







Оборудование для ручной дуговой сварки. Установки для постоянного тока для ручной дуговой сварки
СУДОРЕМОНТ ОТ А ДО Я.: Сварочное оборудование
 Рис. 39. Схема сварочных постов: а — постоянного тока; б — переменного тока.1 — свариваемая конструкция; 2 — электрод; 3 — генератор постоянного тока; 4 — дроссель; 5 — трансформатор.
Рис. 39. Схема сварочных постов: а — постоянного тока; б — переменного тока.1 — свариваемая конструкция; 2 — электрод; 3 — генератор постоянного тока; 4 — дроссель; 5 — трансформатор.Источники питания сварочной дуги должны обеспечивать заданные режимы сварки и быстро их восстанавливать при отклонениях от заданного уровня. Поэтому источники питания должны иметь регулирующее устройство. Для питания дуги постоянным током используют сварочные преобразователи и сварочные выпрямители.Сварочные преобразователи. Для сварки корпусных конструкций применяют сварочные преобразователи типа ПД-305У2 (для ручной дуговой сварки), ПД-502У2 (дляручной дуговой сварки и сварки под флюсом), а также ПСГ-500-1У2 (для автоматической и полуавтоматической сварки в защитном газе).Сварочные преобразователи подразделяются на однопосто-вые и многопостовые. При питании постов ручной сварки от многопостового преобразователя регулирование режима сварки производят с помощью балластных реостатов, включенных последовательно в сварочную цепь.Сварочные выпрямители. Сварочные выпрямители по сравнению со сварочными преобразователями имеют более высокий коэффициент полезного действия, бесшумны и надежны в работе, просты в изготовлении и обслуживании. К недостаткам сварочных выпрямителей следует отнести их более высокую чувствительность к изменению напряжения питающей сети.Сварочный выпрямитель состоит из трех основных частей: силового понижающего трансформатора; выпрямительного блока с вентилятором; пускорегулирующей и защитной аппаратуры. Для сварки корпусных конструкций применяют сварочные выпрямители марок ВДМ-1001УЗ и ВДМ-160УЗ (для многопостовой ручной дуговой сварки и сварки под флюсом) и др.В качестве источников питания дуги переменным током используют сварочные трансформаторы. Сварочные трансформаторы подразделяют на две основные группы:1) с нормальным магнитным расстоянием и дополнительной реактивной катушкой — дросселем. Трансформаторы с дросселем являются устаревшими и отечественной промышленностью не выпускаются;2) с повышенным магнитным рассеянием — режим сварки плавно регулируется за счет изменения положения обмоток или магнитного шунта. При изменении их положения изменяется сила сварочного тока.В судостроении применяют сварочные трансформаторы типов ТД-102У2, ТД-300У2 и ТД-502У2 для ручной дуговой сварки, типов ТДФ-1001У4 и ТДФ-2002УЗ для автоматической дуговой сварки под флюсом и типа ТШС-1000-ЗУ4 для электрошлаковой сварки.Балластные реостаты. В процессе ручной дуговой сварки при питании сварочных дуг регулирование режимов сварки осуществляется с помощью балластных реостатов.Балластный реостат состоит из ряда ступеней сопротивления, которые при помощи рубильников могут автономно включаться в цепь сварочной дуги. Реостат соединяется последовательно с дугой и в зависимости от порядка включения этих сопротивлений изменяет активное сопротивление сварочной цепи и ступенчато — силу сварочного тока.Отечественной промышленностью выпускаются балластные реостаты типов РБ и РБС.Оборудование для механизированной дуговой сварки под флюсом. Автоматы. В судостроении преимущественно используются переносные самоходные автоматы тракторного типа: они перемещаются непосредственно по изделию.Автоматы тракторного типа с регулируемой по напряжению скоростью подачи электрода однодуговые выпускаются в двух сериях: АДС (автомат дуговой сварочный) и АДФ (автомат дуговой для сварки под флюсом).
