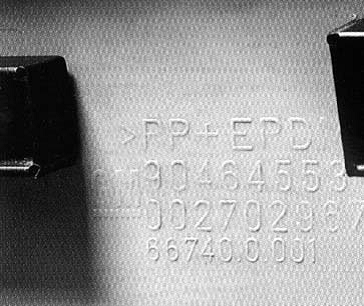
Первым делом необходимо определится к какому типу пластмасс принадлежит материал, из которого изготовлена наша деталь. Полимер обозначают с помощью буквенного кода на внутренней стороне детали (в большинстве случаев).
Как наиболее часто встречающиеся можно выделить следующие типы:ABS - Акрилонитриловый бутадиен стирол (очень часто из этого материала сделан обвес мотоциклов и мопедов)PA - ПолиамидPC - ПоликарбонатPE - ПолиэтиленPP - ПолипропиленPP/EPDM - Полипропиленовая/ этилен-пропиленовая резинаPС/PВТ - Поликарбонат/терефталат полибутилена PBT/PC - Терефталат полибутилена/ поликарбонат PUR - ПолиуретанGF - Усиленный стекловолокном
При отсутствии маркировки тип пластмассы можно определить косвенно. Для этого используют отломившийся кусок или отделяют его в малозаметном месте. Дальше плавим- поджигаем - смотрим и вдыхаем "аромат":
ABS - Хрупкий, при попытке согнуть изгиб белеет. Переход из твердой фазы в жидкую происходит очень быстро. Очень текучий. При перегреве пузырится. Сильно коптит. Пламя со вспышками, оранжевым пламенем. Запах, как каучук. Не гасит себя. Легко растворяется в ацетоне. PA - При попытке согнуть изгиб белеет. Плавится тяжело, вязкий. Горит плохо. Пламя с желтым цветом, синим в основании и вспышки пламени. Тает и пенится. Резкий запах, как муравьиная кислота. Гасит себя. Не растворяется. PC - Пламя со вспышками, желтым огнём и пылающим пеплом. Запах карамели. Частично гасит себя. PE - Пламя с ясным пламенем, синим в основании, желтой вершиной, капли во время горения и запах, как стеарин. Не гасит себя. PP - Гибкий и прочный на разрыв. Размягчается по мере нагрева. Горит почти без копоти. Пламя с ясным пламенем, синим в основанием, желтой вершиной, капли во время горения. Запахи, как нефть или воск. Не гасит себя. Не растворяется.
В принципе, через некоторое время, необходимость в поджигательстве пропадает - с опытом вы научитесь уже по внешнему виду определять большинство типов пластмасс, а также стоит или нет затевать ремонт :-)
Выбор вида ремонта.
От характера повреждения детали и ее материала зависит способ ремонта. Если царапины неглубокие и нарушают только лакокрасочное покрытие (ЛКП), ремонт сводится к восстановлению внешнего вида. Глубокие царапины зашпаклевывают перед покраской. В тех случаях когда из-за значительной глубины повреждения при дальнейшей эксплуатации возможно образование трещин, дефект подвергают сварке или склеиванию.
Ремонт нагревом
Используется для устранения вмятин на термопласте. После постепенного прогрева деформированной поверхности(желательно чтобы температура не превышала 200 градусов), прикладывается механическое усилие до восстановления первоначальной формы изделия. Не рекомендуется откладывать ремонт, особенно в теплое время, так как пластмассе будет сложнее придать первоначальную форму.
Склеивание
Это процесс создания неразъемного соединения за счет адгезии клеящего состава (клеевой композиции) к соединяемым деталям.
Ремонт склеиванием не менее распространен, чем сварка, и является единственно возможным способом ремонта изделий из термореактивных пластмасс. Использование современных клеевых композиций позволяет ремонтировать как термопласты, так и реактопласты.
Клеевые композиции (клеи) для ремонта пластмассовых деталей представляют в своем большинстве высокомолекулярные соединения, которые после затвердевания превращаются в полимерный материал.
