Техника сварки угловых швов. Угловой шов при сварке
Техника сварки угловых швов
Техника сварки угловых швов (тавровых)
Угловые швы (или валиковые) применяются при Т-образных (тавровых) соединениях и соединениях внахлестку и являются очень распространёнными в сварных конструкциях.
Сварка тавровых соединений в нижнем положении производится так, что одна плоскость свариваемого изделия горизонтальна, а другая вертикальна и шов накладывается в прямой угол между этими поверхностями.
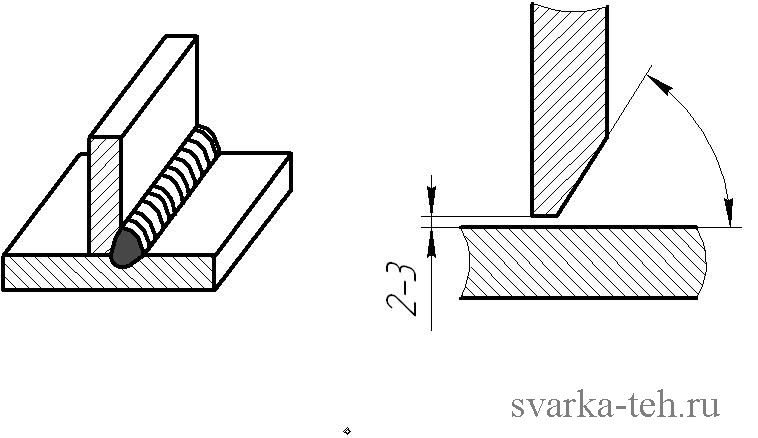
При тавровом соединении, если толщина вертикального листа не превышает 12 мм, специальной обработки кромок не требуется, только нижнюю кромку вертикального листа необходимо обрезать так, чтобы стык не имел зазоров больше 2 мм.В тавровых соединениях с толщиной вертикального листа от 12 до 25 мя делается V-образная подготовка. При толщине вертикального листа от 25 до 40 мм делаются односторонние U-образные скосы кромок, а при большей толщине-двусторонние V-образные скосы кромок.
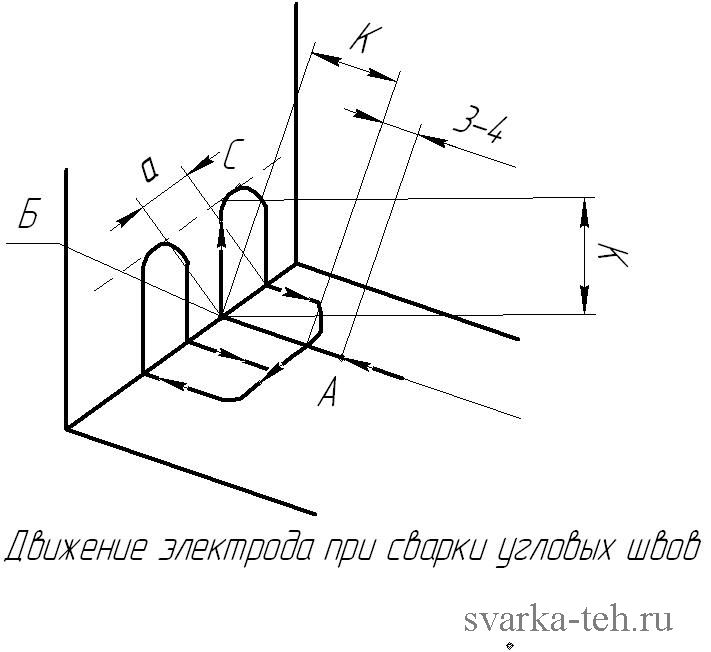
Наибольшую опасность при сварке угловых швов представляет возможность непровара одной из сторон, а также непровар угла. Поэтому при сварке углового шва электрод располагают в плоскости, делящей угол пополам, и концу электрода сообщают поперечные колебательные движения для расплавления металла кромок. Сварка угловых швов бывает однослойная и многослойная. Однослойная применяется в том случае, если катет шва не превышает 10 мм.
