Установки сборки и автоматизированной сварки продольных швов обечаек. Сварка продольных швов
Установки для сварки продольных швов, симмеры

 Сварка обечайки на таких установках ведется на формирующей подкладке с подачей формирующего газа или без, что позволяет значительно снизить вероятность появления дефектов в продольном шве а так же снизить деформации после сварки. Основная область их применения – это автоматизированная сварка продольных швов обечаек материала толщиной от 0,5 до 6 мм (иногда больше) ограниченной длины.
Сварка обечайки на таких установках ведется на формирующей подкладке с подачей формирующего газа или без, что позволяет значительно снизить вероятность появления дефектов в продольном шве а так же снизить деформации после сварки. Основная область их применения – это автоматизированная сварка продольных швов обечаек материала толщиной от 0,5 до 6 мм (иногда больше) ограниченной длины.
С характеристики некоторых установок можно ознакомиться в каталоге по ссылке “Установки для автоматизированной сварки продольных швов тонкостенных обечаек”.
Свариваемые детали
– заготовки баллонов, вентиляционных коробов (не обязательно  круглого сечения),части емкостей.
круглого сечения),части емкостей.
– установки могут применяться для автоматизированной сварки прямолинейных швов при стыковке листов для получения карт, сварки широкого штрипса. На фото справа специализированная установка (её часть) для сращивания листа в линии комбинированная с двумя резаками для предварительной подрезки кромок
– для сварки продольных швов обечаек большого диаметра применяются установки в которых головка двигается не над обечайкой а внутри нее. Это позволяет сваривать обечайки больших диаметров.
– в случаях сварки емкостей большого диаметра собираемых вертикально могут применяться стенды с вертикальным расположением шва
Нередко правильная загрузка вальцованной обечайки обечайки на установку для сварки продольных швов вручную оказывается затруднена или вообще невозможна. В этом случае применять можно устройства дожима и выравнивания обечайки при загрузке, поддерживающий суппорт или тележку. Так же следует обращать внимание на возможность провисания обечайки с подъемом кромок от формирующей подкладки. Далеко не всегда возможно компенсировать это за счет усилия прижима кромок. Так же использование автоматических установок для сварки продольных швов обечаек такого типа для сварки нередко требует постановки прихваток для фиксации от “схлопывания” зазора во время сварки. В этом случае возможна автоматизация выполнения прихваток при сборке обечаек на той же установке для сварки продольных швов.
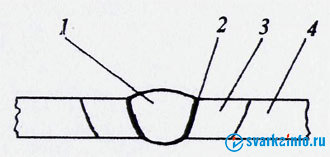
Форма подкладки и расположение и усилие прижимов установки для сварки продольных швов обечаек; форма зон около кромок вальцованной под сварку обечайки также важны, и это влияние становиться заметнее с увеличением толщины листа обечайки. Незначительный недогиб кромок (“домик”) после вальцев может уменьшаться почти до нормы при правильно подобранных параметрах режима работы установки сварки продольных швов. В то же время вальцованная без недогиба кромок обечайка может получить остаточную деформацию в виде плоского участка в зоне шва. Наиболее неприятными дефектами заготовки при использовании установок для сварки продольных швов является непрямолинейность кромки, разный подгиб кромок, бочкообразность заготовки вызванная раскатыванием части металла и увеличением периметра. В этом случае при прижиме кромок к подкладке между ними возникает зазор переменной величины.
Дополнительные возможности установок для сварки продольных швов обечаек при применении современных источников для сварки.
- При сварке продольных швов всегда трудности вызывает начало и окончание сварного шва на кромках обечайки или сращиваемых листов. Наиболее часто применяются входные и выводные планки. С точки зрения производства это увеличение трудоемкости – нарезка планок, установка или прихватка их к свариваемому изделию, обрезка после сварки и зачистка кромок в местах обрезки – все это увеличивает трудоемкость и снижает производительность установок. В некоторых случаях без них можно обойтись.
- При дефектах кромок деталей сварка без дефектов и без коррекции режима сварки по ходу выполнения шва окажется затруднительной. Если дефекты повторяющиеся и если установка оснащена возможностью автоматического изменения режима сварки с разделением по участкам свариваемого шва то можно получать стабильно качественные стыки даже сэкономив на операциях подготовки деталей
Задумываясь о применении такой установки в вашем производстве стоит помнить, что она представляет собой по сути достаточно точную оснастку для фиксации детали и систему перемещения горелки вдоль шва. Полноценно отслеживать изменения разделки и корректировать режим по ходу сварки автоматически установка не может – поэтому подготовка кромок детали должна быть однообразна и по допуску жестче чем на ручную сварку. Что же касается производительности то не только время сварки влияет на неё но и время установки – снятия детали.
Устройство установок для сварки продольных швов

Установки для сварки продольных швов обечаек состоят из
- станины с оправкой с установленной на нем сменной подкладкой с подачей формирующего газа или без таковой (в установках для сборки и сварки обечаек изнутри подкладка размещается непосредственно на нижней части станины)
- системы прижима заготовки
- направляющих движения каретки со сварочной головкой или горелкой и приводом ее подъема и опускания.
- установки могут оснащаться центрирующим упором – для облегчения точной установки листов или обечаек, пневматическим замком фиксации дорна, системами автоматической коррекции высоты горелки
- вспомогательными механизмами для подачи и поджима обечаек
- системы управления процессом сварки и загрузки – выгрузки заготовок если при этом используются вспомогательные устройства

Детали конструкции и дефекты при сварке
Если в качестве передачи для движения каретки применяется шестерня- рейка не только каретка на направляющих не должна иметь люфтов но и все узлы удерживающие горелку тоже. Нередко именно зацепление оказывается источником вибрации и может вызывать недопустимую вибрацию сварочной горелки, что затрудняет или делает невозможной работу с тонким материалом. Конструкции установки когда для привода движения каретки используется швп по этим параметрам предпочтительнее.
