Типы сварных стыков. Сварной стык
Стык сварной - это... Что такое Стык сварной?
сварной стык — Шов, выполняемый при монтажной сварке [А.С.Гольдберг. Англо русский энергетический словарь. 2006 г.] Тематики энергетика в целом EN field weldFW … Справочник технического переводчика
сварной шов в стык с накладкой — — [http://slovarionline.ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность EN strapped weld … Справочник технического переводчика
Дефектный сварной стык — 3.15 Дефектный сварной стык : кольцевой сварной шов, содержащий один и более дефектов. Источник: РД 23.040.00 КТН 090 07: Классификация дефектов и методы ремонта дефектов и дефектных … Словарь-справочник терминов нормативно-технической документации
дефектный сварной стык — — [http://slovarionline.ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность EN faulty welded joint … Справочник технического переводчика
РД 08.00-60.30.00-КТН-046-1-05: Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных нефтепроводов — Терминология РД 08.00 60.30.00 КТН 046 1 05: Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных нефтепроводов: 1.4.15 Бригада сварщиков группа аттестованных в установленном порядке сварщиков, назначенных… … Словарь-справочник терминов нормативно-технической документации
Бесстыковой путь — (или Бархатный) условное наименование железнодорожного пути, расстояние между рельсовыми стыками которого знач … Википедия
РД 23.040.00-КТН-090-07: Классификация дефектов и методы ремонта дефектов и дефектных секций действующих магистральных нефтепроводов — Терминология РД 23.040.00 КТН 090 07: Классификация дефектов и методы ремонта дефектов и дефектных секций действующих магистральных нефтепроводов: 3.51 «Чопик» (чоп) : стальная пробка для устранения сквозных отверстий, устанавливаемая с обваркой… … Словарь-справочник терминов нормативно-технической документации
Соединение труб — соединение концов труб, обеспечивающее герметичность и прочность трубопровода. В некоторых случаях С. т. должны также обеспечивать возможность их быстрой сборки и разборки или изменения направления трубопровода. В металлических… … Большая советская энциклопедия
Литая сталь — (L acier fondu, Flussstahl, cast steel) Всякий ковкий железный продукт, получаемый путем отливки, принято на заводах назыв. вообще Л. сталью. Такого определения мы будем здесь придерживаться, хотя многие делят Л. металл по способности его… … Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона
Стыковое соединение — По ГОСТ 2601 74 Источник: ГОСТ 25225 82: Контроль неразрушающий. Швы сварных соединений трубопроводов. Магнитографический метод … Словарь-справочник терминов нормативно-технической документации
dic.academic.ru
Типы сварных стыков круглых гладких стержней
На рис. 83 показан стык арматурного стержня, образованный сваркой на стыковой машине.
Рис. 83. Стык круглого арматурного стержня, выполненный контактной сваркойПри сварке встык, как показали испытания, прочность стержня в месте соединения не уменьшается. Небольшие размеры утолщения (наплыв) в месте стыка не препятствуют размещению его в любом месте.
Стыковой контактной сваркой допускается соединять стержни различного диаметра; отношение площадей поперечного сечения стыкуемых стержней не должно превышать 1,5.
Для обеспечения контакта между стержнями и зажимами поверхности концов стержней перед сваркой обычно зачищают на наждачном круге.
Стыковые соединения гладкой арматуры круглого сечения, выполненные при помощи дуговой сварки, могут осуществляться различными способами. На рис. 84 показаны стыки простейшей конструкции внахлестку. Отгибы концов делаются для сохранения направления оси стыкуемых стержней. Применение двустороннего сварного шва сокращает длину стыка вдвое.
Рис. 84. Стык круглых гладких стержней внахлестку: а — с одним швом; б — с двумя швамиРис. 85. Стык круглых гладких стержней с двумя швами и накладкой из полосы, согнутой под углом 120, или размалкованного уголка
Рис 86. Стык круглых гладких стержней с накладками такого же профиля: а — с двумя швами; б — с четырьмя швами
На рис. 85 изображен стык с накладкой из полосы, согнутой под углом 120°, и двумя швами. Вместо полосы возможно применение размалкованного (разогнутого) обрезка уголка. Рис. 86 показывает варианты конструкции стыка с двумя накладками из стержней круглого профиля, с двумя и четырьмя швами.
