5. Подготовка труб к сборке и сварке. Подготовка труб к сварке
Подготовка труб к сварке.. Возникновение и развитие сварки
Похожие главы из других работ:
Заканчивание эксплуатационной скважины
7. Подготовка обсадных труб
С целью выявления скрытых дефектов обсадных труб они опрессовываются на давление Р=11,5 МПа с выдержкой времени не менее 30 секунд. Результаты опрессовки оформляются актом. Доставленные на скважину обсадные трубы подвергаются наружному осмотру...
Заканчивание эксплуатационной скважины
8. Подготовка скважины к спуску обсадных труб
После проработки и калибровки ствола на глубину спуска обсадной колонны скважина промывается до выравнивания параметров бурового раствора, соответствующих ГТН...
Конструирование и технология изготовления металлической качели
2.4 Дефекты при сварке
В процессе образования сварного соединения в металле шва и зоне термического влияния могут возникнуть дефекты, т.е. отклонения от установленных норм и требований, приводящие к снижению прочности, эксплуатационной надежности, точности...
Оборудование и технология для механизированной сварки
2.1 Подготовка конструкции к сварке
1. Общие требования Трубы, детали трубопроводов, запорная арматура и сварочные материалы применяемые при выполнении сварочных работ должны пройти входной контроль с оформлением соответствующих актов входного контроля в установленном порядке...
Разработка тендерной документации на строительство участка линейной части магистрального трубопровода
1. Погрузка и разгрузка труб и секций труб диаметром 1420 мм при строительстве магистральных трубопроводов
Погрузка и разгрузка труб при строительстве магистральных трубопроводов охватывает комплекс транспортных и погрузочно-разгрузочных работ с трубами диаметром 1420 мм на железнодорожных станциях, трубосварочных базах и на трассе...
Разработка тендерной документации на строительство участка линейной части магистрального трубопровода
подготовка и обработка торцов труб станком СПК 141А для автоматической сварки
...
Разработка технологии сварки газопровода низкого давления из труб диаметром 219 мм
1.6 Подготовка кромок труб под сварку
Перед началом сварочно-монтажных работ необходимо убедиться в том, что используемые трубы и детали трубопроводов имеют сертификаты качества и соответствуют проекту, техническим условиям на их поставку...
Сварка кольцевого шва козырьком
1.3 Подготовка труб под сварку
Подготовка труб под сварку включает: резку труб и обработку кромок под сварку согласно чертежам, очистку поверхности свариваемых кромок, центровку стыка...
Сварочно-монтажные работы при сооружении линейной части трубопровода
5. Подготовка труб к сборке и сварке
Трубы, соединительные детали трубопроводов (СДТ), запорная и регулирующая арматура (ЗРА) и сварочные материалы должны пройти входной контроль в установленном порядке. Результаты контроля регистрируются в журнале входного контроля...
Сварочные работы с металлом
1.2 Подготовка металла к сварке
1)Очистка свариваемых кромок изделия. Перед выполнением сварки, кромки свариваемого изделия и прилегающая к ним зона (на ширину 10-20 мм с каждой стороны) должны быть тщательно зачищены от окалины, ржавчины, краски масла и других загрязнений...
Технология изготовления коробчатой конструкции
1.3 Подготовка металла к сварке
В подготовку металла под сварку входит правка, разметка и наметка, резка и обработка кромок, холодная и горячая гибка. Правка производится преимущественно на станках, а иногда вручную. Листовой, полосовой и профильный прокат правят на вальцах...
Технология изготовления сварной конструкции "Рама"
2.4 Подготовка к сварке
Перед изготовлением деталей используют следующие технологические операции: разметку, резку, штамповку, зачистку, правку, подготовку кромок. Разметка состоит в нанесении на металл конфигурации заготовки с припуском...
Технология сборки и сварки каркасов для растяжки баннера
1.6 Подготовка металла к сварке, сборка конструкции
Детали, предназначенные для сварки, должны быть очищены от грязи, масляных пятен и других посторонних частиц. Особенно тщательную очистку следует выполнять в околошовной зоне, так как любые посторонние частицы, загрязняющие сварочную ванну...
