143. Технология сварки меди и её сплавов. Технология сварки меди
143. Технология сварки меди и её сплавов.
Свариваемость меди затруднена по следующим причинам: высокая теплопроводность; высокий коэффициент теплового расширения; медь склонна к росту зерна.
Сварой шов рекомендуется проковывать (600-800 С). Сварные швы меди могут содержать большое кол-во пор, это связано с выделением газа. Высокая теплопров-ть затрудняет дегазацию св. ванны. Устранение пор достигается предв. подогревом.
Образованию горячих трещин способствуют сера, свинец, висмут, оксиды которых дают легкоплавкие эвтектики. В сварном шве и околошовной зоне меди может развиваться водородная болезнь, для ее предупреждения следует уменьшать количество водорода в зоне сварки путем прокалки электродов и флюсов, кромки и электродная проволока должны быть тщательно зачищены до металлического блеска, применением осушенных защитных газов. Сварка медных стыков в различных пространственных положениях вызывает особые трудности, связанные с высокой теплопроводностью и жидкотекучестью меди.
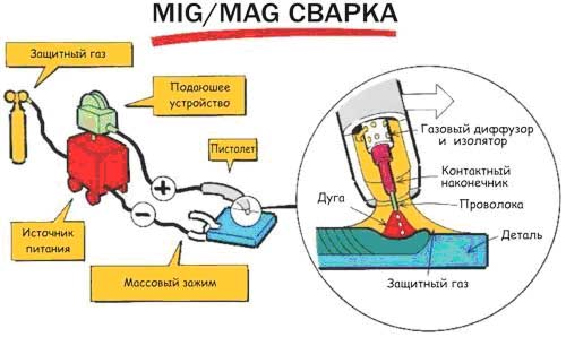
Для меди и ее сплавов возможно применение практически всех основных способов сварки плавлением: ручной дуговой сварки покрытыми электродами, под слоем флюса, в среде защитных газов, электрошлаковой сварки, газовой сварки.
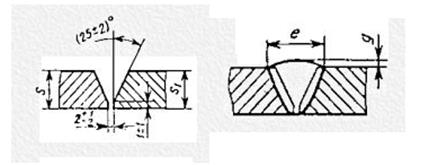
Медь толщиной до 4 мм сваривают без разделки кромок; до 10 мм – с односторонней разделкой при угле скоса кромок до 60-70 и притуплением 1,5-3 мм. Использование электродов серии АНЦ позволяет выполнять стыковые соединения на меди толщиной до 20 мм без разделки кромок одно- или двусторонними швами.
Сварка покрытыми электродами выполняется на постоянном токе обратной полярности. Сварку ведут короткой дугой без поперечных колебаний электрода. Удлинение дуги ухудшает формирование шва, увеличивает разбрызгивание, ухудшает механические свойства сварных соединений. При сварке стыковых соединений используют металлические (стальные или медные) или асбестовые подкладки. Сварку производят в нижнем положении или слегка наклонном положении (на подъем).
Сварка под флюсом. Основным преимуществом автоматической сварки меди под флюсом металлическим электродом является возможность получения стабильных высоких механических свойств соединений без предварительного подогрева. Под флюсом медь сваривают нагартованными электродными проволоками из бескислородной или раскисленной меди. Для сварки меди могут применяться стандартные плавленые флюсы АН-348А, ОСЦ-45, АН-20С, АН-26С, предназначенные для сварки сталей. При сварке под этими флюсами меди толщиной 4-10 мм затруднений не возникает. Но в процессе сварки в металл шва переходят кремний и марганец, восстановленные из шлака. В результате ухудшаются теплофизические свойства и повышается удельное электросопротивление швов по сравнению с основным металлом. Применение бескислородных фторидных флюсов, например марки АН-М1, позволяет устранить этот недостаток.