Техника наложения углового шва заключается в следующем: Дугу возбуждают на нижнем листе, отступив от вершины угла на 3-4 мм больше, чем катет шва (точка А), затем дугу ведут от точки А к вершине угла, в точку В, где её несколько задерживают для лучшего проплавления вершины угла; далее дугу поднимают на высоту, равную катету шва по вертикальной стенке (а при многослойной сварке-на высоту, равную катету первого слоя шва), и по ней передвигают назад на некоторую величину. После этого дугу несколько быстрее, чем при подъеме, опускают на горизонтальный нижний лист и доводят на нём толщину шва на величину катета. Отсюда по нижнему листу дугу передвигают вперёд до границы кратера и по ней направляют в вершину угла, снова задерживая дугу на некоторое время для лучшего проплавления вершины; затем поднимают вверх, возвращают назад на ту же величину а, спускают вниз- и повторяют весь процесс в прежнем порядке. Ни в коем случае нельзя начинать сварку в точках В или С, так как в этом случае расплавленный металл с электрода наплывает на нерасплавленный ещё основной металл нижнего листа и перекрывает вершину угла, из-за чего а получается непровар, опасный тем, что его можно обнаружить только сломав шов.
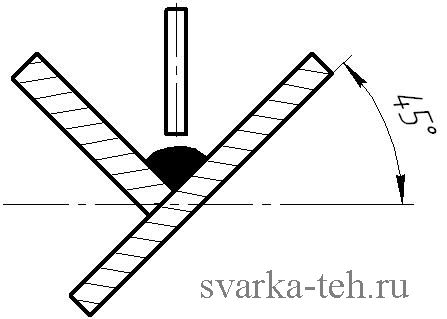
При сварке толстопокрытыми электродами или на повышенных величинах тока образуется большая ванна расплавленного металла, вследствие чего накладывание угловых швов обычным способом затруднительно, так как при этом большая часть расплавленного металла стекает на горизонтальную поверхность и шов получается неправильного сечения. Во избежание этого рекомендуется свариваемое изделие располагать так, чтобы обе поверхности были наклонены к горизонту под углом в 45°, т. е. сварку производить в лодочку.
infourok.ru
Мир сваркиСтыковые и угловые швы при сварке
 Сварочный шов проваривается по всей толщине, даже если кромки не скашивались и имеют толщину до 8 миллиметров, но для этого необходимо выполнение нескольких условий, во первых ток должен быть определенной мощности, а во вторых нужно подобрать нужный диаметр для электрода.
Сварочный шов проваривается по всей толщине, даже если кромки не скашивались и имеют толщину до 8 миллиметров, но для этого необходимо выполнение нескольких условий, во первых ток должен быть определенной мощности, а во вторых нужно подобрать нужный диаметр для электрода.
Если сочетать эти условия, да еще и в правильных пропорциях, то сварка станет на много производительней, стыковые швы полностью проварятся, кромки не нужно скашивать, а листы могут быть толщиной до десяти миллиметров.
Самый верный способ воплотить эту технику в жизнь это работать на пробных планках. Чаще всего бывает, что недоваривается корень шва, поэтому по возможности нужно, чтоб была подварка с другой стороны или установить там подкладку, примерно в 3 миллиметра. В этом случае можно не бояться, что металл насквозь проварится, и увеличивать мощность тока до 30%. Получается, что прокладка из стали приварится ко шву и если изделие это позволяет, то она там и остается. Таким образом, стыковые швы при сварке будут на много надежнее
Угловые швы тоже могут приносить трудности при сварке, потому что капли расплавленного металла могут капать. Из за этого приемлемое положение для сварки считается нижнее, но не все так просто, бывает, что так установить конструкцию не получается. Угловой шов имеет такую же проблему, что и стыковой, это необходимость проваривания корня шва.")
Чаще всего недоваривается нижний лист, если сварка происходила от листа расположенного вертикально. Здесь нужно придерживаться определенной методики, а именно, чтоб дуга возбуждалась в плоскости, которая расположена снизу. При этом угол для электрода должен быть равен 45° по отношению к листу и при сварке наклонять его немного к одной и второй плоскости. Если катет шва равен менее восьми миллиметров, то можно использовать для шва один слой, а если более восьми миллиметров, то здесь понадобится многослойная сварка.
Если все — таки сварка в несколько слоев, то нужно в первую очередь сделать проход тонким валиком, используя электрод диаметром до 4 мм, это необходимо чтоб корень углового шва полностью проварился. Количество необходимых проходов определяется расчетом из того какую имеет площадь поперечное сечение шва при одном проходе. В основном это от 30 до 40 мм2.