Технология сварки низколегированной конструкционной марганцово-ванадиевой стали 16Г2АФ
8.1 Подготовка металла и конструкции к сборке и сварке
Требования к сырью, материалам: Материалы для изготовления деталей и сборочных единиц должны иметь документальное подтверждение их соответствия требованиям государственных стандартов, а также требованиям конструкторской документации...
Техпроцесс изготовления коробчатой балки
2.2 Подготовка металла к сварке
Подготовка включает следующие операции, резка, правка, разметка и очистка металла от различных загрязнений. Резка может быть заготовительной или использоваться как операция изготовления деталей без последующей механической обработки...
prod.bobrodobro.ru
Подготовка труб к сварке
Как вы знаете, все сварочные работы должны выполняться квалифицированными сварщиками. Но не забывайте, что заготовку всех санитарных и технических систем подготавливает тоже он. Поэтому, если что – то произойдёт, ответственность берёт за это сам работник.
В чём заключается подготовка труб к данному процессу, к процессу сварки? Для начала, им вымеряют необходимую длину, отрезают, и обрабатывают кромки. Для этого в вашем «арсенале» должны быть специальные трубоотрезные станки, которые выполняют эту функцию. Для того, чтобы устранить все неровности трубы во время её механической обработки, применяют зенкер или же просто удаляют «заусеницы» обыкновенным зубилом или же наждачным кругом. Как вы видите, вариантов масса. Кроме этого, данные инструменты могут удалять как наплывы, так и окалину (только после газовой сварки). На концах труб есть специальный фаски, которые обязательно должны быть обточены и фрезерованы.
Для полной очистки труб применяют стальные щетки, а также, как было указано выше, наждачные круги. Что же делают с отверстиями в новых трубах? Как вы понимаете, к новоиспечённым трубам должны присоединяться патрубки, которые просверливаются с помощью сверлильного станка. Далее в трубах работники просверливают полумуфты, при этом используя разделённые пополам стальные муфты. После этого на фрезерном станке тщательно обрабатывают полученные торцы полумуфт. Для чего это нужно? Да для того, чтобы торец получился в виде так называемого седла и плотно прилегал к внешней поверхности самой трубы.
На первый взгляд технология сварки может показаться довольно сложной, но на практике процесс этот довольно – таки увлекательный. Далее мы переходим к другому концу трубы, где диаметр меньше. Его, в свою очередь, нужно расширить. Это происходит на прессах, при котором применяются также дополнительные приспособления. Теперь вы понимаете, что данный процесс требует правильного распределения размеров и выполнения работы качественно и оперативно.
svarder.ru
5. Подготовка труб к сборке и сварке. Сварочно-монтажные работы при сооружении линейной части трубопровода
Похожие главы из других работ:
Возникновение и развитие сварки
Подготовка труб к сварке.
При монтаже магистральных и производственных (технологических) трубопроводов основным способом соединения труб является сварка. При этом сварку трубопроводов, работающих при давлении более 0,7 атм (71кн/м2)...
Заканчивание эксплуатационной скважины
7. Подготовка обсадных труб
С целью выявления скрытых дефектов обсадных труб они опрессовываются на давление Р=11,5 МПа с выдержкой времени не менее 30 секунд. Результаты опрессовки оформляются актом. Доставленные на скважину обсадные трубы подвергаются наружному осмотру...
Заканчивание эксплуатационной скважины
8. Подготовка скважины к спуску обсадных труб
После проработки и калибровки ствола на глубину спуска обсадной колонны скважина промывается до выравнивания параметров бурового раствора, соответствующих ГТН...
Оборудование и технология для механизированной сварки
2.1 Подготовка конструкции к сварке
1. Общие требования Трубы, детали трубопроводов, запорная арматура и сварочные материалы применяемые при выполнении сварочных работ должны пройти входной контроль с оформлением соответствующих актов входного контроля в установленном порядке...
Разработка конструкторской документации на тумбу
2.4.3 Подготовка изделия к сборке
Перед сборкой изделия необходимо ознакомиться с настоящей документацией, проверив наличие фурнитуры согласно комплектовочной ведомости. Определить расположение деталей в изделии в соответствии со схемой сборки...
Разработка конструкции стола письменного двухтумбового
2.4.3 Подготовка изделия к сборке
Перед сборкой изделия необходимо ознакомиться с настоящей документацией, проверив наличие фурнитуры согласно комплектовочной ведомости. Определить расположение деталей в изделии в соответствии со схемой сборки...