Сварка в среде защитных газов. В качестве защитных газов при сварке меди можно использовать аргон, гелий, азот. При сварке в аргоне и гелии неплавящимся электродом длина дуги должна быть как можно меньше (обычно около 3 мм). Сварке в среде защитных газов может осуществляться неплавящимся (вольфрамовым) и плавящимся электродами. Неплавящимся электродом сваривают в аргоне без предварительного подогрева медь толщиной до 4-6 мм, в гелии и азоте – толщиной до 6-8 мм. Плавящимся электродом можно сваривать без подогрева металл большой толщины: в аргоне – до 6-8 мм, в гелии и азоте – до 10-12 мм. Сварка вольфрамовым электродом осуществляется на постоянном токе прямой полярности. Медь толщиной до 5…6 мм можно сваривать без разделки кромок. Для металла больших толщин применяют V–образную и Х–образную разделку с углом раскрытия 60-700. Применение флюс-паст позволяет увеличить проплавляющую способность дуги.
Газовая сварка меди осуществляется ацетилено-кислородным пламенем, а также пламенем газов-заменителей ацетилена (например, МАФ). Пламя должно быть строго нормальным. Мощность пламени горелки выбирают из расчёта 155-175 дм3/час ацетилена на 1 мм толщины свариваемого металла при толщине до 4 мм. Для газовой сварки меди применяют флюсы на основе буры.
studfiles.net
Технология сварки меди
Медь в чистом виде практически не применяется, в наличие примесей осложняет сварочный процесс. Введение примесей и легирующих элементов в меди разделяет ее на сплавы, к которым относят: латунь, бронзу и медно-никелевые сплавы.
Латунь — сплав меди с цинком. Медно-никелевыми сплавами называют сплавы меди с никелем или с железом и марганцем. Бронзой считают сплавы, в которых основными легирующими элементами являются никель или цинк.
Наличие примесей определяют физико-химические свойства сплава, к которым относят:
- высокую теплопроводность сплава, которая приводит к большим скоростям охлаждения сварочной ванны, что в свою очередь влечет за собой рост зерен и ухудшение качества шва. Бороться с этим явлением помогает сварка с использованием повышенной погонной энергии;
- высокий коэффициент термического расширения, что вызывает большие остаточные напряжения и деформации;
- высокую литейную усадку остывающего металла, что влечет за собой деформации сварочного шва и околошовной зоны, а в случаях жесткого закрепления деталей — высокие остаточные напряжения и деформации;
- интенсивное испарение цинка из расплавленного металла, что способствует появлению пористости шва;
- высокая чувствительность расплавленной меди к водороду, способствующая появлению пузырьков воды, что является причиной многочисленных пор и трещин. Это явление называют водородной болезнью меди;
- легкая окисляемость меди при высоких температурах, что приводит к образованию тугоплавких оксидов;
- высокую текучесть расплавленной меди, что приводит к дополнительным трудностям при сварке (особенно в вертикальных и потолочных швах).
Подготовительный этап включает в себя тщательную разделку и очистку поверхностей непосредственно перед сваркой. Для этого свариваемые кромки и околошовную зону зачищают шабером или металлической щеткой до блеска, после чего выполняют обезжиривание бензином, уайт-спиритом или другим растворителем. Зазор между свариваемыми поверхностями не должен превышать 2 мм, поэтому детали сжимают между собой или выполняют прихватки.
Сварочную проволоку перед употреблением подвергают очистке травлением. Для этого применяют водный раствор азотной кислоты (75 см³/л) или смесь серной и соляной кислоты в соотношении 100:1 с последующей промывкой в воде, затем в щелочи, после чего снова в чистой проточной воде. После промывки проволоку сушат горячим воздухом. Медные электроды перед сваркой прокаливают, что снижает вероятность проявления водородной болезни.
Сварку меди и ее сплавов выполняют в среде защитных газов, в качестве которых служат азот, аргон или гелий, а также их смеси. Наибольшая эффективность сварки достигается при использовании азота, обеспечивающего высокий КПД дугового разряда. Ручная сварка угольным электродом применяется для малоответственных деталей и изделий. Угольные электроды целесообразно использовать при толщине меди до 15 мм. При толщине меди больше этого значения пользуются графитовыми или вольфрамовыми электродами. Сварку выполняют на постоянном токе прямой полярности плотностью 200 — 400 А/см². Электроды затачивают на конус (на ⅓ длины).