На рис. 87 показана конструкция стыка круглых стержней с желобчатой накладкой и заваркой торцов.
Рис 87. Стык круглых гладких стержней с желобчатой накладкой и заваркой торцовРис. 88. Стык круглых гладких стержней с заваркой торцов и подкладкой
На рис. 88 приводится тип стыка круглых стержней, выполняемого с уголковой (или желобчатой) подкладкой и заваркой торцов.
Накладкой называется дополнительная деталь стыка, рассчитанная на воспринятое усилия, передаваемого стыкуемым стержнем. Подкладкой называется дополнительная деталь стыка, служащая в основном формой для образования сварного шва и передающая обычно лишь небольшую часть усилия в стержне.
Рис. 89 изображает типовую конструкцию стыков стержней, расположенных вертикально или наклонно к вертикали под углом до 45°. Стык может быть сделан с уголковой (как показано на рисунке) или желобчатой подкладкой или с желобчатой накладкой. Сварные стыки горячекатаной арматуры периодического профиля конструируются аналогично стыкам гладкой арматуры и также могут быть выполнены контактной или дуговой электросваркой. Стыки, производимые при помощи контактной сварки ничем не отличаются от стыков гладкой арматуры. Стыки выполняемые дуговой сваркой, вследствие лучшего сцепления стержней периодического профиля по сравнению с гладкими отличаются меньшей длиной стыковых соединений.
Рис. 89. Стык круглых гладких стержней, расположенных вертикально или наклонно с уголковой подкладкой и заваркой торцов
www.stroitelstvo-new.ru
Сварной стык - Большая Энциклопедия Нефти и Газа, статья, страница 1
Сварной стык
Cтраница 1
Сварные стыки в пути располагают независимо от положения шпал; их маркируют соответственно сварочной ведомости и отмечают на шейке рельса внутри колеи двумя вертикальными полосами белой масляной краской. [1]
Сварные стыки при этом уси ливаются либо накладками, либо другими способами. [2]
Сварные стыки, сваренные каждым сварщиком на наружных надземных и внутренних газопроводах диаметром 50 мм и более с давлением до 3 кг / см ( до 0 3 МПа) физическим методам контроля не подлежат, а с давлением от 3 до 12 кг / см ( от 0 3 до 1 2 МПа) подлежат в объеме 5 %, но не менее одного стыка ( см. прил. [3]
Сварные стыки, сваренные каждым сварщиком на газопроводах ГРП и ГРУ диаметром 50 мм и более с давлением до 3 кг / см2 ( до 0 3 МПа), физическим методам контроля не подлежат, а с давлением от 3 до 12 кг / см2 ( от 0 3 до 1 2 МПа) подлежат в объеме 5 %, но не менее одного стыка ( см. прил. [4]
Сварные стыки ввариваемых в газопровод катушек необходимо проверять физическими методами контроля. [5]
Сварные стыки, сваренные каждым сварщиком на подземных газопроводах диаметром 50 мм и более, подлежат физическим методам контроля: на газопроводах с давлением 0 05 кг / см2 ( 500 даПа) - в объеме 10 %, но не менее одного стыка; свыше 0 05 до 3 кг / см2 ( свыше 500 даПа до 0 3 МПа) - в объеме 50 %, но не менее одного стыка и свыше 3 до 12 кг / см2 ( свыше 0 3 до 1 2 МПа) - в объеме 100 %, но не менее одного стыка ( см. прил. [6]
Сварные стыки, сваренные каждым сварщиком на подземных газопроводах всех давлений на переходах под железнодорожными и трамвайными путями, автомобильными дорогами I и II категории, водными преградами и во всех случаях прокладки в футлярах, подлежат физическим методам контроля в объеме 100 % ( см. прил. [7]
Сварные стыки с такой структурой нуждаются в специальной термической обработке, а в отдельных случаях в полной переварке. [8]
Сварные стыки, сваренные каждым сварщиком на подземных газопроводах высокого давления диаметром 50 мм и более, прокладываемых вне населенных пунктов за пределами черты их перспективной застройки подлежат физическим методам контроля в объеме 20 %, но не менее одного стыка ( см. прил. [9]
Сварные стыки, сваренные каждым сварщиком на газопроводах обвязки групповых резервуарных установок диаметром 50 мм и более, подлежат физическим методам контроля в объеме 5 %, но не менее одного стыка ( см. прил. [10]