Разработка технологии сварки газопровода низкого давления из труб диаметром 219 мм
1.6 Подготовка кромок труб под сварку
Перед началом сварочно-монтажных работ необходимо убедиться в том, что используемые трубы и детали трубопроводов имеют сертификаты качества и соответствуют проекту, техническим условиям на их поставку...
Разработка технологии сварки газопровода низкого давления из труб диаметром 219 мм
1.7 Требования к сборке труб
Сборка стыков труб должна гарантировать: * перпендикулярность стыка к оси трубопровода. Отклонение от перпендикулярности не должно превышать 2 мм; * равномерность по периметру зазора, находящегося в пределах значений...
Сварка кольцевого шва козырьком
1.3 Подготовка труб под сварку
Подготовка труб под сварку включает: резку труб и обработку кромок под сварку согласно чертежам, очистку поверхности свариваемых кромок, центровку стыка...
Сварочные работы с металлом
1.2 Подготовка металла к сварке
1)Очистка свариваемых кромок изделия. Перед выполнением сварки, кромки свариваемого изделия и прилегающая к ним зона (на ширину 10-20 мм с каждой стороны) должны быть тщательно зачищены от окалины, ржавчины, краски масла и других загрязнений...
Технология изготовления коробчатой конструкции
1.3 Подготовка металла к сварке
В подготовку металла под сварку входит правка, разметка и наметка, резка и обработка кромок, холодная и горячая гибка. Правка производится преимущественно на станках, а иногда вручную. Листовой, полосовой и профильный прокат правят на вальцах...
Технология изготовления сварной конструкции "Рама"
2.4 Подготовка к сварке
Перед изготовлением деталей используют следующие технологические операции: разметку, резку, штамповку, зачистку, правку, подготовку кромок. Разметка состоит в нанесении на металл конфигурации заготовки с припуском...
Технология сборки и сварки каркасов для растяжки баннера
1.6 Подготовка металла к сварке, сборка конструкции
Детали, предназначенные для сварки, должны быть очищены от грязи, масляных пятен и других посторонних частиц. Особенно тщательную очистку следует выполнять в околошовной зоне, так как любые посторонние частицы, загрязняющие сварочную ванну...
Технология сварки низколегированной конструкционной марганцово-ванадиевой стали 16Г2АФ
8.1 Подготовка металла и конструкции к сборке и сварке
Требования к сырью, материалам: Материалы для изготовления деталей и сборочных единиц должны иметь документальное подтверждение их соответствия требованиям государственных стандартов, а также требованиям конструкторской документации...
Техпроцесс изготовления коробчатой балки
2.2 Подготовка металла к сварке
Подготовка включает следующие операции, резка, правка, разметка и очистка металла от различных загрязнений. Резка может быть заготовительной или использоваться как операция изготовления деталей без последующей механической обработки...
prod.bobrodobro.ru
Трубы подготовка к сварке - Справочник химика 21
К операциям подготовки стыков труб под сварку относятся обработка кромок согласно чертежам, очистка свариваемых кромок и сборка под сварку. Получение высококачественного сварного соединения во многом зависит от правильной подготовки стыка. [c.167]
Подготовка труб под сварку. При отсутствии специальных указаний форму разделки кромок под сварку следует выбирать по ГОСТ 5264—80. [c.411]
Подготовка труб под сварку [c.62]
Резка легированных сталей и подготовка кромок труб под сварку должны производиться механическим способом на токарных станках или специальными труборезами. [c.233]
СВАРКА ТРУБОПРОВОДОВ Подготовка стыков труб под сварку [c.167]
Контроль качества выполняемых работ должен систематически осуществляться на всех этапах монтажа. Особенно тщательно должны контролироваться работы, дефекты которых не могут быть обнаружены после завершения последующих работ (например, подготовка кромок металлических листов и труб под сварку, подготовка поверхностей аппаратов для нанесения защитного покрытия, подготовка поверхности фундаментов и очистка анкерных колодцев). По времени осуществления контроль подразделяется на промежуточный (пооперационный), проводимый в процессе производства работ, и окончательный, проводимый после окончания монтажа. [c.17]