Недостаточно эффективное охлаждение подкладки может вызывать неравномерный прогрев консоли во время сварки и прогиб её. Если в процессе сварки используется процесс с большим тепловложением а консоль имеет значительную длину этот фактор может оказаться критичным. Так же стоит помнить что на нагрев влияет и сам процесс сварки – тепловложение уменьшается при работе в области высоких токов и скоростей сварки. Чтобы это оказалось возможным деталь должна быть чистой и точной.

На фото одна из приемлемых конструкций прижимов. В ней обеспечивается и регулировка положений каждой клавиши прижима и не жесткая фиксация по продольной оси, небольшой боковой зазор между ними, позволяющий прижиму нормально работать даже при значительном нагреве и значительное удаление ферромагнитных масс от зоны сварки. Однако если работать с МИГ-МАГ процессом зона рукава оказывается плохо защищена от возможного попадания брызг при сварке, кроме того плавающая конструкция прижима чаще предпочтительнее чем жесткая.
При работе по тонкому материалу нагрев небольшой и разумнее использовать единый прижимной сегмент на всю зону сварки.
Параметры для выбора установки
Обычно при запросах указывают – надо сваривать такой то металл, такие то диаметры и на такую то длину. Однако этих параметров недостаточно:
- Указываете что хотите сваривать шов 3 метра – хорошо, но задайте себе вопрос сможете ли вы обеспечить нужную геометрию заготовки?
- Указываете что хотите вести сварку продольного шва обечайки для диаметров от 150 до 800 мм и с толщиной обечайки от 1 до 4 мм – задайте себе вопрос а как часто вам нужно будет переходить с одного диаметра на другой или изменять толщину?
Отталкиваться всё таки необходимо от ожидаемых оптимальных условий сварки:
- При работе на 3 метрах рабочей длины довольно трудно обеспечить точность и самой установки и детали – поэтому при выборе такой установки имеет смысл предусмотреть систему коррекции по высоте горелки и разбивку шва на секторы а так же секционированную подачу формирующего газа в подкладку
- При разной толщине материала форма и глубина канавки тоже оптимальна разная. Если канавка узкая то затрудняется выход корня шва, если шире чем надо возрастает вероятность прожогов. Так же разным будет оптимальное расстояние от стыка до линии прижимов – потребуется механическая перенастройка установки.
- При сильно отличающихся диаметрах форма самой подкладки тоже оптимальна разная или необходимо будет доводить обечайку с помощью подгиба кромок с практически неизбежным получением отклонений формы сваренной трубы или обечайки малого диаметра.
technoweld.ru
установка для сварки продольных швов обечаек в Украине
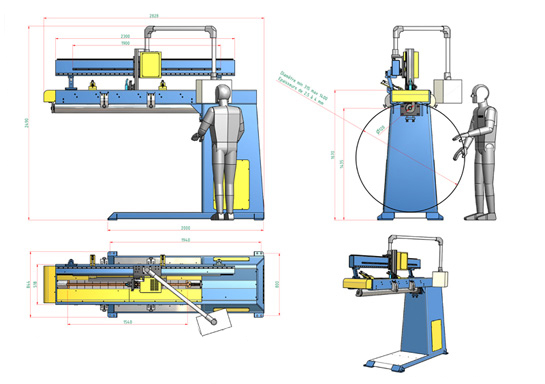
Все элементы управления расположены на передней панели оператора для удобной и правильной эксплуатации.
После размещения листов на блоке поддержки оператор фиксирует свариваемые торцы с помощью пневматических независимых фиксаторов. Сварочная головка размещается на каретке с моторизированным приводом и пневматическим сцеплением с редуктором.
Характеристики системы:
- Стальная сварная рама, обработанная и окрашенная
- Оправка из нержавеющей стали для поддержки медного бруска
- Водоохлаждаемый медный брусок, водяное охлаждение с поддувкой газом
- 20 штук алюминиевых фиксаторов с медными наконечниками для зажима детали
- пневматический шланг для зажима фиксатора и пружина для отжима фиксатора
- 2 пневматических устройства центрирования
- Пневматическая система блокировки в передней части оправки
- Горизонтальная балка из конструкционной стали с 2 упрочненными направляющими, со стойками
Каретка перемещается по специальным высокоточным термообработанным направляющим, которые обеспечивают максимальную точность перемещения сварочной головки вдоль свариваемого стыка. Система привода каретки включает в себя двигатель постоянного тока с энкодером.
Моторизированная каретка с 4 шарикоподшипниками:
- Двигатель постоянного тока с энкодером
- Полезный ход каретки 1050 (1550) мм
- Диапазон скорости каретки 50 - 2500 мм/мин
- Пневматический вертикальный ползунок с ходом поршня вверх 150 мм
- Ручное перемещение ползунка размером 80x80 мм с держателем горелки
Электрическое управление со следующими характеристиками:
- Питание 230 В, 1-фазный
- CNC управление с 5” сенсорным экраном для установки следующих данных:
- Работа источника питания (в случае установки PC интерфейса в источнике питания)
- Начальная точка сварки
- Длина сварки в мм
- Скорость сварки
- Задержка перемещения каретки
- Нарастание и снижение скорости сварки
- Возможность создать по крайней мере 100 различных программ (с функциями сохранения, загрузки и удаления)
- Ручное управление пневматической системой блокировки
- Ножная педаль
Горизонтальные установки для автоматизированной сварки продольных швов обечаек , краткие эксплуатационные характеристики.