Перед началом сварки, а также в процессе ее металл толщиной до 5 мм подвергают предварительному подогреву: медь —250 — 300°С, латунь — 300 — 350°С и бронзу — 500 — 600°С.
|
|
| Взаимное расположение присадочной проволоки, горелки и сварочной ванны: 1 — проволока; 2 — сварочная ванна; 3 — электрод; 4 — сварочный шов. |

Схема взаимного расположения горелки, присадочной проволоки и сварочной ванны приведена на рисунке. Для того, чтобы избежать попадания расплавленного металла на неплавящийся электрод, присадочную проволоку вводят не в столб дуги, а подают к краю и несколько сбоку , что одновременно обеспечивает равномерное расплавление. Длину сварочной дуги поддерживают в пределах 1,5 —3 мм, а вылет конца электрода — 3 — 5 мм. Электрод располагают под углом 75 — 90° к свариваемому изделию, присадочную проволоку — под углом 10 — 15°. Если защитный газ недостаточно защищает металл от окисления, присадочный материал применяют с раскислителем. Режимы ручной дуговой сварки в среде аргона приведены в таблице.
Режимы ручной дуговой сварки меди
| Тип сварного соединения | Толщина свариваемого металла, мм | Диаметр, ми | Расход аргона, л/мин | Сила сварочного тока,А | Число проходов | |
| Вольфрамового электрода | Присадочной проволоки | |||||
| Стыковое без скоса кромок | 1 | 2-3 | 1-2 | 4-5 | 75-90 | 1 |
| 1,5 | 2-3 | 2-3 | 4-5 | 80-100 | 1 | |
| 2 | 2-3 | 2-3 | 4-5 | 90-120 | 1 | |
| 3 | 3-4 | 3-4 | 5-6 | 120-140 | 1 | |
| 4 | 3-4 | 3-4 | 5-6 | 150-200 | 2 | |
| Тоже, со скосом двух кромок | 45-6 | 3-44-5 | 3-44-5 | 9-129-12 | 120-150 180-200 | 23 |
| 8-10 | 4-5 | 4-5 | 9-12 | 250-300 | 3-4 | |
| Стыковое двустороннее со скосом кромок | 20 | 4-5 | 5-6 | 12-14 | 300-400 | 6 |
| 25 | 4-5 | 5-6 | 12-14 | 350-500 | 6 | |
| Нахлёсточное и угловое | 11,52-33-4 | 333-44-5 | 22-33-44-5 | 5-65-66-88-10 | 100-110110-140150-200200-300 | 1111-2 |
Первые слои сварочного шва накладывают без колебаний электрода, следя за тем, чтобы все прихватки были полностью проварены. Сварку ведут без перерыва, особое внимание уделяя проварке корня шва. В случае вынужденных перерывов необходимо следить за тем, чтобы сечение было заполнено металлом не менее чем на половину стенки. Возобновляют сварку только после зачистки и предварительного подогрева, перекрывая ранее наложенный шов на 10—20 мм.
После сварки шов проковывают, а затем отжигают при температуре 600 — 660°С для выравнивания химического состава и получения мелкозернистой структуры шва.
build.novosibdom.ru
143. Технология сварки меди и её сплавов.
Свариваемость меди затруднена по следующим причинам: высокая теплопроводность; высокий коэффициент теплового расширения; медь склонна к росту зерна.
Сварой шов рекомендуется проковывать (600-800 С). Сварные швы меди могут содержать большое кол-во пор, это связано с выделением газа. Высокая теплопров-ть затрудняет дегазацию св. ванны. Устранение пор достигается предв. подогревом.
Образованию горячих трещин способствуют сера, свинец, висмут, оксиды которых дают легкоплавкие эвтектики. В сварном шве и околошовной зоне меди может развиваться водородная болезнь, для ее предупреждения следует уменьшать количество водорода в зоне сварки путем прокалки электродов и флюсов, кромки и электродная проволока должны быть тщательно зачищены до металлического блеска, применением осушенных защитных газов. Сварка медных стыков в различных пространственных положениях вызывает особые трудности, связанные с высокой теплопроводностью и жидкотекучестью меди.
Для меди и ее сплавов возможно применение практически всех основных способов сварки плавлением: ручной дуговой сварки покрытыми электродами, под слоем флюса, в среде защитных газов, электрошлаковой сварки, газовой сварки.
Медь толщиной до 4 мм сваривают без разделки кромок; до 10 мм – с односторонней разделкой при угле скоса кромок до 60-70 и притуплением 1,5-3 мм. Использование электродов серии АНЦ позволяет выполнять стыковые соединения на меди толщиной до 20 мм без разделки кромок одно- или двусторонними швами.