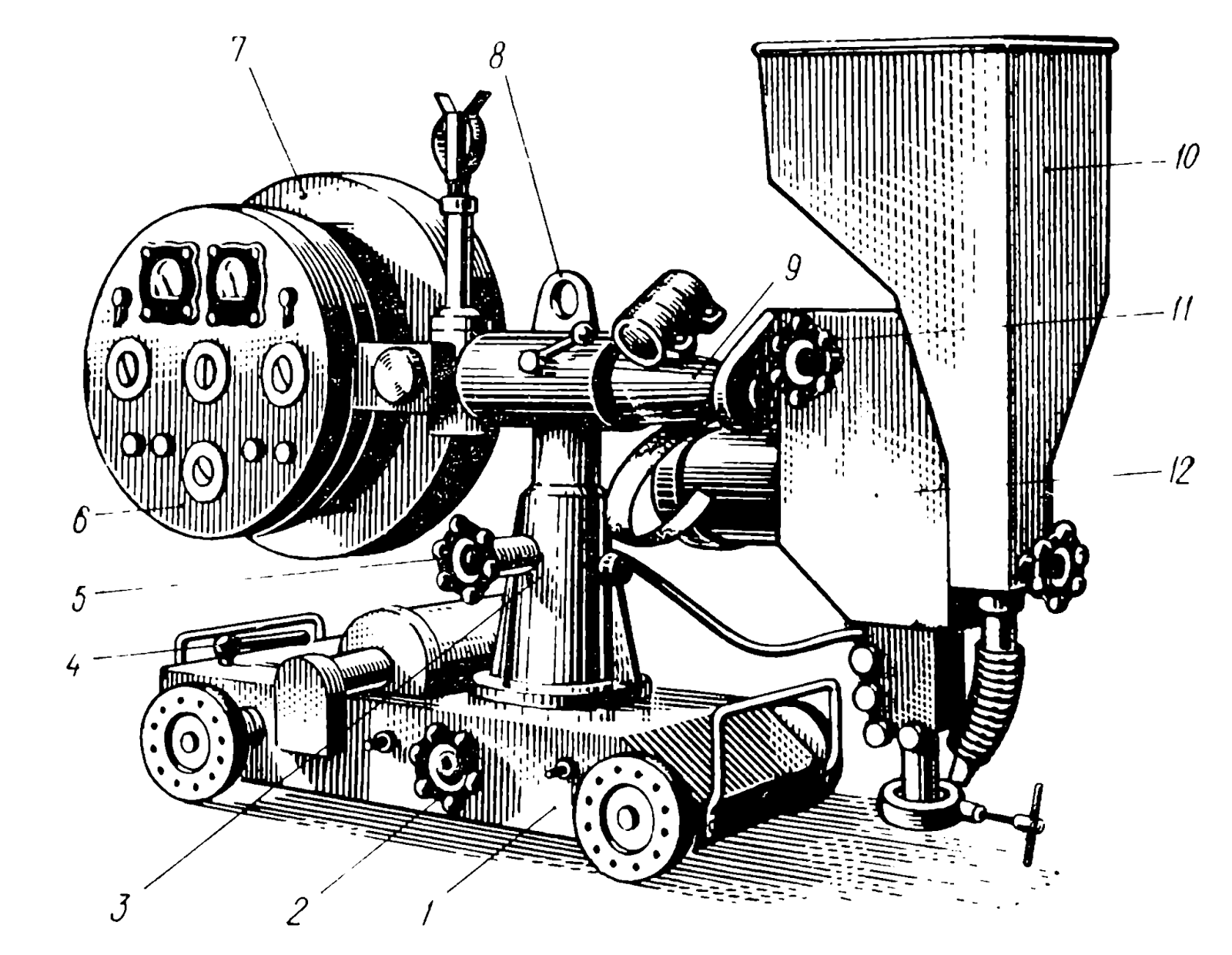 Рис. 40. Сварочный автомат тракторного типа.1 — каретка; 2 — поперечный корректор; 3 — стойка; 4 — рукоятка муфты; 5 — маховик фиксатора; 6 — пульт управления; 7 — кассета; 8 — рукоятка; 9 — коромысло; 10 — бункер для полюса; //— рукоятка; 12 — вертикальный корректор.