Правильный выбор клея необходим для высокого качества ремонта. Это обеспечит лучшую адгезию клеевой композиции к данному типу пластика и одинаковые физические свойства материалов бампера и шва после его отвердения. Для проверки желательно производить контрольное склеивание. (более подробно данный вид ремонта рассмотрен в статье Ремонт пластикового бампера)
Сварка
Процесс получения неразъемного соединения фрагментов (осколков) поврежденного участка путем их местного сплавления. Сварка — более прочный способ ремонта, чем склеивание, поэтому она предпочтительнее для изделий из термопластов. Этот вид ремонта мы разберем более подробно.
Сварка пластмасс
Формально ничего сложного в сварке пластмассы нет. Нагрел до нужной температуры, соединил, дал остыть. Однако важный момент - нагрев до нужной температуры. Я бы выделил такие градации нагрева:
1. Нагрев до температуры пластичности - материалу можно придать определенную форму, изгиб в нужном направлении. 2. Нагрев до температуры плавления - можно сваривать поврежденные участки, добавлять недостающие вставки. 3. Нагрев до температуры разрушения - материал после этого остынет и внешне вам даже будет казаться что процесс пайки увенчался успехом, однако шов будет хрупким и будет содержать продукты разложения пластмассы - что естественно скажется на его прочности.
Тип материала |
Температура плавления, градусы |
Температура разрушения пластика, градусы |
Рекомендуемая температура сварки, градусы |
| ABS | 350 |
380-400 |
350-370 |
| PA | 400 |
450-470 |
400-440 |
| PC | 350 |
380-400 |
350-370 |
| PE(мягкий/твердый) | 270/300 |
||
| PP | 300 |
350-370 |
300-340 |
Обычно проблемы с перегревом случаются при сварке-пайке обычным паяльником, поскольку невозможно строго выдержать нужную температуру, кроме того немалую роль играет температура окружающей среды. Так надежно спаять деталь из ABS паяльником у меня не получалось, но однажды осенью, когда похолодало, спаял на ура. Мощность паяльника осталась неизменной, а часть тепла шла на "борьбу с похолоданием". Вот и получилось что эффективная температура как раз в пределах допуска температуры плавления. Хорошо паяется паяльником полиамид, результат вполне надежный. Полипропилен пережигается, но результат тоже сносный. ABS я бы не советовал ремонтировать используя паяльник.
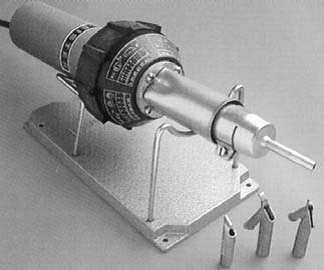
А так вообще незаменимый инструмент. Только нужно чтобы был достаточно мощный (я использую 100W), и с загнутым жалом, чтобы можно было разравнивать расплавленный пластик. Не лишним будет и старый добрый выжигатель по дереву, когда нужно сделать тонкую работу, без него не обойтись, да и температура там регулируется. По большому счету мелкие и несложные дефекты можно устранить этими инструментами, для более сложных и запущеных случаев понадобится специальный инструмент - фен (термовоздуходувка). В магазинах много строительных фенов, они нам не подойдут. Поскольку обычно у них только две температуры 350/550 и нерегулируемая подача воздуха. Специальный фен имеет плавную регулировку температуры и подачи воздуха, ну и цену на порядок больше чем у строительного фена. Профессиональные термовоздуходувки (Leister, Steinel) не совсем напоминают фен, легкие и удобные в использовании, единственный недостаток - высокая цена.
Я для себя решил эту проблему купив полупрофессиональный фен Steinel 2310LCD, с плавной регулировкой (шаг 10 градусов) от 50 до 650 градусов, и регулировкой потока воздуха.