Сварка алюминиевых труб. Подготовка алюминиевых труб к сварке заключается в очистке зоны шва и в скосе кромок под углом 20—25°. Поверхности труб по обе стороны стыка на длину не менее 30—50 мм должны быть очищены от различных загрязнений. Чистый алюминий и сплавы очищают водным раствором, содержащим 1% КаОН, 5% КазР04 и 3% жидкого стекла. Раствор нагревают до 65—70° С и наносят на кромки и прилегающую к ним зону шириной не менее 30 мм. После этого кромки промывают горячей водой, сушат, травят 10%-ным раствором азотной кислоты, снова промывают и вторично сушат. [c.242]
В зависимости от толщины стенок и вида сварки подготовку кромок труб для сварки и размеры швов согласно СНиП III—29—76 принимают по табл. 2.2, где способы сварки имеют следующие обозначения П-3 — полуавтоматическая сварка плавящимся электродом в защитных газах А-3 — автоматическая сварка плавящимся электродом в защитных газах П-Ф — полуавтоматическая сварка под флюсом А-Ф — автоматическая сварка под флюсом Р — ручная электродуговая сварка Г — газовая сварка. [c.30]
Подготовка труб к сварке включает в себя правку свариваемых концов, очистку кромок от грязи, масла и окислов и сборку под сварку. Для правки свариваемых концов труб применяют различные приспособления механического, гидравлического и пневматического типов. Большое распространение получили расширители, состоящие из гидравлического домкрата с радиальными колодками, вставляемыми внутрь трубы. С помощью ручного насоса повышают давление в цилиндре домкрата, в результате чего колодки раздвигаются и, упираясь в стенки трубы, выпрямляют их. Максимальное усилие 784 Н, время, затрачиваемое на операцию, —4 — 6 мин. Кромки труб обрабатывают на заводах-изготовителях со снятием фаскн под сварку. Обычно угол скоса составляет 25—30°. При отсутствии скоса кромок фаску снимают резцом или резаком-труборезом. [c.125]
В процессе изготовления узлов и плетей трубопроводов производят систематический пооперационный контроль, чтобы предупредить возможное появление дефектов в сварных соединениях. Проверяют качество исходных материалов, подготовки кромок труб перед сваркой, сборки стыков, сварки. Осматривают электроды, сварочную проволоку, флюсы. При эхом независимо от сертификатов каждую партию электродов подвергают технологическим испытаниям. [c.53]
Подготовка труб к сварке. Перед сваркой стальных труб надлежит очистить трубы от попавших внутрь их комьев грунта, грязи, камней и пр. выправить деформированные при перевозке концы труб проверить форму кромок очистить до металлического блеска кромки и прилегающие к ним внутреннюю и наружную поверхности труб на ширину не менее 10 мм. [c.139]
Подготовка труб к сварке [c.124]
Резку труб из легированных сталей и подготовку кромок под сварку производят, как правило, механическим способом. Угол и форма скоса кромок труб под сварку определены соответствующими инструкциями на сварку в зависимости от толщины стенки труб, марки стали и способа сварки. В тех случаях, когда это разрешено [c.74]
Аппаратуру абсорбционно-диффузионных агрегатов изготовляют из цельнотянутых труб, соединяемых сваркой. Поверхность труб должна быть свободной от окалины, ржавчины, а также хлоридов и сульфидов, образующих нерастворимые в воде осадки. Перед сваркой детали и узлы агрегатов подвергают специальной подготовке. Сварку труб производят обязательно с газовой защитой, чтобы в швах не образовывалась окалина. [c.250]
Подготовка концов труб для сварки арматуры может выполняться любыми способами, обеспечивающими необходимую форму, размеры и качество кромок, а также структуру металла обрабатываемых концов. Окончательная обработка концов труб из [c.286]
Обработка кромок труб (подготовка фаски и притупления) под сварку производится после ручной кислородной резки, а также после резки труб труборезом ТР-2. Кроме этого, при длительном хранении заготовок кромки труб ржавеют, поэтому перед сваркой необходимо удалить ржавчину. Зачистка кромок и снятие фасок производятся абразивными кругами или пневматическими рубильными молотками с последующей зачисткой драчевой пилой. [c.112]
При подготовке труб к сварке встык плоскость торцов труб должна быть строго перпендикулярна оси трубы. Отрезка труб производится дисковыми или ленточными пилами, на токарных станках или других приспособлениях, обеспечивающих чистоту и перпендикулярность плоскости реза оси трубы. [c.316]
| Рис. 12-7. Подготовка кромок труб под сварку. |  |
При подготовке стыковых соединений труб под сварку из аустенитных марок сталей следует проверить [c.74]