Сварные стыки с другими дефектами ( шлаковые включения, непровар и поры сверх допустимых норм), а также каверны на теле трубы глубиной свыше 30 % от толщины стенки могут усиливаться установкой муфт с гофрой или лепестковых с последующей их опрессовкой. [11]
Сварные стыки и участки труб полиэтиленовых газопроводов, имеющих дефекты и повреждения, должны вырезаться и заменяться вваркой катушек длиной не менее 500 мм с применением муфт с закладными электронагревателями. [12]
Сварные стыки участков IV категории при наземной и надземной прокладке подвергаются 100 % - ному контролю физическими методами, в том числе не менее 10 % стыков просвечивают рентгеновским или гамма-излучением. [13]
Сварные стыки, выполненные электродами ОЗЛ-12, ЦЛ-9, ЗИО-8, склонны к межкристаллитной коррозии, поэтому их применение в средах, вызывающих меж-кристаллитную коррозию, допустимо лишь при температурах до 350 С. [14]
Сварные стыки должны быть на расстоянии не менее 50 мм от опор. Продольные швы сварных трубопроводов располагают так, чтобы они были доступны для осмотра. [15]
Страницы: 1 2 3 4
www.ngpedia.ru
Сварные соединения
Виды сварных соединений и швов
Существуют следующие основные виды сварных соединений: стыковые, в нахлёстку, тавровые, угловые, прорезные, торцовые, с накладками, электрозаклепками.
Стыковые соединения (рис. 1) являются самыми распространёнными почти при всех способах сварки, так как дают наименьшие собственные напряжения и деформации при сварке.
Стыковые соединения в основном применяются для конструкций из листового металла. Они требуют наименьшего расхода основного и наплавленного металла и времени на сварку, могут быть выполнены равнопрочными основному металлу. Однако при выполнении стыковых соединений нужна тщательная и достаточно точная подготовка листов под сварку и пригонка их друг к другу.
При ручной дуговой сварке стальных листов толщиной 4—8 мм кромки можно обрезать под прямым углом к поверхности. В этом случае листы располагают с зазором I—2 мм.
Без скоса кромок можно вваривать в стык листы до 3 мм при односторонней и до 8 мм при двухсторонней сварке.
Листы толщиной от 4 до 26 мм при ручной дуговой сварке соединяют в стык с односторонним скосом кромок. Этот вид подготовки кромок называется V-образным. Листы толщиной 12—40 мм и более соединяют с двухсторонним скосом кромок, называемым Х-образным.
Притупление кромок делается с целью предотвратить протекание металла при сварке (прожог). Зазор между свариваемыми кромками оставляется для облегчения провара корня шва (нижних частей кромок). Большое значение для качества сварки имеет сохранение равномерной ширины зазора по всей длине шва, т. е. соблюдение параллельности кромок.
Двухсторонний скос кромок (Х-образный) имеет преимущества перед односторонним (V-образным), так как при одной и той же толщине свариваемых листов объем наплавленного металла будет почти в два раза меньше, чем при одностороннем скосе кромок. Соответственно уменьшится расход электродов и электроэнергии при сварке. Кроме того, двухсторонний скос кромок даёт меньшие коробления и остаточные напряжения при сварке, чем односторонний. Поэтому листы толщиной свыше 12 мм рекомендуется соединять с X-образным скосом кромок. Однако это не всегда осуществимо из-за конструкции и размеров изделия.
Рис. 1. Стыковые соединения:а — листов одинаковой толщины, б — разной толщины, в — листов большой толщины при многослойной сварке
При ручной дуговой сварке стали толщиной свыше 20 мм можно угол скоса между кромками уменьшать с 60 до 45°. Зазор между притуплениями кромок должен быть равен 4 мм 9 что облегчает надлежащий провар их. Уменьшение угла скоса кромок приводит к сокращению объёма наплавленного металла, а следовательно, к увеличению производительности сварки и экономии электродов.