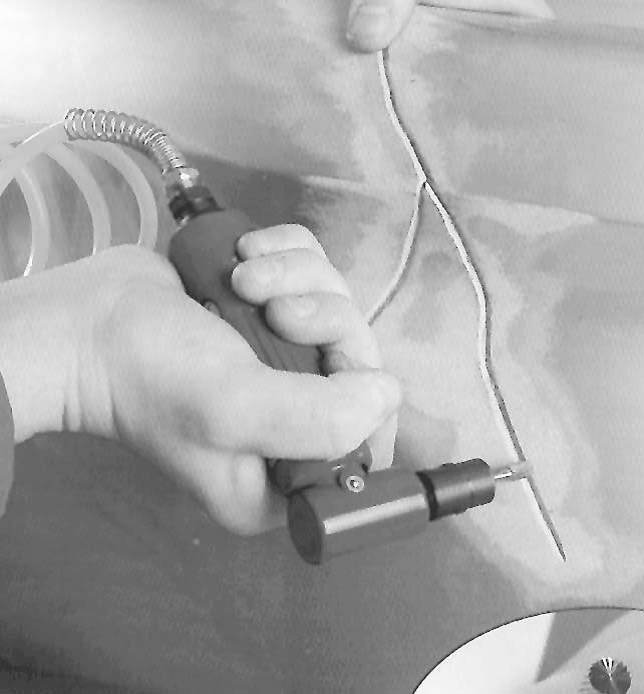
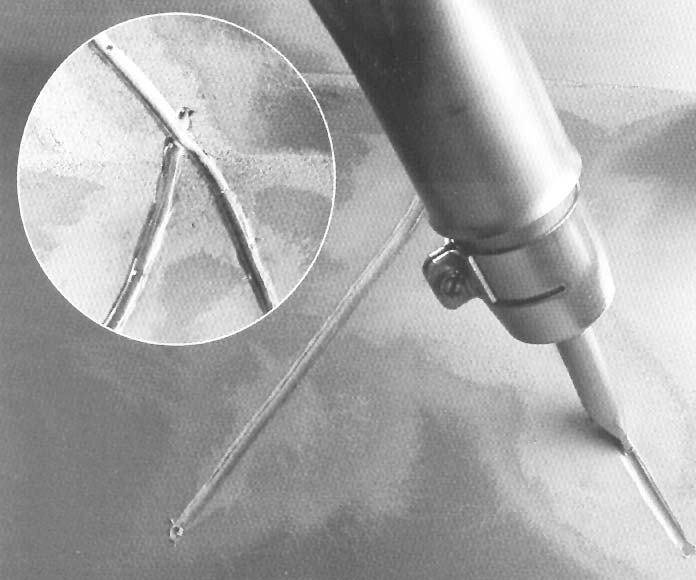
Кроме фена понадобятся также насадки для сварки.
Редукционная насадка, насадка для быстрой сварки, шлицевая насадка
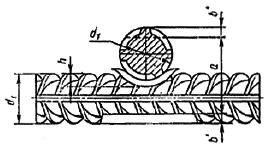
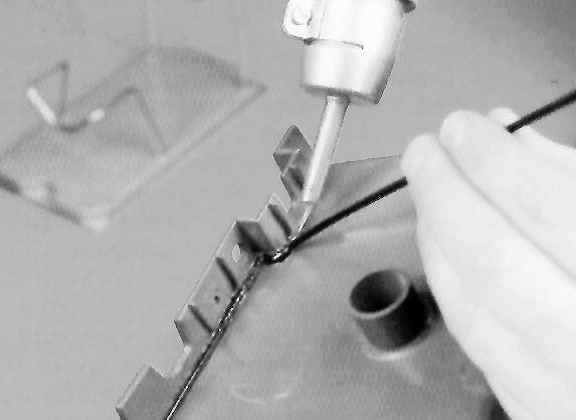
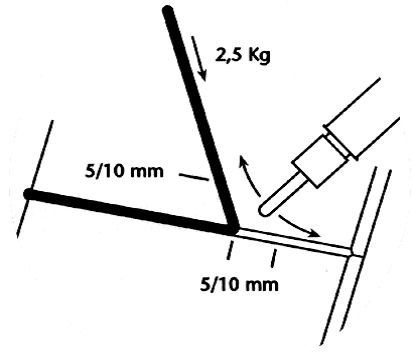
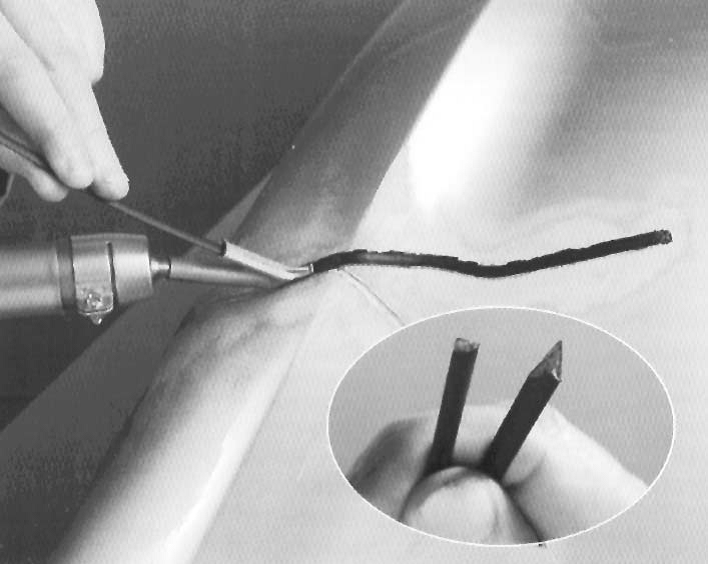
Сварка происходит так. Деталь зачищают по обе стороны от будущего сварного шва на ширину 15 мм. Концы трещин засверливают для предотвращения их роста, а кромкам придают V-образный профиль с углом 90° глубиной до 5 мм например специальной фрезой.
Подбирают присадочные прутки из пластика соответствующего состава - идентичного материалу детали. Желательно производить пробную сварку для проверки однородности (совместимости) материалов прутка и детали, а также для подбора температуры нагрева, скорости перемещения фена и усилия вдавливания. В течение 5-10 минут прогревают фен, чтобы температура горячего воздуха стабилизировалась. А вы пока складываете из обломков всю "картинку". Обломки проще всего закрепить в нужном положении при помощи специальных струбцин-прищепок. Чтобы облегчить начальную стадию сварки, нужно заострить конец прутка.
При сварке нужно наклонить пруток под углом 45° (или использовать насадку для быстрой сварки) и придавливать его в сторону шва с усилием. Поток горячего воздуха направлять больше в сторону прутка припоя.