Перед сборкой труб под сварку нужно проверить правильность подготовки фасок (кромки стыкуемых труб должны быть зачищены до металлического блеска с внутренней и наружной сторон на расстоянии не менее 20 мм). [c.20]
Сварка труб из сталей марки Х5М и Х5ВФ выполняется электродами типа ЭА-1 марки ЭНТУ-3. Технология подготовки кромок труб к сварке и самой сварки хорошо освещена в литературе. [c.74]
Утолщение концов труб (ри1с. 96, г и д) значительно усиливает стык, но подготовка труб под сварку сопряжена с рядом технологических трудностей. [c.200]
Укрупнительная сборка узлов трубопроводов проводится в подготовительный период в цехах и на монтажной площадке. Элементы укрупняют, собирая их в узлы и блоки, а секции труб в плети. Габаритные размеры и масса отдельных блоков в каждом случае определяются конкретными условиями монтажа. К укрупнительной сборке относится сборка соединений (фланцевых, штуцерно-торцевых, резьбовых), сборка прямого трубопровода с ответвлениями, сборка арматуры с фланцами, сборка коллекторов. Укрупнительную сборку узлов трубопроводов производят на жестких, хорошо выверенных стеллажах с помощью кондукторов и центраторов, обеспечивающих правильную сборку деталей элементов и узлов трубопроводов в процессе подготовки их к сварке и электроприхватке. При сборке труб под сварку встык обеспечивается прямолинейность их, для чего применяют различные центровочные приспособления. Прямолинейность соединяемых труб проверяют с помощью контрольных Динеек длиной около 0,5 м. Прямолинейность замеряют в 3—4 точках, расположенных на окружности трубы. Отклонение от прямолинейности допускается не более 0,5 мм на 400 мм длины (на расстоянии 200 мм от сварного шва). [c.106]
Трубопроводы из сталей 12МХ и 15ХМ свариваются удовлетворительно, но требуется тщательная подготовка кромок и сборка стыков, применение пец1 альных марок электродов и термообработка стыков после. сварки. Сварка выполняется преимущественно ручным дуговым способом в поворотном и неповоротном положениях и автоматически под флюсом в нижнем положении с поворогом трубы. При сварке стыки труб надежно защищают ит ветра, попадания на свариваемый стык [c.181]
Сварка элементов трубопроводов при их монтаже должна производиться в соответствии с требованиями рабочих чертежей, технических условий и производственных инструкций. Рабочие чертежи, технические условия и производственные инструкции по выполнению сварных соединений разрабатываются с учето-м требований Правил Госгортехнадзора, ГОСТ, Основных положений ио сварке (ОП 1513-72) и Правил контроля сварных соединений (ПК 1514-72). При сборке стыков под сварку все геометрические раз.меры стыков должны соответствовать требования.м технических условий, основным положения.м по сварке, пронзводствеииым инструкциям и рабочим чертежа.м. Подготовка кромок труб под сварку приведена на рнс. 12-6—12-8. [c.351]
Протяжка полиэтиленовых труб, подготовка концов труб под сварк и сварка труб между собой, с полиэтиленовыми переходами, тройника. п1. oтвoдa нl и полиэтиленовыми концами неразъе.мных соединений полиэтилен-мет шл с помощью электросварных полиэтиленовых муфт должна производиться в строгом соответствии с требованиями технологических карт французской фирмы Таз де Франс" в местах, определенных проектом. [c.661]
Обработка концов труб под сварку (снятие фасок) должна осуществляться только %1еха Ш1ческим способом. Конструктивные размеры элементов кромок труб при подготовке под стыковое соединение в зависимостя от толщины стенок труб и области применения приведены в табл. 27. [c.76]
chem21.info
Как приварить трубу к трубе? Виды труб, сварочное оборудование
Потребность в выполнении соединений между инженерными контурами трубопровода возникает и при выполнении первой прокладки, и в ходе ремонтных операций. Особенностью сварки труб в коммуникационных системах является обязательное обеспечение герметичности. Лишь в редких случаях этот аспект не имеет особого значения, и им можно пренебречь. В поисках ответа на вопрос о том, как приварить трубу к трубе, не обойтись без описания современных технологий. Прежде всего это относится к пластиковым материалам, которые не так давно получили распространение на рынке и довольно быстро ввели в монтажные работы новый метод спайки. Но и традиционные металлические трубы свариваются на современном и более технологичном уровне, нежели 10-15 лет назад.