Рис. 40. Сварочный автомат тракторного типа.1 — каретка; 2 — поперечный корректор; 3 — стойка; 4 — рукоятка муфты; 5 — маховик фиксатора; 6 — пульт управления; 7 — кассета; 8 — рукоятка; 9 — коромысло; 10 — бункер для полюса; //— рукоятка; 12 — вертикальный корректор.Основными элементами сварочного автомата тракторного типа (рис. 40) являются каретка, в которой установлен двигатель для перемещения трактора; пульт управления, на котором размещены приборы для измерения напряжения сварочного типа и скорости сварки; кассета со сварочной проволокой; бункер с флюсом; сварочная головка с двигателем, механизмом подачи д. токопроводом к сварочной проволоке.Тракторы обеих серий наиболее пригодны для сварки прямолинейных стыковых швов на плоских конструкциях и кольцевых швов обечаек диаметром более 3 м.Автоматы тракторного типа с постоянной скоростью подачи проволоки: однодуговые—ТС-17-МУ (трактор сварочный универсальный), ТС-17-Р, ТС-44; двухдуговые — ДТС-38М, ДТС-45.Тракторы ТС пригодны для сварки стыковых швов плоских конструкций и кольцевых швов обечаек диаметром более 1,5 м; трактор ТС-17-Р, кроме того, рассчитан на сварку угловых швов наклонным электродом. Трактор ТС-44 снабжен ползуном для формирования обратного валика при сварке со сквозным проваром стыковых соединений. Аналогичное устройство имеет трактор «Бриг».Специально для судостроения предназначен трактор конструкции АСУ-5А — автомат сварочный для угловых швов. Трактор пригоден для сварки швов набора наклонным электродом при высоте стенки более 40 мм. Трактор снабжен двумя двигателями (для подачи проволоки и для перемещения).Полуавтоматы. Полуавтоматы для сварки под флюсом рассчитаны на проволоку диаметром до 2 мм (рис. 41).
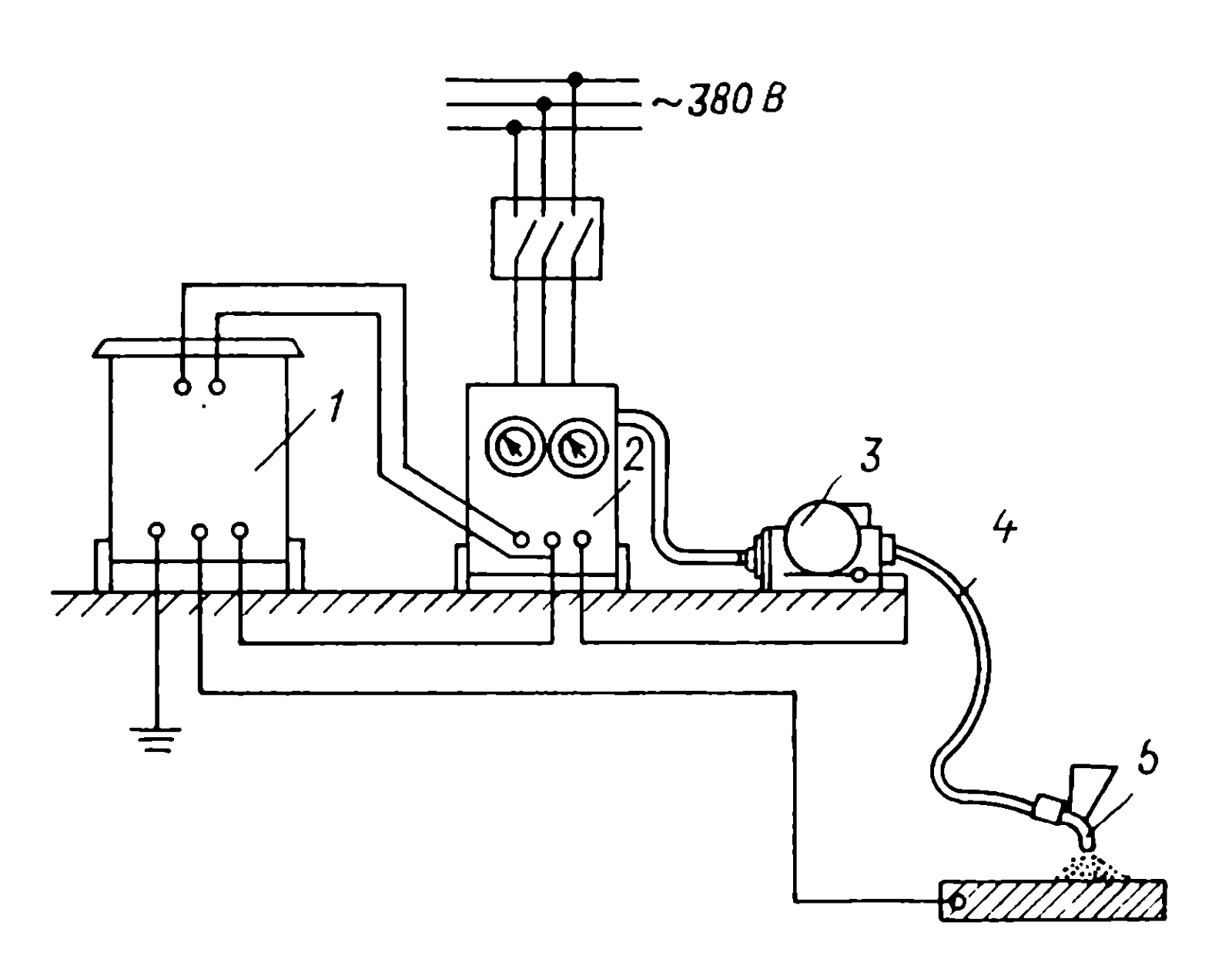 Рис. 41. Схема установки для полуавтоматической сварки под флюсом.1 — источник питания; 2 — шкаф управления; 3 — подающий механизм; 4 — гибкий шланг; 5 — держатель.