Кромки листов неодинаковой толщины, соединяемых в стык, скашивают так, как это показано на рис. 1, б, причём более толстый лист скашивается в большей степени.
При соединении сталей больших толщин с целью уменьшения количества наплавленного металла прибегают в ряде случаев к чашеобразной форме подготовки кромок: для толщин от 20 до 50 мм— односторонней, а свыше—двухсторонней (рис. 1, е).
Соединения в нахлёстку (рис. 2, а) находят преимущественное применение при дуговой сварке строительных конструкций из стали толщиной не более 10—12 мм. Они не требуют специальной обработки кромок, кроме их обрезки. При таком соединении рекомендуется листы сваривать с обеих сторон, так как при односторонней сварке возможно попадание влаги в щель между листами и последующее ржавление металла в этом месте.
Сборка изделия и подготовка листов при сварке в нахлёстку упрощаются, однако расход основного и наплавленного металла больше, чем при сварке в стык. При роликовой и точечной контактной электросварке применяются соединения только в нахлёстку.
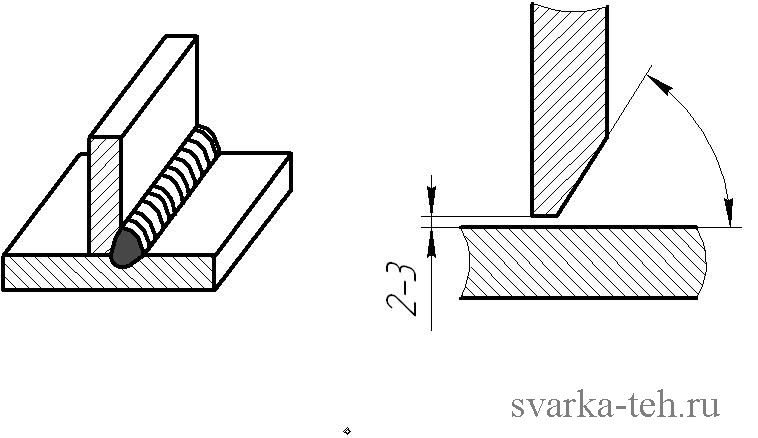
Тавровые соединения (рис. 2, б) широко используются при дуговой сварке; выполняются без скоса кромок и со скосом кромок с одной стороны или с двух сторон. Вертикальный лист должен иметь достаточно равно обрезанную кромку. При одностороннем и двухстороннем скосе кромки вертикального листа между вертикальным и горизонтальным листами оставляется зазор в 2— 3 мм для лучшего провара вертикального листа на всю толщину. Односторонний скос применяется в том случае, если конструкция изделия не позволяет произвести сварку таврового соединения с обеих сторон.
Угловые соединения применяются при сварке различно предварительно обработанных кромок листов и показаны на рис. 2, в. Свариваемые части располагаются под прямым или иным углом и свариваются по кромкам. Такие соединения применяются преимущественно при сварке резервуаров, работающих под незначительным внутренним давлением газа или жидкости. Иногда угловые соединения провариваются также и с внутренней стороны, как это показано пунктиром на рис. 2, в (слева).
Прорезные соединения (рис. 2, г) применяются, когда длина нормального шва в нахлёстку не обеспечивает достаточной прочности. Прорезные соединения бывают закрытого или открытого типа. Прорезь обычно выполняется кислородной резкой.
Торцовые, или боковые, соединения показаны на рис. 3, a. Листы соединяются своими поверхностями и свариваются по смежным торцам.
Соединения с накладками показаны на рис. 3, б. Накладка J?, перекрывая стык листов 1кЗ, приваривается по боковым кромкам к поверхности листов. Эти соединения требуют дополнительного расхода металла на накладки и поэтому применяются только в тех случаях, когда они по каким-либо причинам не могут быть заменены стыковыми или нахлесточными соединениями.
Соединение электрозаклепками показано на рис. 3, в. С помощью электрозаклепок получают прочные, но не плотные соединения. Верхний лист просверливается и отверстие заваривается так, чтобы был захвачен нижний лист. При автоматической сварке под флюсом верхний лист, если его толщина невелика, предварительно не просверливается и он проплавляется сварочной дугой.