| Модель | Parallelo 05 | Parallelo 10 | Parallelo 15 |
| Максимальная длина шва (мм) | 550 | 1050 | 1550 |
| Скорость сварки мм/мин | 50 – 2500 | 50 – 2500 | 50 – 2500 |
| Замок консоли | пневматический | пневматический | пневматический |
| Минимальный диаметр обечайки | 90 | 110 | 130 |
| Максимальный диаметр обечайки* | 900 | 900 | 900 |
| Память программ** (шт) | 100 | 100 | 100 |
* Доступны модификации с увеличенной высотой для сварки больших диаметров
** В зависимости от типа CNC
Установки для сварки продольных швов обечаек могут применяться для сварки черной, нержавеющей стали, алюминиевых сплавов. В связи с разными свойствами материалов и различными способами сварки невозможно точно указать максимальную толщину для сварки без предварительной сборки на прихватках. Зажимная система позволяет фиксировать материал толщиной до 10 мм. При использовании установки для сварки продольных швов листов и обечаек из алюминиевых сплавов требуется замена материалов подкладки и оконечных сегментов прижимного устройства (в стандартной комплектации они медные).
svarcom.net
16.3. Сварка продольных швов
16.3.1. Продольные швы (по плавникам) выполняют ручной дуговой сваркой, механизированной сваркой в углекислом газе или механизированной сваркой порошковой проволокой.
Сварка производится углеродистым присадочным материалом независимо от способа сварки и марки свариваемой стали:
при ручной дуговой сварке - электродами Э50А (УОНИ-13/55, ЦУ-5, ТМУ-21У) диаметром не более 4 мм;
при механизированной сварке в углекислом газе - сварочной проволокой Св-08Г2С или Св-08ГС диаметром 1,2-1,6 мм;
при механизированной сварке порошковой проволокой - проволокой марок, указанных в табл.П9.2 приложения 9 (при использовании проволоки ПП-АН8 требуется дополнительная защита углекислым газом).
16.3.2. Наложение продольных швов по плавникам в районе стыковых соединений труб (на участках, остающихся недоваренными на заводе), а также при соединении (укрупнении) панелей на сборочной площадке следует производить с двух сторон. Допускается односторонняя сварка при условии снятия фаски на плавниках под углом 30° с обеспечением провара корня шва на всю глубину плавника.
16.3.3. Зазор между свариваемыми плавниками независимо от способа сварки должен быть не менее 1,5 и не более 3 мм. В местах отсутствия зазора необходимо пропилить плавники механическим путем (наждачным кругом, фрезой и т.д.) и обеспечить требуемый зазор.
Если зазор превышает норму и составляет 3-5 мм или плавники состыкованы со смещением (ступенькой), сварку продольных швов необходимо выполнять с двух сторон обратноступенчатым способом.
16.3.4. После сварки и ультразвукового контроля стыков труб соединения выравнивают по плавникам на участках, оставшихся недоваренными на заводе, и накладывают по две прихватки длиной 60-70 мм на каждом участке.
16.3.5. Сварку недоваренных на заводе участков продольных швов должны производить два сварщика, начиная от середины блока к краям через одну трубу.
16.3.6. Сварку швов необходимо осуществлять обратноступенчатым способом. Заварив швы с одной стороны панели, сварщики в той же последовательности должны сваривать швы с противоположной стороны блока (панели).
16.3.7. Если недоваренные на заводе участки находятся с обеих сторон кольцевого шва, то накладывают все швы вначале с одной стороны стыка труб, затем - с другой. После этого сварщики переходят на противоположную сторону блока и выполняют швы в той же последовательности.
16.3.8. При сварке продольных швов допускается, чтобы сварщики работали одновременно на противоположных сторонах панели (один сверху, другой снизу). В этом случае порядок сварки тот же, что указан в пп.16.3.5-16.3.7.
16.3.9. Стенки топочной части котла собирают на плазе из блоков панелей с зазором между плавниками 1,5-3 мм. Панели, собранные в блоки, прихватывают по краям, отступая от края на 50-70 мм, и далее через каждые 400-500 мм по всей длине блока. Длина прихваточных швов должна быть 150-200 мм, высота - равной толщине плавника. Прихватки не перевариваются, а являются частью основного шва.
16.3.10. Продольные швы панелей должны выполнять одновременно два или четыре сварщика. Швы длиной более 16 м должны выполнять одновременно четыре сварщика. Сварку могут вести одновременно все сварщики с одной стороны панели (сверху или снизу) или с противоположных ее сторон (один снизу, другой сверху или двое снизу и двое сверху). Сварку следует производить от середины блока к краям независимо от числа сварщиков по схеме рис.16.2. Каждую часть шва выполняют обратноступенчатым способом.
16.3.11. При стыковке блоков А и Б панелей с большой серповидностью, когда зазор а между плавниками превышает 5 мм (рис.16.3), необходимо распределить его равномерно по соседним стыкам. Для этого следует разрезать несколько (два-пять) соседних продольных швов на участках длиной l и развести трубы до образования зазора не более 5 мм, затем эти участки прихватить и заварить с двух сторон обратноступенчатым способом. Если панели нельзя состыковать с зазором менее 5 мм, сваривать их необходимо по технологии завода - изготовителя котла.
См. графический объект "Рис.16.2. Схема сварки панелей по плавникам на сборочной площадке"
16.3.12. Продольные стыковые швы на вертикальной плоскости (при стыковке блоков панелей в проектном положении) выполняют, как правило, ручной дуговой сваркой. Сварку ведут одновременно два или четыре сварщика с разбивкой шва по длине на четыре равные части. Каждую часть заваривают обратноступенчатым способом, однако в этом случае на всей длине шва участки по 400-500 мм сваривают в одном направлении - снизу вверх. Сварку следует выполнять электродами диаметром 2,5-3 мм. Разрешается сварку вертикальных швов с одной стороны панели выполнять электродами диаметром 4 мм.