Рис. 41. Схема установки для полуавтоматической сварки под флюсом.1 — источник питания; 2 — шкаф управления; 3 — подающий механизм; 4 — гибкий шланг; 5 — держатель.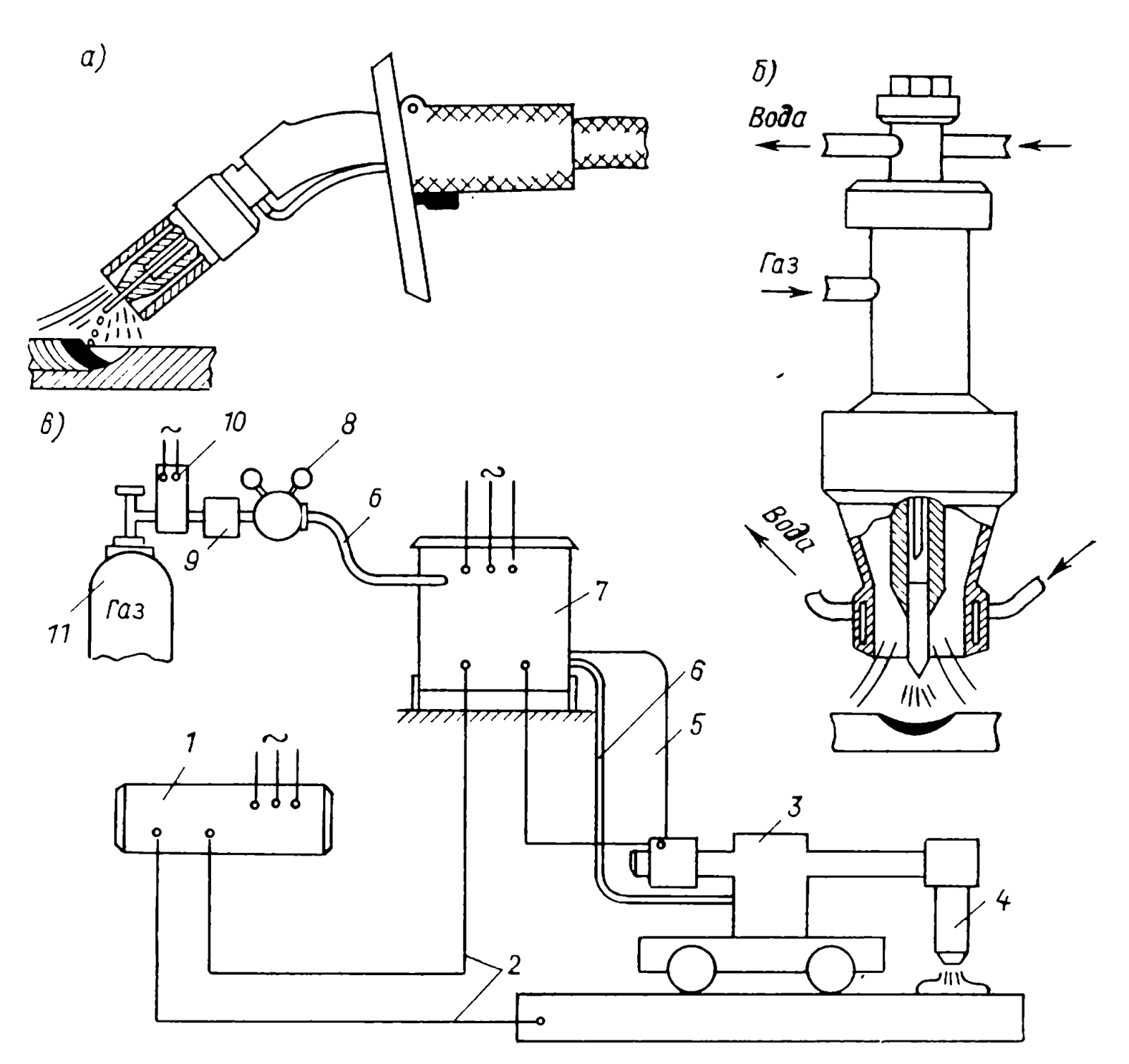 Рис. 42. Схема установки для сварки в защитных газах; а — пистолет для полуавтоматической сварки плавящимся электродом; б — горелка для сварки неплавящимся вольфрамовым электродом; в — общая компоновка установки для автоматической сварки.1 — источник постоянного тока с жесткой характеристикой; 2 — сварочные провода; 3 — сварочный автомат тракторного типа; 4 — сварочная горелка; 5 — кабель связи управления; 6 — газоподводящий шланг; 7 — шкаф управления; 8 — редуктор, снабженный расходомером газа; 9 — осушитель газа; 10 — подогреватель газа; 11 — баллон с газом.