Термопласты не имеют явно выраженной точки плавления, а постепенно переходят из твердого состояния в вязкотекучее. Поэтому для получения сварного шва необходимо упереть пруток в зону плавления и после размягчения пластика вдавить в шов до требуемого сечения. Для сохранения первоначальных свойств пластика нагрев при сварке должен быть кратковременным и производиться потоком воздуха строго определенной температуры. Сварку проводят в два этапа. Сначала скрепляют края поврежденного участка с помощью предварительной (скрепляющей) сварки. Она позволяет зафиксировать взаимное положение соединяемых фрагментов и исправить их небольшую деформацию. Для облегчения операции используют струбцины. Скрепляющая сварка выполняется короткими швами (прихватками) по всей длине будущего соединения. После нее производят окончательную сварку. Получаемый шов должен незначительно возвышаться над свариваемой поверхностью и быть гладким. В зависимости от характера повреждения и доступности места ремонта сварку производят с внутренней или лицевой стороны. При толщине стенки 5 мм и более — с двух сторон. После того как место сварки остынет производим окончательную доводку и подготовку под покраску - шлифуем (начинаем с наждачки 100-120, потом 180, доводка 320), шпаклюем (специальной шпаклевкой для пластмассы). Дальше красим и пользуемся. Как видите процесс не особо сложный, но позволяющий сэкономить и деньги и время.
Дополнительные материалы:Сварка горячим воздухомСварка пластмассовых автодеталей (Leister) Справочник по сварке и склеиванию пластмасс.
В статье использовались материалы с сайтов http://www.scs.clan.su и http://vitz.ru, а также материалы руководства по сварке пластмассовых автодеталей аппаратом горячего воздуха Leister Triac "S".
Используются технологии uCoz
car-vik.narod.ru