См. графический объект "Рис.16.3. Стыковка панелей с большой серповидностью"
16.3.13. Стенки в углах топки соединяют с помощью прутка диаметром d = 8-10 мм из стали 20 или 12X1МФ (рис.16.4), при этом зазор b между стенками должен быть не более 12 мм. Если зазор превышает указанный размер, то конструкция узла соединения стенок и технология сварки должны быть определены заводом - изготовителем котла.
После установки стенок в проектное положение приваривают пруток к обеим стенкам в вертикальном положении с соблюдением требований, изложенных в п.16.3.12. Пруток к трубе необходимо приваривать электродами диаметром 2,5-3 мм на минимальном токе, чтобы глубина проплавления стенки трубы была не более 2 мм. Для приварки прутка к плавнику могут быть применены электроды диаметром 4 мм.
16.3.14. Оборудование и режим механизированной сварки в углекислом газе приведены в разделе 11.
См. графический объект "Рис.16.4. Соединение стенок газоплотных панелей"
16.3.15. Для механизированной сварки порошковой проволокой используются полуавтоматы ПМП-6, А-765УЗ, А-1197П, А-1197С, А-1035. При сварке самозащитной порошковой проволокой полуавтоматы комплектуются горелками А-1231-5-02 или А-1231-5-03, при сварке порошковой проволокой с дополнительной защитой углекислым газом - горелками А-1231-5Г2 или А-1231-5Г3.
Сварку порошковой проволокой следует выполнять на постоянном токе обратной полярности.
В качестве источников питания постоянного тока используются преобразователи или выпрямители с жесткой или пологопадающей вольт-амперной характеристикой.
Ориентировочные режимы механизированной сварки порошковой проволокой приведены в табл.16.1; они должны уточняться при пробной сварке.
Толщина наплавляемого слоя должна быть не более 6 мм.
16.3.16. Все продольные швы по плавникам подвергаются визуальному контролю и проверке керосиновой пробой. Нормы оценки качества по результатам визуального контроля приведены в подразделе 18.3. Керосиновая проба на плотность производится по документу ПНАЭ Г7-019-89.
studfiles.net
Установки для автоматической сварки продольных швов обечаек – высокая надежность и простота в эксплуатации

Компания «ДельтаСвар» представляет Вашему вниманию установку для сборки и автоматической сварки продольных швов обечаек толщиной от 0,1 до 10 мм и длиной до 6000 мм. Данную установку отличает высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Установка предназначена для высокопроизводительной MIG/MAG, TIG, плазменной сварки, сварки под флюсом углеродистых, нержавеющих сталей, титана и алюминиевых сплавов.
Установка позволяет производить автоматическую сварку продольных швов обечаек диаметром от 50 мм и выше. Специальные прижимы позволяют производить предварительную сборку обечаек перед сваркой без прихваток. Это позволяет снизить трудоемкость сборки обечаек перед сваркой на 40-50%. Постоянство сварочных параметров, воспроизводимых установкой, и высокая скорость перемещения сварочного инструмента позволяют увеличить производительность сварки в 1,5-3 раза. При этом обеспечивается высокое качество сварного соединения.
Устройство установок для сварки продольных швов

- Станина
- Поддержка
- Суппорт поддержки
- Оправка горизонтальной/вертикальной регулировки
- Система прижима заготовки
- Мотор-редуктор сварочной каретки
- Консоль для сварочной каретки
- Суппорт/Пневматический подъем горелки
- Центратор
- Регулировка консоли
- Редуктор сцепления
- Блок управления оператора
Основным компонентом установки является подложка с бруском из специального высокопрочного медного сплава для поддержки и фиксации на нем свариваемых кромок обечайки.

В медном бруске проложены каналы для рециркуляции хладагента (охлаждение медного бруска при интенсивной сварке) и защитного газа (поддувка и защита корня шва при TIG/плазменной сварке).
После размещения листов на медном бруске поддержки оператор фиксирует свариваемые торцы с помощью пневматических бронзовых независимых зажимов. Сварочная головка (MIG, TIG, SAW, Plasma) размещается на каретке с моторизированным приводом и пневматическим сцеплением с редуктором. Каретка перемещается по специальным высокоточным термообработанным направляющим, которые обеспечивают максимальную точность перемещения сварочной головки вдоль свариваемого стыка. Система привода каретки включает в себя двигатель постоянного тока с энкодером.
Все сварочные параметры могут быть заданы через цифровой пульт управления с сенсорным экраном, кроме того, могут быть заданы координаты начала и конца сварки, время предварительного и послесварочного поддува защитного газа, задержка начала движения каретки и время заварки кратера, время нарастания начальной скорости сварки до рабочей, автоматическое перемещение каретки в нулевую точку сварки.

Преимущества
- Полностью цифровое управление. Система использует контроллер PLC совместно с 5,7 дюймовым сенсорным экраном HMI, который обеспечивает интуитивно понятный графический интерфейс и русскоязычное меню, а также представляет четкие численные данные о точном расположении и скорости перемещения каретки.
- Гибкая настройка сварки. Настраиваемые параметры сварки: позиции Старт/Стоп и расстояние сварки.
- Точность управления скоростью. Система управления осуществляет постоянный контроль за скоростью. Точность управления делают качество сварки лучше и стабильнее.
- Программы сварки. 100 сварочных программ могут быть сохранены и загружены для использования в будущем.
- Графический русский интерфейс. Интуитивно понятный графический интерфейс и работа на русском языке. Язык можно менять, если это необходимо.
- Функции технического обслуживания. Система включает в себя историю аварийных сигналов и оповещений, а также систему контроля ввода/вывода, что облегчает поиск неисправностей и техническое обслуживание, увеличивает общую эффективность производства.

Особенности
- Независимые клавишные прижимы для фиксации кромок свариваемого изделия. Прижимы активируются ножной педалью управления и оснащены воздушными подушками для равномерного зажима заготовок, что позволяет избежать замятия кромок обечайки. Клавишные пневмоприводные прижимы, изготовленные из латуни, позволяют вести интенсивный отвод тепла из зоны сварки, что уменьшает зону термического влияния и снижает сварочные деформации.