Рис. 42. Схема установки для сварки в защитных газах; а — пистолет для полуавтоматической сварки плавящимся электродом; б — горелка для сварки неплавящимся вольфрамовым электродом; в — общая компоновка установки для автоматической сварки.1 — источник постоянного тока с жесткой характеристикой; 2 — сварочные провода; 3 — сварочный автомат тракторного типа; 4 — сварочная горелка; 5 — кабель связи управления; 6 — газоподводящий шланг; 7 — шкаф управления; 8 — редуктор, снабженный расходомером газа; 9 — осушитель газа; 10 — подогреватель газа; 11 — баллон с газом.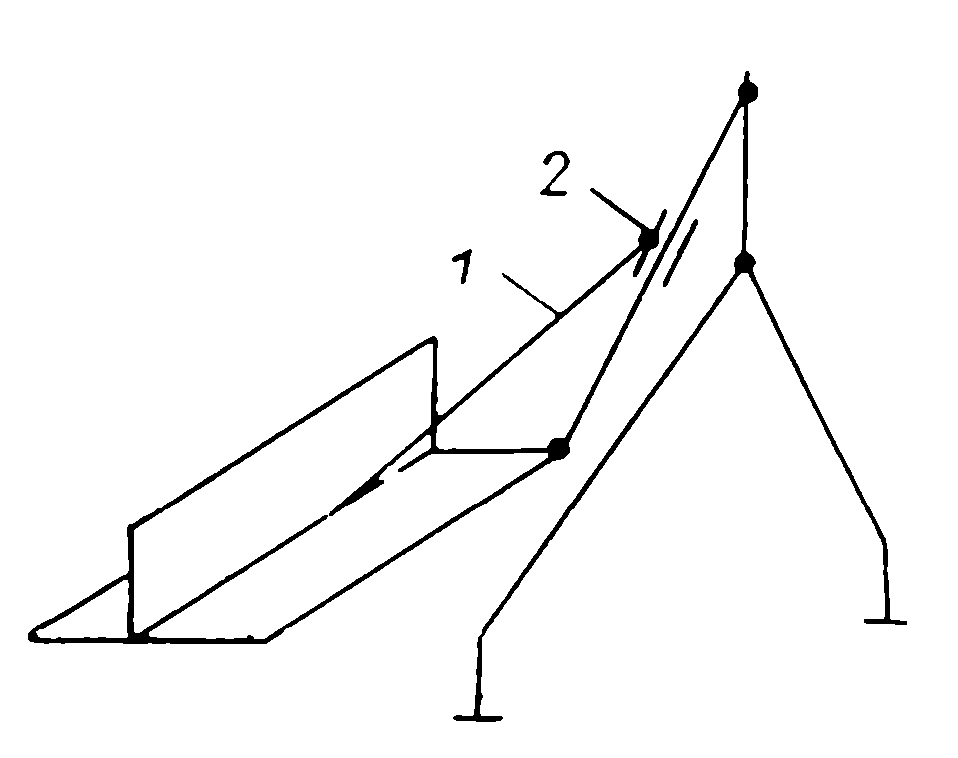 Рис. 43. Принципиальная схема установки «Ого-нек-3»1 — электрод; 2 — каретка.