Какие виды труб можно сваривать?
Весь ассортимент трубного материала, который используется в системах водо-, газоснабжения и отопления, можно подразделить на два типа по материалу – это металлические и пластиковые изделия. В обоих случаях трубы поддаются сварке, иначе монтажные работы с ними были бы невозможны. Конечно, в качестве альтернативы можно вспомнить резьбовой способ соединения, который раньше применялся к сложным в обработке стальным конструкциям, но эта методика давно устарела и не используется. В наши дни сварка стальных труб осуществляется посредством электродуговых аппаратов, которые позволяют обеспечить прочные места соединений. Несколько отличаются технологии работы с пластиковыми трубами. В данном случае проблема использования классической сварки обуславливается мягкостью и вязкостью структуры материала. Поэтому используются методы пайки и плавления, которые также входят в общую группу сварочных технологий. При этом технические средства для реализации таких видов соединения заметно отличаются от традиционного сварочного оборудования.

Оборудование для сварки
Наиболее популярным аппаратом для осуществления электродуговой сварки металлических труб является полуавтомат инверторного типа. В процессе работы для обеспечения защиты рабочей зоны от внешних воздействий используется специальный газ, что и позволяет добиться высокой степени точности и герметичности в шве. Снижается популярность аппаратов для ручной дуговой сварки ММА. Это доступный по цене и простой способ получения шва при высокой мобильности оборудования, но у него есть значительные недостатки, среди которых низкая производительность и образование шлака на поверхности шва, который приходится удалять. Что касается техники для сварки пластиковых материалов, то чаще всего используются прессовочные комплексы для спайки. И современные полипропиленовые трубы, и модели из поливинилхлорида спаиваются в машине, имеющей в конструкции торцеватель, захватывающие тиски, пластину для резки (нагревательный элемент) и устройство для заделки швов.
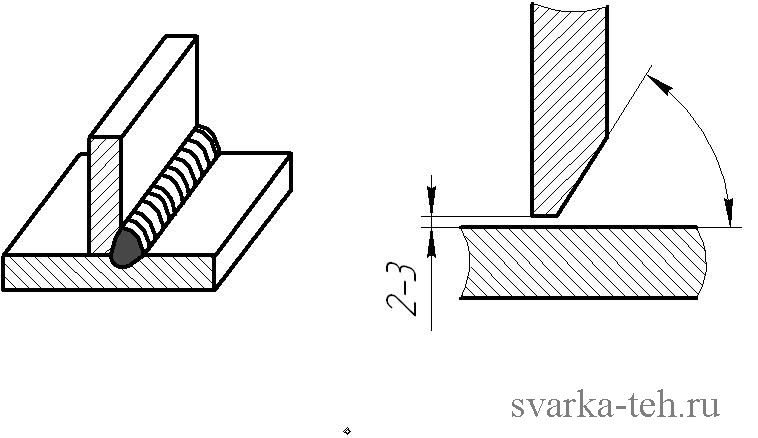
Трубы тщательно зачищаются с целью максимальной подгонки друг к другу. Обе стыковочные стороны должны иметь фаску, расположенную под 45-градусным углом относительно оси трубы. При этом должен оставаться плоский торец шириной не менее 2 мм. Впрочем, конкретные параметры могут отличаться в зависимости от диаметров трубы. Не менее важно в вопросе о том, как приварить трубу к трубе, корректное выполнение центровки. Непосредственно перед операцией необходимо произвести сборку – так, чтобы обеспечилась максимальная точность в сведении кромок двух свариваемых компонентов. В некоторых случаях выполняется прихватка, то есть формируется короткий шов, который в процессе сборки выступает накладкой в конструкции.