- Высокая точность перемещения сварочной головки. Каретка двигается по консоли, на которой установлена высокоточная рейка. PMDC двигатель поддерживает постоянную скорость перемещения. Для удобства управления рейка оборудована устройством сцепления на основной каретке, чтобы оператор мог перемещать каретку вручную.
- Устройство отвода тепла из зоны сварки.
- Открытый доступ к рабочей зоне.
- Программное управление перемещением сварочной головки.
Подробные технические характеристики оборудования для сварки продольных швов смотрите здесь.
Оборудование может быть адаптировано под любые требования заказчика в соответствии с техническим заданием.
Используя стандартные компоненты автоматизации, специалисты компании «ДельтаСвар» спроектируют для Вас установку с требуемым уровнем автоматизации и производительности, оптимальную для решения Вашей производственной задачи.
Курищев Антон ИгоревичСпециалист по сварочному оборудованию
Читайте также:
Основные лидеры рынка промышленной робототехники 2018 года С 2010 года спрос на промышленные роботы значительно ускорился благодаря продолжающейся тенденции к автоматизации и инновационным техническим улучшениям. Между 2011 и 2016 годами средний рост продаж роботов составил 12% в год (CAGR). Между 2005 и 2008 годами среднегодовое количество проданных роботов было 115 000 единиц. В 2009 году из-за мирового экономического и финансового кризиса отметилось исключительное падение продаж роботов. В период с 2011 по 2016 годы среднегодовое предложение выросл...
Импортозамещение: высокие сварочные технологии сделаны в России! Россия по праву считается родиной электродуговой сварки. Так, в 1802 г. русский ученый Петров В.В. открыл электрический дуговой разряд и указал на возможность использования его для расплавления металла. В 1882 г. русский инженер Бенардос Н.Н. открыл способ электродуговой сварки металлов неплавящимся угольным электродом. Им были также разработаны способы дуговой сварки в защитном газе, дуговой резки и др. Несколькими годами позже (в 1888 г.) другой русский инженер - Славянов Н.Г. - предложил прои...
VarioCube – центральная мобильная средневакуумная система фильтровентиляции, разработанная специально для судоверфей Данная вытяжная фильтровентиляционная система была разработана специально для сварочных цехов, где изготавливаются габаритные детали, основное применение она нашла в судостроении. VarioCube сочетает компактные размеры и прочную конструкцию, с максимальной гибкостью и удобством в использовании. Корпус системы выполнен в ударопрочном исполнении из стали толщиной 5 мм, имеет внутри и снаружи грунтовое покрытие, наружная поверхность системы дополнительно защищена специальным лаковым покрытием. ...
Инновационное российское сварочное оборудование для судостроительной отрасли Российский производитель сварочного оборудования промышленного класса EVOSPARK совместно с Выборгским судостроительным заводом и «Заводом Технологических Источников» разработали компактное устройство подачи проволоки «УПП-200K», удовлетворяющее высоким требованиям при производстве работ в судостроительной отрасли. ...
Сварочные аппараты нуждаются в обслуживании: ремонт инверторных сварочных аппаратов ООО «ДельтаСвар» оказывает услуги ремонта, обслуживания и настройки сварочного оборудования. Наши технические специалисты позаботятся о Ваших сварочных аппаратах, независимо от модели и производителя. Даже более старые модели оборудования Вы можете отремонтировать у нас! В дополнение к сварочному оборудованию и сварочным комплексам мы также обслуживаем системы дымоудаления, компрессоры и аксессуары, все, что имеет отношение к сварочному производству. ...
Поделиться ссылкой:www.deltasvar.ru
16.3. Сварка продольных швов
16.3.1. Продольные швы (по плавникам) выполняют ручной дуговой сваркой, механизированной сваркой в углекислом газе или механизированной сваркой порошковой проволокой.
Сварка производится углеродистым присадочным материалом независимо от способа сварки и марки свариваемой стали:
при ручной дуговой сварке — электродами Э50А (УОНИ-13/55, ЦУ-5, ТМУ-21У) диаметром не более 4 мм;
при механизированной сварке в углекислом газе — сварочной проволокой Св-08Г2С или СВ-08ГС диаметром 1,2— 1,6 мм;
при механизированной сварке порошковой проволокой — проволокой марок, указанных в табл. П9.2 приложения 9 (при использовании проволоки ПП-АН8 требуется дополнительная защита углекислым газом).
16.3.2. Наложение продольных швов по плавникам в районе стыковых соединений труб (на участках, остающихся недоваренными на заводе), а также при соединении (укрупнении) панелей на сборочной площадке следует производить с двух сторон. Допускается односторонняя сварка при условии снятия фаски на плавниках под углом 30° с обеспечением провара корня шва на всю глубину плавника.
16.3.3. Зазор между свариваемыми плавниками независимо от способа сварки должен быть не менее 1,5 и не более 3 мм. В местах отсутствия зазора необходимо пропилить плавники механическим путем (наждачным кругом, фрезой и т.д.) и обеспечить требуемый зазор.
Если зазор превышает норму и составляет 3—5 мм или плавники состыкованы со смещением (ступенькой), сварку продольных швов необходимо выполнять с двух сторон обратноступенчатым способом.
16.3.4. После сварки и ультразвукового контроля стыков труб соединения выравнивают по плавникам на участках, оставшихся недоваренными на заводе, и накладывают по две прихватки длиной 60—70 мм на каждом участке.
16.3.5. Сварку недоваренных на заводе участков продольных швов должны производить два сварщика, начиная от середины блока к краям через одну трубу.