Описанные соединения являются типовыми для ручной дуговой сварки стали. При газовой сварке, сварке под флюсом, сварке легкоплавких цветных металлов и в других случаях формы кромок могут быть иными. Соответствующие сведения о них будут даны в последующих главах при описании этих способов сварки.
Сварные швы делятся на следующие группы:
1. По положению в пространстве — нижние, горизонтальные, вертикальные и потолочные (рис. 4, а). Наиболее простым для выполнения является нижний шов, а наиболее трудным — потолочный. Потолочные швы могут выполнять сварщики, специально освоившие этот вид сварки. Выполнять потолочные швы дуговой сваркой труднее, чем газовой. Сварка горизонтальных и вертикальных швов на вертикальной поверхности несколько сложнее, чем сварка нижних швов.
2. По отношению к действующим усилиям — фланговые, торцовые, или лобовые, комбинированные н косые (рис. 4, б).
3. По протяжённости — непрерывные, или сплошные, и прерывистые (рис. 4, в). Прерывистые швы применяются в тех случаях, когда соединение не должно быть плотным, а по расчёту на прочность не требуется сплошного шва.
Для прерывистого шва длина отдельных участков его (/) составляет от 50 до 150 мм; расстояние между участками шва обычно в 1,5—2,5 раза больше длины участка; величина t называется шагом шва. Прерывистые швы применяют довольно широко, так как они дают экономию наплавленного металла, стоимости и времени сварки.
4. По степени выпуклости — нормальные, выпуклые и вогнутые (рис. 4, г). Выпуклость шва а' зависит от типа применяемых электродов: тонко покрытые электроды дают шов с большой выпуклостью; при толсто покрытых электродах вследствие большей жидко текучести расплавленного металла обычно получаются нормальные швы.
Рис. 2. Сварные соединения:
а — в нахлёстку, б — тавровые, в — угловые, г — прорезные
Рис. 3. Сварные соединения:
а — торцовые, или боковые, б—с накладками, в — электрозаклепками
Рис. 4. Классификация швов:по положению в пространстве» 6 — по отношению ‘к действующему усилию, в —по протяжённости, г—по степени выпуклости поверхности шва
Исследования показали, что швы с большой выпуклостью не увеличивают прочность шва, особенно если сварное соединение подвергается переменным нагрузкам и вибрациям. Это объясняется тем, что при швах с большой выпуклостью нельзя получить плавного перехода от валика шва к основному металлу и в этом месте образуется нечто вроде «подреза» кромки шва, где происходит значительная концентрация напряжений. Поэтому при действии переменных, ударных или вибрационных нагрузок с этого места может начаться разрушение сварного соединения, Швы с большой выпуклостью неэкономичны, так как на их выполнение расходуется больше электродов, времени и электроэнергии.
5. По типу соединения — стыковые и угловые (валиковые). Угловые швы применяются при соединениях в нахлёстку, впритык, угловых соединениях и соединениях с накладками. Сторона к углового шва (рис. 5) является катетом. Заштрихованная площадь АВБГ характеризует степень выпуклости шва по сравнению с нормальным и не принимается в расчет при определении прочности сварного соединения. Угловые швы выполняются так, чтобы их катеты были равны, т. е. ОВ — ОГ = к. Угол между сторонами ОГ и ВГ равен 45°.
Рис. 5, Угловой (валиковый) шов
Обозначение сварных швов на чертежах
Сварные швы на чертежах указываются с помощью графических условных обозначений. Согласно ГОСТ 5263—56 графическое обозначение шва состоит из следующих элементов: индекса вида сварки, условного графического знака типа шва, дополнительных знаков и размеров элементов шва.
В качестве индексов для обозначения видов сварки применяются бедующие буквы: Э — электродуговая, Г — газовая, 3 — в среде защитных газов и Кт — контактная.