Рис. 43. Принципиальная схема установки «Ого-нек-3»1 — электрод; 2 — каретка.Серийно выпускаемая установка «Огонек-3» (рис. 43) предназначена для механизированной сварки наклонным электродом угловых швов, а «Огонек-1»—для сварки угловых и стыковых швов. При питании установок от источников постоянного тока последовательно в сварочную цепь необходимо включать балластные реостаты.Во время сварки на установке «Огонек-3» по мере плавления электрода каретка с установленным на ней электрододер-жателем скользит вниз по наклонной направляющей, обеспечивая подачу электрода в зону сварки. При длине огарка 50— 60 мм под действием пружинного механизма электрододержа-тель поворачивается и отрывает электрод от изделия: процесс сварки прекращается.Установка «Огонек-3» снабжена специальным устройством для фиксации электрододержателя под различным углом к направляющей штанге, за счет чего изменяются катет и длина выполненного шва при сгорании одного электрода.Электрододержатели для ручной сварки покрытыми электродами. Электрододержатели предназначены для закрепления электрода и подвода к нему сварочного тока. В зависимости от принципа действия бывают пассатижные, стержнезащепоч-ные, пластинчатые, вилочные и другие электрододержатели (рис. 44).
 Рис. 44. Электрододержатели.
Рис. 44. Электрододержатели.Электрододержатели снабжаются гибким изолированным проводом, сплетенным из большого количества медных отожженных проволочек. Сечение провода зависит от допустимой силы сварочного тока.Отечественной промышленностью выпускаются следующие электрододержатели:пассатижного типа марок ЭД-125-4, ЭД-315-4, ЭД-500-4;стержнезащепочного типа марок ЭДЧ-125М-1, ЭДС-315-М-1;пластинчатого типа марки ЭУ-300 «Луч».
sudoremont.blogspot.com
Оборудование для ручной дуговой сварки. Конспект.Ручная дуговая сварка
Конспект. Ручная электро-дуговая сварка.
Темы: Ручная дуговая сварка, Сварочное оборудование, Трансформатор сварочный, Выпрямитель сварочный.
… … …
Классификация источников питания сварочной дуги.
Источники питания сварочной дуги классифицируются по следующим основным признакам:
1. По роду сварочного тока – бывают переменного и постоянного тока.
К источникам переменного тока относятся сварочные трансформаторы и генераторы повышенной частоты.
Источниками постоянного тока являются сварочные преобразователи и сварочные выпрямители.
2. По виду внешних вольтамперных характеристик (ВАХ) источники питания сварочной дуги бывают с пологопадающей ВАХ (для автоматной сварки).
С жестокой и возрастающей ВАХ применяемых при сварки в защитных газах и электрошлаковой сварке, с крутопадающей ВАХ – для ручной дуговой сварки.
3. По количеству используемых сварочных дуг бывают однопостовые или многопостовые.
4. По способу установки источники бывают стационарными, или передвижными – переносными.
Сварочные трансформаторы
Трансформаторы с нормальным магнитным рассеянием. Комплект источников питания состоит из понижающего трансформатора и регулятора реактивной катушки. Понижающий трансформатор, основой которого является могнитопровод, изготовлен из большого количества тонких пластин, трансформаторной стали, стянутых между собой шпильками. На магнитопроводе имеется первичная и вторичная (понижающая) обмотки из медного или алюминиевого провода. Дроссель состоит из магнитопровода набранного из листовой трансформаторной стали, на котором расположены витки медного или алюминиевого провода рассчитанного на прохождение сварочного тока максимальной величины. На магнитопроводе имеется подвижная часть, которую можно перемещать с помощью винта.
Устройство и обслуживание сварочных преобразователей
Для питания электрической дуги постоянным током выпускаются передвижные стационарные сварочные преобразователи.
Однопостовой сварочный преобразователь ПСО-500 состоит из двух машин: из приводного электродвигателя и сварочного генератора ГСО-500 постоянного тока расположенных в общем корпусе. Якорь генератора и ротор двигателя расположены на общем валу.