16.3.6. Сварку швов необходимо осуществлять обратноступенчатым способом. Заварив швы с одной стороны панели, сварщики в той же последовательности должны сваривать швы с противоположной стороны блока (панели).
16.3.7. Если недоваренные на заводе участки находятся с обеих сторон кольцевого шва, то накладывают все швы вначале с одной стороны стыка труб, затем — с другой. После этого сварщики переходят на противоположную сторону блока и выполняют швы в той же последовательности.
16.3.8. При сварке продольных швов допускается, чтобы сварщики работали одновременно на противоположных сторонах панели (один сверху, другой снизу). В этом случае порядок сварки тот же, что указан в пп. 16.3.5—16.3.7.
16.3.9. Стенки топочной части котла собирают на плазе из блоков панелей с зазором между плавниками 1,5—3 мм. Панели, собранные в блоки, прихватывают по краям, отступая от края на 50—70 мм, и далее через каждые 400—500 мм по всей длине блока. Длина прихваточных швов должна быть 150—200 мм, высота — равной толщине плавника. Прихватки не перевариваются, а являются частью основного шва.
16.3.10. Продольные швы панелей должны выполнять одновременно два или четыре сварщика. Швы длиной более 16 м должны выполнять одновременно четыре сварщика. Сварку могут вести одновременно все сварщики с одной стороны панели (сверху или снизу) или с противоположных ее сторон (один снизу, другой сверху или двое снизу и двое сверху). Сварку следует производить от середины блока к краям независимо от числа сварщиков по схеме рис. 16.2. Каждую часть шва выполняют обратноступенчатым способом.
16.3.11. При стыковке блоков АиБпанелей с большой серповидностью, когда зазор «а» между плавниками превышает 5 мм (рис. 16.3), необходимо распределить его равномерно по соседним стыкам. Для этого следует разрезать несколько (два-пять) соседних продольных швов на участках длинойlи развести трубы до образования зазора не более 5 мм, затем эти участки прихватить и заварить с двух сторон обратноступенчатым способом. Если панели нельзя состыковать с зазором менее 5 мм, сваривать их необходимо по технологии завода-изготовителя котла.
16.3.12. Продольные стыковые швы на вертикальной плоскости (при стыковке блоков панелей в проектном положении) выполняют, как правило, ручной дуговой сваркой. Сварку ведут одновременно два или четыре сварщика с разбивкой шва по длине на четыре равные части. Каждую часть заваривают обратноступенчатым способом, однако в этом случае на всей длине шва участки по 400—500 мм сваривают в одном направлении — снизу вверх. Сварку следует выполнять электродами диаметром 2,5—3 мм. Разрешается сварку вертикальных швов с одной стороны панели выполнять электродами диаметром 4 мм.
| Рис. 16.2. Схема сварки панелей по плавникам на сборочной площадке: А —общее направление сварки; 1—3 —очередность наложения участков шва | Рис. 16.3. Стыковка панелей с большой серповидностью: А, Б —блоки;1— разрезаемые швы; а —зазор |
16.3.13. Стенки в углах топки соединяют с помощью прутка диаметром d=8—10 мм из стали 20 или 12Х1МФ (рис. 16.4), при этом зазорb между стенками должен быть не более 12 мм. Если зазор превышает указанный размер, то конструкция узла соединения стенок и технология сварки должны быть определены заводом-изготовителем котла.
После установки стенок в проектное положение приваривают пруток к обеим стенкам в вертикальном положении с соблюдением требований, изложенных в п. 16.3.12. Пруток к трубе необходимо приваривать электродами диаметром 2,5—3 мм на минимальном токе, чтобы глубина проплавления стенки трубы была не более 2 мм. Для приварки прутка к плавнику могут быть применены электроды диаметром 4 мм.
16.3.14. Оборудование и режим механизированной сварки в углекислом газе приведены в разделе 11.
Рис. 16.4. Соединение стенок газоплотных панелей:
1 —соединительный пруток
16.3.15. Для механизированной сварки порошковой проволокой используются полуавтоматы ПМП-6, А-765УЗ, А-1197П, А-1197С, А-1035. При сварке самозащитной порошковой проволокой полуавтоматы комплектуются горелками А-1231-5-02 или А-1231-5-03, при сварке порошковой проволокой с дополнительной защитой углекислым газом — горелками А-1231-5Г2 или А-1231-5Г3.
Сварку порошковой проволокой следует выполнять на постоянном токе обратной полярности.
В качестве источников питания постоянного тока используются преобразователи или выпрямители с жесткой или пологопадающей вольт-амперной характеристикой.
Ориентировочные режимы механизированной сварки порошковой проволокой приведены в табл. 16.1; они должны уточняться при пробной сварке.
Толщина наплавляемого слоя должна быть не более 6 мм.
16.3.16. Все продольные швы по плавникам подвергаются визуальному контролю и проверке керосиновой пробой. Нормы оценки качества по результатам визуального контроля приведены в подразделе 18.3. Керосиновая проба на плотность производится по документу ПНАЭ Г7-019-89.
studfiles.net
Устройство для сварки продольных швов обечаек
Использование: сварка продольных швов обечаек на шовоформирующей подкладке . Сущность изобретения: устройство содержит смонтированные на основании рабочую площадку 3 с направляющими 4 со сварочной головкой 5 и консоль 6 с корпусом 8 с установленной в нем поджимной шовоформирующей подкладкой 9. Корпус 8 с шовоформирующей подкладкой 9 оснащен каретками 12 с захватами 13 для поджима торцов обечайки и осью с шестернями, а консоль 6 оснащена рейками , смонтированными с возможностью взаимодействия с указанными шестернями, при этом в консоли 6 выполнены расположенные перпендикулярно ей пазы для оси. 4 ил.