На чертеже сварной шов указывается наклонной выносной линией с горизонтальным участком. Выносная линия заканчивается односторонней стрелкой (рис, 6). Графическое обозначение видимого шва сварного соединения проставляется над горизонтальным участком, а невидимого — под горизонтальным участком выносной линии. Если стрелка обозначает шов, не предусмотренный ГОСТ
Рис. 6. Стрелки, обозначающие различные швы:
1, 2 — одинарные стрелки, 3 — двойная стрелка, 4 — стрелка с ломаной выносной линией» 5— стрелка, отмечающая особый шов, 6—стрелка, отмечающая монтажный шов, 7 — V-образный односторонний шов с подкладкой и скосом двух кромок, выполненный дуговой сваркой, 8 — односторонний шов без скоса кромок с катетом 5 мм, выполненный по периметру газовой сваркой, 9— шахматный шов без скоса кромок с катетом 5 мм при длине провариваемого участка 50 мм и шаге 150 мм, выполненный дуговой сваркой. 10— односторонний шов, выполненный автоматической сваркой проплавлением при ширине проплавления 15 мм, П — двухрядный односторонний точечный шов при диаметре точки 5 мм и шаге 20 мм, выполненный контактной сваркой 5263—56, то перед обозначением шва ставится буква О (особый). Монтажные швы обозначаются буквой М, проставляемой над наклонным участком выносной линии.
Подготовка металла под сварку
Если металл, идущий на изготовление сварных конструкций, загрязнён или деформирован, то его нужно предварительно очистить и выправить. Очистка может производиться ручными и механическими проволочными щётками, пескоструек, пламенем специальной горелки, промывкой горячей водой или раствором щелочи, травлением в растворах различных кислот и другими способами.
Для правки металла применяются специальные станки. Например, листы выправляются пропусканием их через листоправйльные вальцы, имеющие от 5 до 11 правильных валков. Чем меньше толщина выправляемого листа, тем большее количество валков должен иметь листоправйльный станок. Уголки правят на углоправйльных вальцах. Правка швеллерного и двутаврового профиля производится с помощью правильно гибочных прессов. При очень малых объёмах производства и отсутствии правильного оборудования иногда приходится прибегать и к ручной правке металла на правильной плите.
После правки металл подвергается разметке, при которой на нем мелом, кернами и чертилкой наносятся размеры заготовки детали, подвергаемой затем сварке. При серийном производстве однотипных изделий для разметки широко применяются шаблоны из картона, фанеры или тонколистового металла, соответствующие по своей форме и размерам заготовляемой детали.
Режут металл на гильотинных и дисковых ножницах, дисковых пилах и прессах или ручными газокислородными резаками и машинами для газокислородной резки. Механическая резка применяется обычно для металла толщиной до 10—12 мм, а в отдельных случаях —до 25—30 мм. Более толстый металл, а также детали сложной формы, как правило, режут с помощью газокислородной резки.
Перед сваркой кромки деталей, если это является необходимым, подвергают обрезке, скосу и очистке. Скос кромок выполняется в соответствии с типом сварного соединения. Для получения ровной и чистой поверхности кромок их прострагивают на кромкострогальных станках, длина строгания на которых достигает нескольких метров.На многих заводах громоздкие и дорогие кромкострогальные станки заменяют специальными машинами для кислородной резки, обеспечивающими чистую поверхность разреза, необходимую точность и высокую производительность резки.
Машинная кислородная резка является распространённым способом подготовки кромок листов под сварку, особенно при большой толщине свариваемого металла (деталей станин, листов, котельных барабанов и др.). Машинная кислородная резка должна применяться во всех случаях, когда это допустимо по техническим условиям на изготовление данного изделия. Для ускорения процесс резки и скоса кромок выполняют одновременно несколькими резаками, установленными на одной машине под соответствующими углами наклона.
Нельзя сваривать детали, кромки которых покрыты ржавчиной, маслом, краской и другими загрязнениями, так как это ухудшает условия горения дуги, вызывает пористость наплавленного металла и понижает прочность сварного соединения.
От загрязнений кромки очищают проволочными щётками, наждачным камнем, пескоструек, травлением. Для механической очистки применяют ручные переносные машинки с гибким валом, на конце которого укрепляется проволочная щётка или наждачный камень. Другой конец вала соединяется с электродвигателем, смонтированным на лёгкой передвижной тележке.