Генератор работает по принципу электромагнитной индукции. При вращении якоря его обмотка пересекает магнитные силовые линии магнитов, в результате чего в обмотках якоря наводится переменный электрический ток, который с помощью коллектора преобразуется в постоянный ток. Величина тока возбуждается, и режим работы сварочного генератора плавно регулируется реостатом в цепи независимого возбуждения.
Сварочные выпрямители
Сварочные выпрямители – это устройства, преобразующие переменный ток в постоянный с помощью полупроводниковых диодов - вентилей. Сварочный выпрямитель состоит из трансформатора с устройством для регулирования сварочного тока и выпрямительного блока.
Сварочные выпрямители имеют следующие преимущества: отсутствие вращающихся частей и большую долговечность, высокий КПД и меньшие потери холостого хода, меньшую массу и большую маневренность, бесшумность в работе.
Инструмент, принадлежности и спецодежда электросварщика
К инструментам и принадлежностям электросварщика относятся электрододержатель, щиток или маска, специальный молоток с зубилом, стальная щетка, металлические клейма для маркировки сварных швов и ящик или сумка для хранения и переноски электродов и инструмента. Сварочные провода марки КРПТ нужны для подвода тока от силовой сети к сварочным аппаратам. От сварочных аппаратов к рабочим местам сварочный ток поступает по гибкому проводу марки ПРГ, АРП или ПРГД с резиновой изоляцией длиной не менее 3м сечением от 16 до 70мм2 Длина кабеля не более 30-40м.
- < Виды сварных соединений и швов - Ручная электро-дуговая сварка
- Электроды для ручной дуговой сварки. Конспект РДС >
weldzone.info
Сварочный трансформатор для ручной дуговой точечной сварки ТС
Ручная дуговая сварка является одной из самых простых разновидностей данного процесса, чем и заслужила наиболее широкое распространение. Сварочный трансформатор для ручной дуговой сварки также является достаточно простым устройством, которые может иметь определенный набор параметров, в зависимости от сферы использования. Ведь данная техника активно применяется как в промышленной, так и в бытовой сфере, так как для этого требуется минимальный набор оборудования.
Это самый разнообразный вид сварочного оборудования, которое используется для сварки. Техника может иметь несколько различных принципов регулировки параметров, которые для рядового пользователя все равно осуществляются при помощи ручек на корпусе. Данная техника выпускается согласно ГОСТ 95-77. Благодаря своей простоте, ремонт и обслуживание сварочных трансформаторов также происходит намного проще и быстрее, чем в других моделях.

Сварочный трансформатор для ручной дуговой сварки
Основным предназначением, которое имеет сварочный трансформатор ТС 200 является понижение напряжения, которое подается из сети, для того, чтобы обеспечить такую величину напряжения, которая нужна для холостого хода аппарата, а также для обеспечения заданного режима сварки.
Отличительные особенности 
Главной особенностью является простота конструкции, которая обеспечивает надежное проведение всех необходимых процедур. Отличия в моделях могут состоять в принципе регулировки параметров. Это может осуществляться за счет подмагничивания магнитопровода постоянным током, использования подвижных обмоток или же при помощи тиристорного регулирования. Такие трансформаторы имеют минимум дополнительных средств и устройств, но тем не менее, современные модели могут включать в себя различные дополнительные вещи, которые обеспечивают безопасность и удобство зажигания дуги. Как правило, чем больше аппарат, тем выше его мощность, но величина не влияет на качество сварки и другие параметры, поэтому, для бытового применения нередко используются компактные устройства. Для нормальной работы здесь требуются только сам аппарат и электроды, так как техника работает без газа и прочих вещей, что упрощает проведение процесса. Сварочный трансформатор для дуговой сварки 220 В может подключаться к стандартной сети и обеспечивать надежное проведение сварочного процесса. При этом существуют такие модели, которые могут работать как от трехфазной, так и от двухфазной сети.
Типы сварочных трансформаторов
Аппарат с амплитудным регулированием, которые имеет нормальное магнитное рассеивание. На нем установлены дроссели насыщения или дроссели с воздушным зазором. В данном типе настройка параметров режима сварки осуществляется при помощи изменения сопротивления трансформатора. Также можно изменять напряжения холостого хода, во время чего не искажается синусодидальная форма переменного тока.
Также существуют сварочные аппараты с амплитудным регулированием, которые имеют усиленное магнитное рассеивание. У них имеются разнесенные или подвижные обмотки. Также встречаются реактивные обмотки с двумя типами шунтов – подмагниченным и магнитным, и импульсным стабилизатором или конденсатором. Регулировка параметров здесь происходит практически также, как и в предыдущем случае.