СОЮЗ СОВЕТСКИХ
СОЦИАЛИСТИЧЕСКИХ
РЕСПУБЛИК (51)5 В 23 К 37/04
ГОСУДАРСТВЕННОЕ ПАТЕНТНОЕ
ВЕДОМСТВО СССР (ГОСПАТЕНТ CCCP) ОПИСАНИЕ ИЗОБРЕТЕНИ
QQ Ч
, M
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (21) 4825412/08 (22) 14,05.90 (46) 15,01,93. Бюл. ¹ 2 (71) Производственное объединение "Азовмаш (72) В,И, Ажажа, Н.Д. Глубочанский и Е.А, Павлиди (56) Авторское свидетельство СССР
¹ 946869, кл. В 23 К 37!04, 1980. (54) УСТРОЙСТВО ДЛЯ СВАРКИ ПРОДОЛЬНЫХ ШВОВ ОБЕЧАЕК (57) Использование: сварка продольных швов обечаек на шовоформирующей подкладке. Сущность изобретения; устройство
Изобретение относится к сварке, а именно к устройствам, предназначенным для соединения продольных кромок обечаек посредством электродуговой сварки.
Известно устройство для сварки продольных швов обечаек, содержащее смон. тированные на основании рабочую площадку с установленными на ней направляющими со сварочной головкой и корпус с, жестко закрепленной на ней шовоформирующей подкладкой.
Корпус выполнен в виде балки, связанной с силовыми цилиндрами,.штоки которых снабжены на концах сферическими буртами, взаимодействующими с концами балки.
Недостатком такой конструкции является низкое качество сварки, обусловленное переломом обечайки в зоне сварного шва из-за отсутствия элементов поджима торцов обечайки к формирующей подкладке.
Известно также устройство для сварки продольных швов обечаек. содержащее смонтированные на основании рабочую
„„5U„„1787729 А 1 содержит смонтированные на основании рабочую площадку 3 с направляющими 4 со сварочной головкой 5 и консоль 6 с корпусом 8 с установленной в нем поджимной шовоформирующей подкладкой 9. Корпус 8 с шовоформирующей подкладкой 9 оснащен каретками 12 с захватами 13 для поджима торцов обечайки и осью с шестернями, а консоль 6 оснащена рейками, смонтированными с возможностью взаимодействия с указанными шестернями, при этом в консоли 6 выполнены расположенные перпендикулярно ей пазы для оси.
4 ил. площадку с установленными на ней направляющими со сварочной головкой и консоль с корпусом с установленной в нем поджимной шовоформирующей подкладкой, Для поджима торцов обечайки к шовоформирующей подкладке перед сваркой и в процессе ее в этом устройстве служит прижимная балка, выполненная жесткой по всей длине.
Недостатки устройства заключаются в низком качестве сварки из-за неравномерного поджима шовоформирующей подкладки к кромкам обечайки вследствие неточной установки кромок обечайки между прижимной балкой и шовоформирующей подкладкой.
Цель изобретения — повышение качества сварки путем улучшения равномер ости поджима шовоформирующей подкладки к кромкам обечайки.
Цель достигается тем, что в устройстве для сварки продольных швов обечаек, содержащем смонтированные на основании рабочую площадку с установленными на ней
1787729
10
30 обечайки 11
40
50 направляющими со сварочной головкой и консоль с установленной в нем поджимной шовоформирующей подкладкой, корпус с шовоформирующей подкладкой оснащен каретками с захватами для поджима торцов обечайки и осью с шестернями, а консоль оснащена рейками, смонтированными с возможнос1,ью взаимодействия с указанными шестернями, при,.этом в консоли выполнены расположенные йерпендикулярно ей пазы для ос4.
Н а фиг.1 изображен общий вид устройства для сварки продольных швов обечаек; на фиг.2 — вид по стрелке А на фиг.1; на фиг,3 — узел i на фиг,1; на фиг.4 — разрез Б — Б на фиг,3.
Устройство для сварки продольных швов обечаек содержит смонтированные на основании 1,2 рабочую площадку 3 и консоль 4.
На рабочей площадке 3 установлены направляющие 5 со сварочной головкой 6, В KoHcoflM 4 на пружинах 7 размещен корпус 8 с установленной в нем шовоформирующей подкладкой 9.
Шовоформирующая подкладка 9 установлена в корпусе 8 на пневмоцилиндрах 10 с возможностью поджатия K обечайке 11 и состоит из корпуса 12 и закрепленной в нем гибкой диафрагмы 13, на которой размещен флюс 14, Корпус 8 с шовоформирующей подкладкой 9 оснащен каретками 15 с захватами 16 для под>кима торцов обечайки 11, установленными на направляющих 17 с возможностью перемещения вдоль корпуса 8, Корпус 8 установлен в консоли 4 на пружинах 7 с возможностью качания в плоскости стыка свариваемой обечайки 11 для обеспечения самоустановки корпуса .8 по обе|айке 11 независимо от положения консоли 4, При перемещении корпуса 8 относительно консоли 4 возникают поперечные и продольные колебания. Продольные колебания корпуса 8 необходимы для обеспечения самоустановки корпуса 8 по свариваемой обечайке 11 при его подъеме.
Поперечные колебания нежелательны. Их необходимо устранить, так как они приведут к перекосу шовоформирующей подкладки 9, Для обеспечения равномерного поджима шовоформирующей подкладки 9 без перекосов корпус 8 оснащен осью 18 с шестернями 19, взаимодействующими с рейками 20, которыми оснащена консоль 4, Для оси 18 в консоли 4 выполнены пазы
21, расположенные перпендикулярно консоли 4.