Сварка покрытыми электродами выполняется на постоянном токе обратной полярности. Сварку ведут короткой дугой без поперечных колебаний электрода. Удлинение дуги ухудшает формирование шва, увеличивает разбрызгивание, ухудшает механические свойства сварных соединений. При сварке стыковых соединений используют металлические (стальные или медные) или асбестовые подкладки. Сварку производят в нижнем положении или слегка наклонном положении (на подъем).
Сварка под флюсом. Основным преимуществом автоматической сварки меди под флюсом металлическим электродом является возможность получения стабильных высоких механических свойств соединений без предварительного подогрева. Под флюсом медь сваривают нагартованными электродными проволоками из бескислородной или раскисленной меди. Для сварки меди могут применяться стандартные плавленые флюсы АН-348А, ОСЦ-45, АН-20С, АН-26С, предназначенные для сварки сталей. При сварке под этими флюсами меди толщиной 4-10 мм затруднений не возникает. Но в процессе сварки в металл шва переходят кремний и марганец, восстановленные из шлака. В результате ухудшаются теплофизические свойства и повышается удельное электросопротивление швов по сравнению с основным металлом. Применение бескислородных фторидных флюсов, например марки АН-М1, позволяет устранить этот недостаток.
Сварка в среде защитных газов. В качестве защитных газов при сварке меди можно использовать аргон, гелий, азот. При сварке в аргоне и гелии неплавящимся электродом длина дуги должна быть как можно меньше (обычно около 3 мм). Сварке в среде защитных газов может осуществляться неплавящимся (вольфрамовым) и плавящимся электродами. Неплавящимся электродом сваривают в аргоне без предварительного подогрева медь толщиной до 4-6 мм, в гелии и азоте – толщиной до 6-8 мм. Плавящимся электродом можно сваривать без подогрева металл большой толщины: в аргоне – до 6-8 мм, в гелии и азоте – до 10-12 мм. Сварка вольфрамовым электродом осуществляется на постоянном токе прямой полярности. Медь толщиной до 5…6 мм можно сваривать без разделки кромок. Для металла больших толщин применяют V–образную и Х–образную разделку с углом раскрытия 60-700. Применение флюс-паст позволяет увеличить проплавляющую способность дуги.
Газовая сварка меди осуществляется ацетилено-кислородным пламенем, а также пламенем газов-заменителей ацетилена (например, МАФ). Пламя должно быть строго нормальным. Мощность пламени горелки выбирают из расчёта 155-175 дм3/час ацетилена на 1 мм толщины свариваемого металла при толщине до 4 мм. Для газовой сварки меди применяют флюсы на основе буры.
Особенности сварки меди
Темы: Сварка меди, Технология сварки.
Медь и сплавы на ее основе широко применяются во многих отраслях современной техники, что объясняется в первую очередь их специфическими физико-механическими свойствами: высокой тепло- и электропроводностью, стойкостью против коррозионных и эрозионных разрушений в ряде агрессивных сред, высоким уровнем механических свойств при низких температурах и др. Особенность сварки меди в том, что при обычных условиях медь достаточно инертна, но при нагревании она реагирует с кислородом, серой, фосфором, галогенами, водородом, образуя неустойчивый гидрид CuH; с углеродом образует взрывоопасную ацетиленистую медь Сu2С2; с азотом практически не реагирует, что позволяет использовать его в качестве защитного газа при сварке чистой меди.
Еще по теме Особенности сварки меди:В промышленности используют медь различных марок в зависимости от чистоты по ГОСТ 859-2001.
Особенности сварки меди
: взаимодействие с кислородом
Кислород, если не при менять соответствующих защитных мер, окисляет медь при высоких температурах. Темп окисления существенно возрастает при температуре меди >900оС и особенно тогда, когда она расплавлена.
Кислород в меди находится в связанном состоянии - в виде закиси меди (Сu20), которая образует с медью эвтектику (Сu + Сu2O) с температурой плавления 1065oС, несколько меньшей температуры плавления меди. Поэтому при охлаждении расплавленной меди, затвердевая, эвтектика располагается по границам кристаллитов меди, тем самым ухудшая ее механические и технологические свойства. В то же время при нагревании до 1065ос твердой меди, содержащей кислород, эвтектика оплавляется на границах кристаллитов меди, охрупчивая металл. Все это может привести к образованию трещин в металле при его нагружении, в том числе вызванном сварочными напряжениями.