Тиристорные аппараты имеют импульсную стабилизацию или подпитку. Такие сварочные трансформаторы называют еще аппаратами фазового управления, так как помимо самого трансформатора здесь имеется еще и тиристорный фазорегулятор, который размещается в первичной или вторичной цепи. Регулировка происходит за счет того, что ток синусоидальной формы преобразуется знакопеременные импульсы. Такие параметры как амплитуда и длительной данных импульсов определяются углом, или фазой, включения фазорегулятора.
Технические характеристики популярных моделей
| Параметры | ТД-102У2 | ТД-306У2 | ТДМ-З17У2 | ТДМ-401У2 | ТДМ-503У2 |
| Ток номинальный, А | 160 | 250 | 315 | 400 | 500 |
| Рабочее напряжение номинальное, В | 26 | 30 | 32,6 | 36 | 40 |
| Время беспрерывной работы, % | 20 | 25 | 60 | 60 | 60 |
| Пределы регулировки по току, А | 60- 175 | 100- 300 | 60- 360 | 80- 460 | 90- 560 |
| Максимальное напряжение холостого хода, В | 80 | 80 | 80 | 80 | 80 |
| Коэффициент полезного действия, % | 88 | 85 | 86 | 86 | 88 |
| Вес, кг | 38 | 67 | 130 | 145 | 170 |
Технические данные трансформаторов серии ИСГД.
| Параметры | Автономные | Встраиваемые |
| Напряжение, В | 380 | 45 |
| Частота рабочей сети, Гц | 50-60 | 50-60 |
| Максимальное напряжение импульса стабилизации, В | 250 | 250 |
| Максимальная мощность, Вт | 250 | 250 |
| Габаритные размеры, мм, не более | 290-200-140 | 290-220-50 |
| Вес, кг | 6,5 | 1,5 |
Выбор сварочного трансформатора для ручной дуговой сварки
Сварочный трансформатор ТС 300 является распространенной в промышленности моделью. Но помимо него сейчас встречается еще большое количество разнообразной техники. Благодаря современному разнообразию выбор стоит делать не по конкретным моделям, а по имеющимся параметрам. В первую очередь нужно обращать внимание на мощность. От этого зависит, какие сварочные электроды можно будет использовать и каков их максимальный и минимальный диаметр. Если вам требуется сварочный трансформатор точечной сварки, то здесь может подойти и относительно слабые модели, так как для такого типа процедур не требуется большая мощность. При использовании электродов в 5 мм, для проварки деталей соответствующей толщины, следует подбирать мощный аппарат, несмотря на его размеры. Ведь чем мощнее техника, тем она больше по габаритам.
«Обратите внимание! На трансформаторе должна быть система автоматического отключения.»
Помимо этого стоит обратить внимание на вентиляцию, которая должная быть как принудительной, при помощи вентиляторов, так и естественной – отверстия на корпусе. Не лишними будут средства, которые улучшают зажигание дуги даже при плохих условиях. В технике должна быть плавная регулировка параметром, чтобы можно было точно подбирать режимы. Для домашнего использования лучше подбирать компактные трансформаторы, которые работают с толщиной электродов в 3-4 мм.
Особенности эксплуатации и подключения
Подключать технику должен специалист. Место соединения клемм с кабелями считается одним из самых уязвимых мест, поэтому, в данном случае должно быть все плотно прикручено. Также нужно следить, чтобы здесь была надежная изоляция, иначе может возникнуть короткое замыкание, перегрев и прочие неприятности. Следует подбирать надежные место расположения трансформатора, где хорошая вентиляция и при этом низкая влажность.
Во время эксплуатации нужно четко придерживаться заданных режимов и не перегружать технику. Если трансформатор перегревается, сильно дрожит, у него появляется гул или подозрительный горелый запах, то следует выключить и дать ему остыть, после чего осмотреть на причину дефектов. Нельзя превышать время беспрерывной работы, а также эксплуатировать трансформатор при повышенной влажности. Если не зажигается дуга, то это может быть причиной пробоя конденсатора, что требует серьезного ремонта.
Популярные модели и производители
- Kaiser;
- Дніпро-М;
- Intertool;
- Патон;
- Telwin;
- Werk;
- Forte;
- Кентавр.
svarkaipayka.ru