Сварка встык,внахлест,угловое соединение инверторным аппаратом в мастерской
Похожие статьи
svarnou.ru
Сварка угловых швов - Сварка металлов
 Сварка угловых швов
Сварка угловых швов Категория:
Сварка металлов
Сварка угловых швов Объем шва для заполнения наплавленным металлом представляет собой двугранный угол, образованный поверхностями соединяемых элементов; величина угла в большинстве случаев равна 90°, Кромки углового шва несимметричны в отношении отвода тепла. Одна из кромок, где сварной шов расположен далеко от края листа, отводит тепло примерно в 2 раза интенсивнее, чем являющаяся краем листа другая кромка, которая нагревается и плавится значительно быстрее. Кроме того, кромки шва часто занимают различное пространственное положение, например, одна находится в нижнем, а другая в вертикальном положении. Это неудобство устраняется наклоном изделия так, чтобы средняя плоскость шва заняла вертикальное положение, а обе кромки шва были наклонены к горизонтальной плоскости симметрично под углом 45°. Такое так называемое положение углового шва в лодочку дает значительные преимущества при сварке и особенно рекомендуется в заводских условиях, где имеются специальные приспособления, позволяющие быстро поворачивать изделие и устанавливать его в необходимом положении.
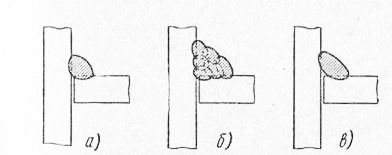
Рис. 1. Угловые швы: а — однослойный; б — трехслойный; в — не провар вершины шва
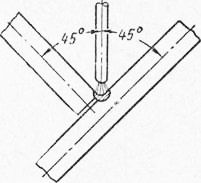
Рис. 2. Положение изделия при сварке «в лодочку»
При сварке углового шва электрод ведут в средней плоскости Угла раскрытия и сообщают концу электрода поперечное колебательное движение для расплавления металла обеих кромок.
Наибольшие трудности представляет выполнение первого слоя, особенно получение полного провара, т. е. расплавления вершины угла. Непровар в этом случае не может быть исправлен подваркой обратной стороны шва и плохо обнаруживается последующим контролем.
Угловые швы значительного сечения выполняют в несколько слоев. Размер сечения шва определяют размером прямоугольного треугольника, вписанного в очертание сечения шва (рис. 79). Катет такого треугольника определяет размер шва. Большей частью применяют швы с равными катетами; неравные катеты применяют реже, в специальных случаях. Обычно принимают, что полная прочность шва достигается при катете шва, равном толщине металла, и дальнейшее увеличение сечения шва считают бесполезным.
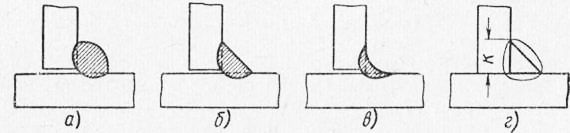
Рис. 3. Сечения угловых швов: а — усиленный шов; б — нормальный шов; в — ослабленный шов; г — размер сечения шва; к — катет шва
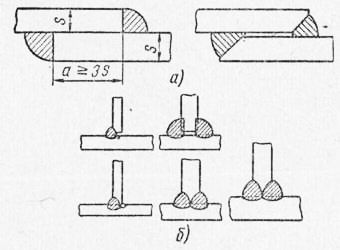
Рис. 4. Сварные соединения: а — нахлесточное; б — тавровое
По очертанию наружной поверхности углового шва различают швы с выпуклой поверхностью, или усиленные; швы с плоской поверхностью, или нормальные; швы с вогнутой поверхностью, облегченные или ослабленные. Выпуклые швы рекомендуются для изделий, работающих при статической нагрузке. Как показывает опыт, при переменной или ударной нагрузке, а также при усталостных испытаниях лучше работают облегченные швы с вогнутой поверхностью. Нормальные швы с плоской поверхностью занимают среднее положение и являются, таким образом, наиболее универсальными, поэтому и применяются чаще всего на практике. Термины «усиленный» и «ослабленный», относятся лишь к геометрической форме сечения шва и не связаны прямо с его прочностью.
Форма поверхности углового шва в значительной степени определяется применяемыми электродами. Электроды, дающие густой вязкий расплавленный металл, легко образуют швы с выпуклой поверхностью. Электроды, дающие легко растекающийся жидкий металл, образуют преимущественно швы с вогнутой поверхностью.
Выполнением угловых швов можно получить два важных вида сварных соединений: нахлесточное и тавровое. Для особо ответственных сварных изделий, работающих при знакопеременной и динамической нагрузках, иногда используется тавровое соединение с предварительной разделкой кромок притыкаемого листа.
Читать далее:
Техника безопасности при дуговой электросварке
Статьи по теме:
pereosnastka.ru