Температура плавления закиси меди (не в виде эвтектики) 1235oС, выше температуры плавления меди. При охлаждении закись меди также затвердевает по границам кристаллитов меди, снижая ее механические свойства.
Кислород, содержащийся в меди, ухудшает ее пластичность, повышает твердость, уменьшает тепло- и электропроводность.
Особенности сварки меди: взаимодействие с серой.
Сера хорошо растворима в жидкой меди и практически нерастворима в твердой. Содержание серы в меди регламентирует ГОСТ 859-2001, и ее присутствие в ограниченном количестве [до 0,1 % (мас.)] существенно не отражается на сварке.
Особенности сварки меди: взаимодействие с водородом.
Водород влияет на качество сварных соединений из меди и ее сплавов, вызывая пористость в металле шва и образуя трещины. Водород растворяется в меди в соответствии с законом Сивертса, и его растворимость зависит от температуры и парциального давления в газовой атмосфере. Растворимость водорода в меди при кристаллизации изменяется почти в 2 раза сильнее, чем в железе. Это приводит к тому, что при высокой скорости кристаллизации сварочной ванны в процессе сварки меди газ не успевает выделяться из металла, образуя поры или концентрируясь в микронесплошностях, и создает высокое давление, при котором зарождаются трещины.
При сварке не исключена возможность образования дефектов в результате термической диффузии водорода из основного металла к шву. Накапливаясь вблизи линии сплавления, водород создает пористость в ОШЗ. Поэтому при сварке ответственных изделий из меди, в которых необходима высокая плотность металла, к основному металлу необходимо предъявлять жесткие требования по содержанию в нем водорода. Электрошлаковый переплав или вакуумная плавка значительно снижают содержание водорода в меди.
- < Марки меди
- Свариваемость меди >
weldzone.info
Технология сварки меди. Дуговая и электрическая сварка меди.

До последнего времени медь относилась к группе плохо сваривающихся металлов, как газовой сваркой, так и электрической дугой. Проведенные в последние годы опытные и исследовательские работы по освоению дуговой сварки меди показали полную возможность получения плотных сварных соединений с высокими механическими свойствами. Электрическая дуговая сварка меди может быть выполнена по способу Бенардоса (угольным электродом) и по способу Славянова (металлическим электродом).
Сварочная дуга — это мощный электрический разряд между электродом и свариваемым (основным) металлом, сопровождающийся большим выделением тепла. Тепло, выделяемое электрической дугой, концентрируется на небольшом участке в зоне горения. Этот фактор приобретает особо важное значение при сварке меди в связи с ее большой теплоемкостью и значительной теплопроводностью. Выполняя электродуговую сварку меди любым из этих способов, нельзя не учитывать некоторой специфики сварочных работ в сравнении со сваркой стали. Большая жидкотекучесть расплавленного металла (основного и электродов) не позволяет выполнять сварку меди во всех пространственных положениях.
Существующими в настоящее время электродами сварку меди можно осуществлять только в «нижнем» положении или при небольшом угле подъема — до 20 градусов. Без специальных мер предосторожности практически не представляется возможным выполнить навесу одностороннюю стыковую сварку с полным проваром и хорошим формированием шва с обратной стороны. Это обстоятельство выдвигает требование выполнения однопроходных стыковых швов на специальных подкладках. В качестве подкладок применяются флюс, медные полосы, графит, сухой асбест, плотно прилегающие к обратной стороне шва. Высокая теплопроводность меди требует применения тока большой силы и электродов больших диаметров, а также предварительного подогрева начала шва до температуры 250 — 350 градусов.
При сварке меди используется постоянный ток. Качество сварного шва во многом зависит от скорости сварки: чем выше скорость сварки, тем лучше ее качество. Качество сварных соединений при ручной дуговой сварке, выполненной как угольным, так и металлическим электродом, в значительной мере зависит от квалификации сварщика, поэтому к работе по сварке меди должны допускаться квалифицированные (дипломированные) сварщики, прошедшие специальный курс обучения и имеющие опыт.
Похожие статьи
mastrerkon.ru