Работа устройства осуществляется следующим образом, Обечайка 11 подается на корпус 8 и шовоформирующую подкладку 9 со стороны свободного торца консоли 4. Затем подъемным элементом (не показан) основания 2 осуществляется подъем консоли 4 до касания шовоформирующей подкладки 9 к обечайке 11. При этом пру>кины 7, на которых установлен корпус 8 с шовоформирующей подкладкой 9,. частично сжимаются, что обеспечивает плотное прилегание шовоформирующей подкладки 9 к продольному стыку обечайки 11, В этом положении каретки 15 перемещаются по направляющим 17 к торцам обечайки 11, а захваты 16 устанавливаются в рабочее положение (фиг.1) с гарантированным зазором относительно обечайки 11, При этом консоль 4 находится в самом верхнем положении, пружины 7 между консоль 4 и корпусом 8 сжаты, штоки пневмоцилиндров 10 не выдвинуты, гибкая диафрагма 20 не раздута, корпус 8 располо>кен на самом близком расстоянии к обечайке 11 и захваты 16 находятся выше обечайки
11, обеспечивая необходимый зазор, Последующим опусканием консоли 4 захваты 16 прижимают обечайку 11 сверху и удерживают ее в положении сварки стыка
Для формирования корня сварного шва шовоформирующая подкладка 9 поджимается к стыку кромок обечайки 11 при помощи пневмоцилиндров 10. При этом под гибкую диафрагму 13 шовоформирующей подкладки 9 подается воздух для под>катия размещенного на ней флюса 14 непосредственно к свариваемому стыку. В таком положении производится сварка продольного шва обечайки, Технико-экономическая эффективность заключается в повышении качества сварки путем улучшения равномерности поджима шовоформирующей подкладки к кромкам обечайки, Равномерный поджим обеспечивается самоустанавливающимся относительно обечайки корпусом, оснащенным каретками с захватами, которые легко перемещаются вдоль корпуса на необходимую длину типоразмера обечайки.
Формула изобретения
Устройство для сварки продольных швов обечаек, содержащее смонтированные на основании рабочую площадку с установленными на ней направляющими со сварочной головкой и консоль с корпусом с установленной в нем поджимной шовоформирующей подкладкой, о т л и ч а ю щ е е1787729 с я тем, что, с целью повышения качества сварки путем улучшения равномерности поджима шовоформирующей подкладки к кромкам обечайки, корпус с шовоформирующей подкладкой оснащен каретками с захватами для поджима торцов обечайки и осью с шестернями, а консоль оснащена рейками, смонтированными с возможностью взаимодействия с указанными шестернями, при этом в консоли выполнены
5 расположенные перпендикулярно ей пазы для оси.
17877Я
Составитель Л.Разниченко
Техред М,Моргентал Корректор О.Густи
Редактор В,Фельдман
Производственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 101
Заказ 35 Тираж Подписное, ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР
113035, Москва, Ж-35, Раушская наб., 4/5




www.findpatent.ru
Сварка - продольные шв - Большая Энциклопедия Нефти и Газа, статья, страница 1
Сварка - продольные шв
Cтраница 1
Сварка продольных швов производится с применением вводных планок длиной 130 - 150 мм и шириной 80 - 100 мм. [1]
Сварка продольных швов выполняется па специальных автоматах. [3]
Сварка продольных швов переходов должна быть двухсторонней с обязательной зачисткой корня шва перед сваркой с обратной стороны. Односторонняя сварка не допускается. Технология сварки должна соответствовать требованиям настоящего параграфа. [4]
Сварка продольных швов переходов должна быть двухсторонней с обязательной зачисткой корня шва перед сваркой с обратной стороны. Односторонняя сварка не допускается. Технология сварки должна соответствовать требованиям настоящей главы. [5]
Сварка продольных швов переходов должна быть двухсторонней с обязательной зачисткой корня шва перед сваркой с обратной стороны. Односторонняя сварка не допускается. Технология сварки должна соответствовать требованиям настоящего параграфа. [6]
Сварка продольных швов переходов должна быть двухсторонней с обязательной зачисткой корня шва перед сваркой с обратной стороны. Односторонняя сварка не допускается. Технология сварки должна соответствовать требованиям настоящей главы. [7]
Сварка продольных швов обечаек аппаратов выполняется перлитной сварочной проволокой Св - 10Х5М, а кольцевых - аустенитньши хромо-никелевыми электродами. Ориентировочные режимы сварки приведены в табл. 8.5. Разделительные ( корневые) слои могут выполняться разными способами сварки: ручной дуговой, автоматической под слоем флюса, полуавтоматической в среде углекислого газа. В последнем случае вылет электрода необходимо выдерживать в пределах 8 - 18 мм в зависимости от диаметра сварочной проволоки. Разделительный ( корневой шов) во всех вариантах выполняется без сопутствующего охлаждения. [8]
Сварку продольных швов панелей ведут одновременно два или четыре сварщика с применением обратноступенчатого метода, при этом сварку производят с двух сторон. Допускается односторонняя сварка со стороны топки при условии обеспечения провара не менее 70 % толщины плавника в месте сварки. [10]
Сварку наружных продольных швов обечаек производят на специальной флюсовой подушке, состоящей из передней и задней стоек, расположенной между ними консоли, рычажной опоры и струбцин, закрепленных на консоли. В передней стойке консоль закреплена жестко, а к задней - рычажной опорой. Для установки обечайки на консоль откидывают рычажную опору, заводят изделие на консоль, закрепляют струбцинами и устанавливают на место рычажную опору. В консоли в брезентовом желобе находится флюс, который поджимается к стыку при подаче сжатого воздуха в шланг. Флюсовая подушка применяется при сварке обечаек длиной до 4500 мм п диаметром 200 - 900 мм. [11]
Для сварки продольных швов ( например, воздуховодов) на базе МШ-3208 разработана машина МШ-2302 с приводом верхнего электрода с помощью шарошки и увеличенным до 1200 мм вылетом. [13]
После сварки продольных швов муфту кольцевыми швами приваривают к трубе и технологическим кольцам. [15]
Страницы: 1 2 3 4
www.ngpedia.ru