Электросварка металлических труб
В первую очередь следует выполнить зажим «заземления». Кабель в обязательном порядке должен быть изолирован и зафиксирован в специальный держатель. На сварочном аппарате выставляется оптимальный показатель мощности тока, требуемый для конкретного материала, – средние показатели требуются для мягких сплавов, а более высокие подходят для легированных сталей. Далее зажимается дуга, а электрод устанавливается под 60-градусным углом относительно заготовки. С этого момента посредством касания дуги рабочих поверхностей начинается сварка металлических труб, которая может сопровождаться образованием искр. Электрод должен перемещаться медленно, но так, чтобы не происходило залипаний. При задержке на одном месте также есть риск получить чрезмерную деформацию. Избежать этого позволит равномерное проведение дуги по всей поверхности. В итоге должен сформироваться прочный волнистый шов.

Подготовка пластиковых труб к сварке
Сначала трубы нарезаются под размер в соответствии с достаточной длиной планируемой конструкции. То есть желательно организовать общий процесс монтажа таким образом, чтобы сварка была финальным штрихом. Это реализуемо далеко не всегда, но при возможности следует все технические работы с трубопроводом выполнить до сварочных мероприятий. Также будет не лишним оставить небольшой запас, чтобы часть изделия могла быть внедрена в фитинг. Затем, как и в случае с металлическими аналогами, поливинилхлоридные и полипропиленовые трубы зачищаются. Главная задача на этом этапе – получить ровные, чистые и аккуратные кромки. От качества краев трубы зависит надежность будущего шва. Это особенно относится к пластиковым изделиям, поскольку в мягкой структуре мельчайшие заусенцы и неровности имеют большое значение в процессе пайки.

Соединение пластиковых труб
Большие комплексы для сварки пластиковых труб обычно имеют стационарную установку и позволяют в поточном режиме формировать места стыков. Немного сложнее осуществляются процессы разовых операций пайки. Для таких целей используются ручные устройства, которые работают с нагревательными элементами в виде насадок. Перед работой необходимо установить аппарат на ровную поверхность, а также выставить оптимальный температурный режим. Например, сварка ПВХ-труб обычно реализуется в условиях 260 °C. Через 10-15 мин. после включения прибор наберет оптимальный температурный режим, можно будет приступать к операции.
На насадки устанавливаются заготовки для соединения – на дорне фиксируют фитинг, а на гильзе устанавливается труба. Сама операция происходит за несколько минут, поскольку пластик плавится быстро. Поэтому следует уже после включения устройства готовиться к завершению процесса. Непосредственная сварка ПВХ-труб с последующим соединением производится с первого раза одним действием. Полученный стык в первые секунды нельзя поворачивать и пытаться скорректировать, поскольку любые изменения после сварки скажутся на прочности в худшую сторону.

Сколько времени требуется на остывание материала?
В случае с металлическими трубами процесс происходит дольше и, как правило, формирование стыка выполняется послойно. Поэтому структура набирает прочность уже в ходе рабочих мероприятий. После работы достаточно подождать, когда место стыка остынет естественным образом. Несколько минут надо подождать, если выполнялась сварка стыков труб из пластика. В зависимости от толщины изделия и глубины сварки этот интервал может варьироваться от 3 до 20 мин. Важно отметить, что и в работе с металлом, и при спайке пластиковых элементов нельзя использовать средства, ускоряющие процесс остывания.
Как приварить трубу к трубе при разных сечениях?
Иногда в силу определенных причин, обусловленных нестандартным конструкционным исполнением трубопровода, приходится иметь дело с разными сечениями. Например, может возникнуть потребность в соединении классической круглой трубы и заготовки с расширенным сечением. В данном случае к обычной трубе приваривается уголок, у которого ширина полки соответствует радиусу окружности. Операция выполняется только на одной полке. Далее технология сварки труб с разными сечениями предусматривает розжиг дуги на более толстом материале. Путем перераспределения образуемого наплавленного металла следует выполнить соединение по всей площади стыка – очевидно, что в данном случае она будет больше, чем в стандартной сварке.

Заключение
Новые технологии позволили упростить процессы сварки разных материалов, значительно расширив возможности монтажа. Сегодня в вопросах относительно того, как приварить трубу к трубе, практически нет технических ограничений. Дуговая электросварка, к примеру, позволяет работать со всеми материалами, которые используются не только в бытовом, но и промышленном хозяйстве. Нет барьеров и для монтажа пластиковых труб, которые легко соединяются аппаратами для пайки.
fb.ru