На кромках не должно быть за-резов глубиной более 1,5 мм, прямолинейность кромок должна быть проверена с помощью рейки и измерительной линейки, а углы скоса кромок — шаблонами (рис. 7)
Литые заготовки перед сваркой должны быть тщательно очищены от остатков формовочной земли, а имеющаяся на поверхности литейная корка — снята наждачным камнем в тех местах, где будут накладываться сварные швы.
При изготовлении различных резервуаров, котлов и сосудов F3 листового металла последний подвергается вальцовке и штамповке. Для вальцовки применяются гибочные вальцы, а для штамповки — механические и гидравлические прессы. Гибке и вальцовке может подвергаться также и профильный прокат металла — полосы, уголки, швеллеры, двутавры и трубы. В зависимости от толщины и требуемой формы заготовки вальцовка и гибка металла производятся в холодном или горячем состоянии.
В табл. 1 приведены принятые в ГОСТ 5263—56 условные знаки и примеры изображений на чертежах некоторых сварных швов.
Рис 7 Проверка качества подготовки кромок под сваркуа — Прямолинейности обрезки кромок, б — угла скоса кромок
Сборка изделий под сварку
Предварительно заготовленные и подготовленные к сварке детали затем поступают на сборку отдельных узлов и изделий в целом.Сборка является весьма ответственной операцией в общем технологическом процессе изготовления сварных конструкций. При сборке важно обеспечивать требуемую точность пригонки и совпадения кромок свариваемых элементов.
Сварные конструкции собирают различными способами. В некоторых случаях собирают всю конструкцию, а затем её сваривают. Но при этом цикл сварочных работ удлиняется, а сварка собранной конструкции в ряде случаев бывает затруднена, так как сварщикам не всегда годится выполнять швы в наиболее удобном для сварки положении.
Рис. 8 Проверка качества сборки — угла раскрытия кромок листов, 6 — правильности прямого угла сборки. в—величины превышения кромок, г—зазора между листами в нахлёстку, д — зазоров при соединении в тавр и в стык.
Поэтому широко распространён способ сборки и сварки крупных конструкций из предварительно сваренных узлов. В этом случае процесс изготовления ускоряется и улучшается качество выполнения сварочных работ, так как сварку узлов осуществляют в приспособлениях. Данный способ применяется при изготовлении, например, судов, вагонов, цистерн и резервуаров, мостов, каркасов зданий и др.
Использование приспособлений обеспечивает точность взаимного расположения собираемых и свариваемых частей, облегчает Водоёмкость сборочных работ, сокращает продолжительность процесса сборки, облегчает труд сварщика при установке, прихватке и поворотах изделия. Некоторые приспособления препятствуют короблению деталей при сварке, так как обеспечивают жёсткое закрепление свариваемых частей.
Точность сборки изделий под сварку зависит от их конструкции и назначения, а также способа сварки. Обычно она указывается на чертежах и в технических условиях на изготовление изделия.
При ручной дуговой сварке металлоконструкций можно руководствоваться следующими допусками на точность сборки:
Отклонение, мм минус плюс Зазор между кромками листов свариваемых в стык до 1 до 2Перекрытие листов при сварке в нахлёстку 1 10Превышение одной кромки над другой при толщине листов до 10 мм - 1,5То же, свыше 10 мм - 2Зазор между листами при соединении в нахлёстку - 1Зазор между элементами в тавровых соединениях:при нестроганых кромках - 2при строганых - 1
Рис. 9. Универсальный измеритель размеров швов и его применение (конструкция В, Э. Ушерова-Маршака):
а—.проверка угла раскрытия стыкового шва, б — проверка величины выпуклости столового шва. в —Проверка высоты углового шва:шкала для выпуклости с1ык080г0 шва, 2—шкала для определения высоты узлового шва
Для проверки точности сборки деталей под сварку используются шаблоны, измерительные линейки и щупы (рис. 8), а также универсальные измерители швов. Одна из конструкций такого измерителя и способы пользования им показаны на рис. 9.
При сборке необходимо учитывать возможность последующей деформации изделия пЗд влиянием нагрева при сварке и усадке наплавленного металла. Поэтому, например, при сборке под сварку угловых швов прямой угол между деталями следует увеличивать на 2—3°, так как при усадке металла шва этот угол уменьшится.
www.timewelding.com.ua